При установлении размеров зубцов фрез зубцы приходится вычерчивать. Это отнимает много времени. Предлагаемый прибор, позволяющий путем соответствующей установки подвижных частей воспроизвести контур зубца фрезы и подобрать его размеры, дает возможность избегнуть больщой затраты времени.
В основу построения предлагаемого прибора Д.ЛЯ определения профиля зубцов фрез и разверток положено устройство известных чертежных приборов, состоящих из диска, несущего поворотный сектор с направляющими для поворотной линейки.
В настоящем приборе для возможности получения профиля зубцов фрез и разверток с разными углами передней заточки, сектор снабжен несколькими радиально сообщающимися прорезами, предназначенными для направления оси поворотной линейки.
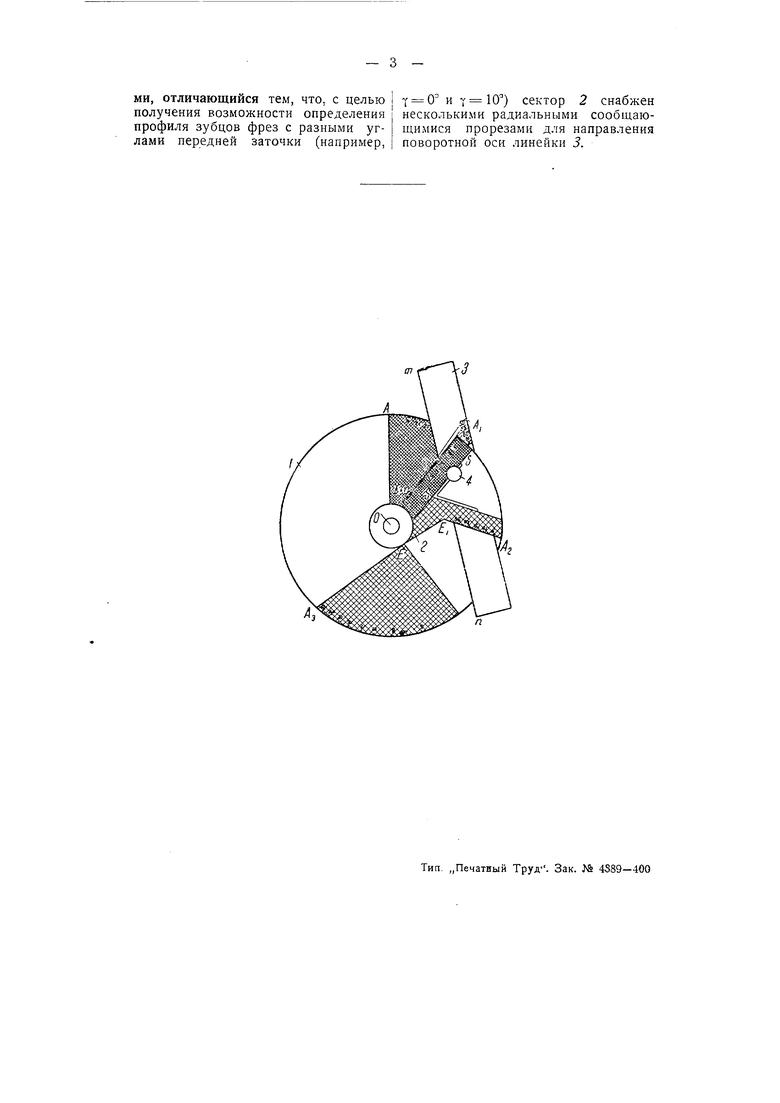
На чертеже дана схема предлагаемого прибора.
Прибор состоит из круга /, подвижного сектора 2 и подвижной линейки 3.
Прибор разделен на две части. Верхняя (по чертежу) часть предназначена для зубцов фрез и разверток, имеющих передний угол заточки 7 нижняя часть предназначена для зубцов с углом 7 10°. Могут быть выбраны, конечно, и другие значения угла.
Рассмотрим верхнюю часть прибора с передним углом заточки 7 0°, а затем укажем на особенности его нижней части.
На чертеже круг / представляет неподвижную часть прибора. Сектор 2 сидит на одной оси с кругом 7 и вращается вокруг точки 0. В линейке 3 закреплен щпенек 4, который вращается с линейкой вокруг своей оси, и с помощью которого линейка передвигается в прорези 5-5 сектора 2. Часть круга, расположенная вправо от радиуса ОА, закращивается в какой-нибудь цвет (например, красный). В тот же цвет закращивается и часть сектора, расположенная вправо от прямой ОЛ. От точки А по дуге круга откладываются дуги, соответствующие центральным углам зубцов ф, получающимся при различных числах зубцов.
, 360
zПрямая , расположенная на краю сектора, разбита на миллиметровые деления, начиная от точки Л,. На линейке 3 проведены несколько прямых таким образом, чтобы при совпадении края сектора с какой-нибудь из этих прямых угол, образованный краем тп линейки и краем сектора AiO, был бы равен значению, поставленному на линейке против этой прямой.
Прямые на линейке 3 проводятся с расчетом на получение между тп и углов, соответствующих всем возможным значениям угла с (угол - угол инструментальных угловых фрез). Пусть, например, требуется на приборе построить контур зубца фрезы при 7 - 0°, когда известны угол и число зубцов фрезы Z.
Установим сектор 2 так, чтобы точка А- находилась против соответствующего значения Z на дуге круга, и будем вращать линейку до тех, пор, пока с краем сектора не совпадет прямая, соответствующая заданному значению угла . После этого, сохраняя совпадение прямых, линейку следует двигать вверх или вниз до тех пор, пока край тп не подойдет к точке Л. После такой установки вся видимая, закрашенная красным цветом, часть будет представлять собой контур зуба фрезы. Край линейки тп следует немного не доводить до точки Л, оставляя небольшой участок дуги для ленточки зуба. Величину этого участка проще всего определять на глаз.
Нетрудно заметить, что на щкале прямой получилась в некотором масштабе глубина зубца. Если на щкале получилось п миллиметров и если диаметр круга 7 равен d, а диаметр фрезы D, то действительное значение глубины t зубца получится по формуле
t
или
где /С -отношение диаметра фрезь к диаметру круга, т. е.
с гНижняя часть шаблона устроена по тому же принципу, что и верхняя, с той только разницей, что край закрашенного (в другой цвет, например, зеленый) участка Af здесь направлен не по радиусу, а под углом у к радиусу. Закрашенный (зеленый) участок расположен противоположно верхнему закрашенному (красному) участку, что необходимо сделать для того, чтобы воспользоваться краем сектора Af-,. Край сектора .4 „Я в этом случае также имеет не ради альное направление, а составляет с радиусом угол у.
Здесь край сектора Af следует делить не на миллиметровые деления, а на несколько большие. Это приходится делать вследствие того, что глубина должна измеряться в радиальном направлении, не совпадающем, как мы видели, с направлением .
Величина делений х, найдется по формуле
к мм.
cos ч
При значении угла 7 ДО 15 величина X будет ничтожно мало отличаться от 1 мм.
Такой прибор является очень удобным при конструировании фрез и при проверке готовых конструкций; он позволяет весьма быстро подобрать величины элементов зубца, а если они уже подобраны, то позволяет по / D строить в некотором масштабе )
контур зуба, по которому опытный глаз может судить о правильности и целесообразности конструкции зуба. Прибор можно использовать и при конструировании так называемых „горбатых зубцов, спинка которых образована двумя плоскостями; для этого нужно провести прямую под углом, соответствующим углу наклона первого участка спинки зубца, и закрыть чем-нибудь закрашенную часть круга над проведенной прямой.
Предмет изобретения.
Прибор для определения профиля зубцов фрез и разверток, выполненный в виде диска, несущего поворотный сектор с направляющими для передвижной вдоль них поворотной линейки, причем как линейка, так и сектор и диск снабжены соответствующими линейными и дуговыми шкалами, отличающийся тем, что, с целью получения возможности определения профиля зубцов фрез с разными углами передней заточки (например,
-f 0 и ) сектор 2 снабжен несколькими радиальными сообщающимися прорезами для направления поворотной оси линейки 3.