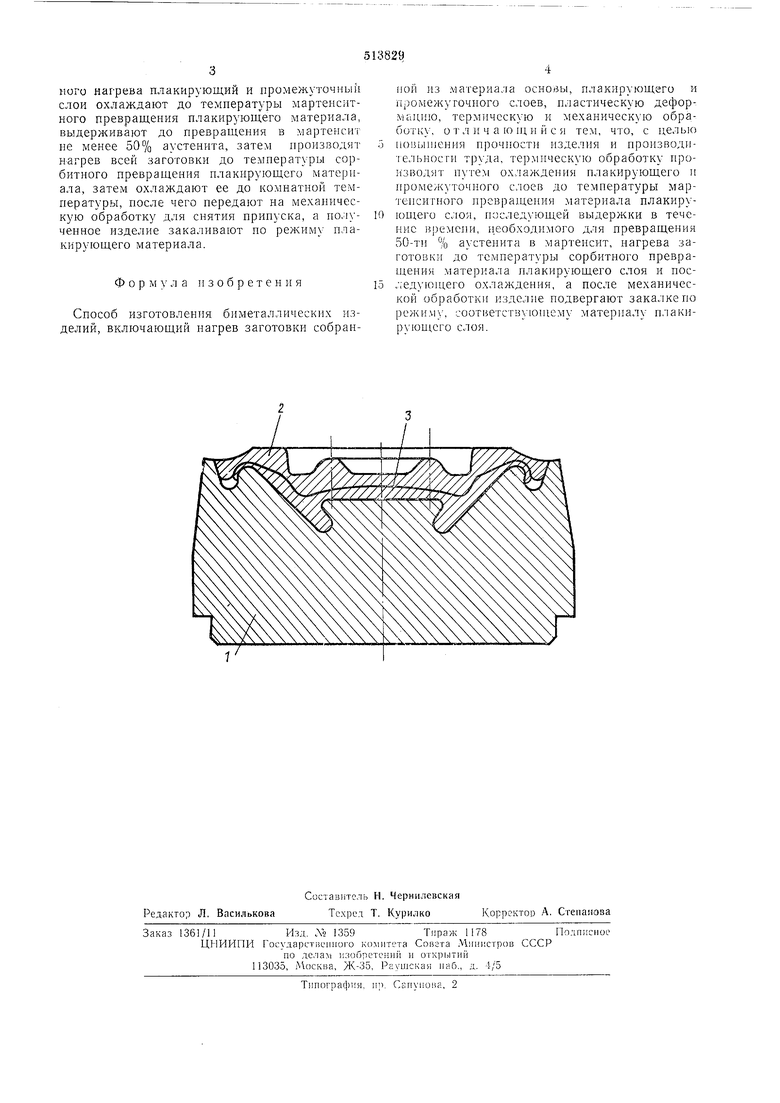
Изобретение относи гея к инструментально-штамповому производству, точнее к способам изготовления биметаллических изделий. Известен способ р зготовления биметаллических изделий, например штампового вкладыша для объемной горячей штамповки, включаюш,ий нагрев заготовки, собранной из Материала основы, плакирующего слоя и промежуточной прокладки, до температуры пласТической деформации плакирующего слоя, осадку, штамповку для сваривания частей заготовки, формообразование гравюры, закалку с температуры штамповки, отпуск в режиме, соответствующем марке стали основного металла, и механическую обработку для зачистки гравюры Недостатками известпого способа является низкая конструктивная прочность плакируюUero слоя биметаллических изделий сложной формы из высоколегированной стали вследствие возникновения больших растягиваюш,их напряжений в этом слое, не совпадающих с направлением волокон. Так как отпуск производится по режиму материала основы, то последующая механическая обработка для снятия припуска по гравюре довольно трудоемка в связи с ее высокой твердостью, требует значительных затрат времени, кроме того, происходит частое затупление обрабатывающего инструмента. По предлагаемому с,, особу для повышения прочности изделия и производительности труда термическую обработку производят путем охлаждения плакирующего и промел уточного слоев до температуры мартенситного превращения материала плакирующего слоя, выдерживают до превращения в мартенсит не менее 50-ти % аустенита, затем заготовку нагревают до тем11е)атуры сорбитного преврапления материала плакирующего слоя, ох.чаждают, а после 1еха 1 1ческой обрабо1ки изделие закаливают по режиму, соответствующему материалу плакирующего слоя. На чертеже приведена схема, поясняющая 1 - основа; 2 - предлагаемый способ, гд - нромеж точный плакирующий слой; 3 слой. Предлагаемый осуществляют слесборкой заготовкн дующим образом. б11металл1 ческого и.делия, например щтамдля горячей объемной нового вкладыша механически обработанштамповки. ОСНОВУ ную и закаленную на заданную твердость, подогревают до температуры мартенсптного превращения такирхющего материала, плакг рующий 2 п промежуточный 3 слои нагревают до температуры аустенизацш плакирующего материала, производят осадку н щтамповку для сваривания частей заготовки и формообразования с затеканием материала промежуточного слоя в замок, со щтамповочного нагрева плакирующий и промежуточный слои охлаждают до температуры мартенситного превращения плакирующего материала, выдерживают до превращения в мартенсит не менее 50% ауетенита, затем производят нагрев всей заготовки до температуры сорбитного превращения плакирующего материала, затем охлаждают ее до комнатиой температуры, после чего передают па механическую обработку для снятия припуска, а полученное изделие закаливают по режиму плакирующего материала.
Ф о р м л а изобретения
Способ изготовления биметаллических изделий, включающий нагрев заготовки собранной лз материала основы, плакирующего и промежугочиого слоев, пластическую деформацию, термическую и механическую обработку, о т л и ч а ю щ и и с я тем, что, с целью иоиыиаения нрочпости изделия и производительности труда, термическую обработку производят нутем охлаждения плакирующего и ироме/куточиого слоев до температуры мартенситного иревращеиия материала плакирующего слоя, последующей выдержки в течение времени, н.еобходимого для превращения 50-тн % аустеиита в мартенсит, пагрева заготовки до температуры сорбитпого превраиленин материала плакирующего слоя и пос,:; еду ющего охлаждения, а после механической обработки изделие подвергают закалке но режилгу, соот15етствуюн1ему материалу плакирующего слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления составных биметаллических изделий | 1977 |
|
SU716769A1 |
| Способ изготовления биметаллических изделий | 1976 |
|
SU697577A1 |
| Способ изготовления биметаллических изделий | 1976 |
|
SU564135A1 |
| Способ изготовления биметаллических изделий | 1976 |
|
SU567759A1 |
| Способ упрочнения изделий | 1975 |
|
SU532638A1 |
| Способ изготовления биметаллических изделий | 1976 |
|
SU647344A1 |
| Способ термомеханической обработки биметаллических поковок | 1976 |
|
SU583184A1 |
| Способ изготовления биметаллических изделий | 1975 |
|
SU569612A1 |
| Способ получения составных стальных поковок | 1977 |
|
SU659264A1 |
| Способ изготовления биметаллических изделий | 1976 |
|
SU597728A1 |
