1
Изобретение относится к автоматике и вычислит.ельной технике, в частности, к ycT-jройствам для программного эттравления сверлильными станками, например для сверления печатных плат.
Известны устройства для программного управления сверлильными станками, содер-: жащие блок управления и последовательно соединенные блок считывания, дешифратор, запоминающие регистры, преобразл;атеяи
кодов и блоки управления двухкоорцинатныгл шаговым приводом.
Цель изобретен.ия - повышение быстродей ствия. Достигается это благодаря тому, что в устройство введен счетчик циклов, выход которого подключен к входам преобразователей кодов и блока управления, выход которого подсоединен к входам запоминающих регистров, преобразователей кодов, блока считывания и счетчика циклов, а входы - к выходам преобразователей кодов и к входу счетчика циклов связанному с выходом дешифратора и к ходу устройства.
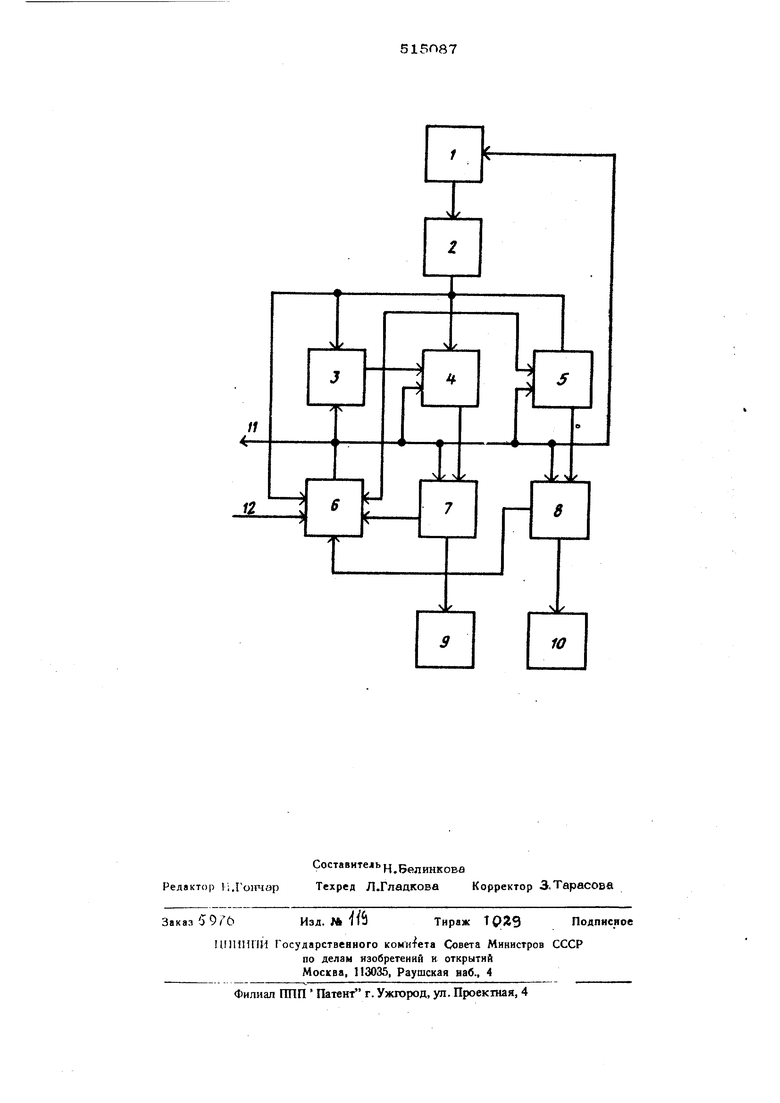
На чертеже представлена блок-схема предлагаемого устройства.
Устройство для программного управления станком содержит блок 1 считывания, дешифратор 2, счет ик 3 шпшовг запоминающие регистры 4 и 5, блок 6 управления, преобразователи 7 и, 8 кодов, схемы 9 « 10 управления двухкоординатным шаговым приводом, выход 11 устройства, с которого пбступает, на станок (на чертежэ не показан) сигнал разрешения сверления отверстия, и вход 12 устройства, на который поступа ет со станка сигнал окончания цикла сверления.
Устройство работает от программы, в ко торой закодировано перемещение рабочего фгана станка от точки к точке. Цикл сверления не программируется, а оаушествляется автоматически по окончании позиционировав ния. На обработку каждого отверстия имеетя свой кадр в программе, содержащий призаки координат, по которым необходимо осуществить перемещение рабочего органа станка, величину этого перемещения и признак конца калэра. Обработка группы отверстий, асположенных на одной прямой и на равном; асстоянии друг от друга, программируется IB одном кадр, содержащем признак цикла обработки, количество отверстий в группе, признак координат, по которым необходимо перемещать рабочий орган, величину этих пёремещений и признак конца кадра. В процессе считывания кадров с програм моносителя (на чертеже не показан) блоком 1 считьгоания коды расшифровываются в де- шифраторе 2, признак цикла обработки и приз нак. координат (поступают в.блок 6 управле-; ния, величина перемещения по координатам записывается в запоминающие регистры. 4 щ 5, а количество отверстий в группе - счет-1 чик 3 циклов. По признаку конца кадра из блока в управления приходит сигнал, разрешаюишй перепись содергкимого запоминающих регистров 4 и 5 L преобразователи 7 и 8 кодов соответственно. Одновременно на пре образователиJ7 и 8 поступает сигнал, раз решающий преобразование записанных чисе и выдачу управляющих сигналов на схемы. Э н Ю управления двухкоординатным шаго зым гфиводомо В момент появления сигна-| ло-в о конце преобразования обоих преобразователей 7 и 8 блок 6 управления даст сагнал с выхода 11 устройствао разрешении сверления, а- в счетчик 3 поступает единичный сигнал. После того как цикл сверления одного отверстия закончен, на вход 12 устройства поступает сигнал в блок 6 уйравления, по которо-. му разрешается перепись величи лы, nepeMeJ гаения чз запоминающих регистров 4 и. 5 f в преобразователи 7 и 8 кодов. Цикл обработки повторяется до тех пор/пока колиц честно единичных сигналов, поступающих с блоке G управления в счетчик 3 циклов, :,;ганет равным числу, записанному в этот счетчик с программоносителя.По этому сигналу равенства Стирается содержимое запоминающих регистров J, 4 и 5 и блок 6 управления выдает сигнал на блок 1 считы вания, разрещая считывание очередного / кадра программы.; Одиночные отверстия обрмбатьтаются таким же образом, только в этом случае), в кадре программь отсутствует признак цикла обработки группы отверстий, и блок ,6 управления после обработки отверстия рает содержимое запоминающих регисггров 4 и 5 к выдает сигнал на блок 1 считывания, разрешая считывание следующего кадра. Ф- ор м у л а и 3 о J6 р е т е н и я Устройство для программного управления станком, содержащее блок управления и последовательно соединенные блок считыюния, дешифратор, запоминающие регистры, преобразователи кодов, и схемы управ-, ления двухкоординатным шаговым приводом, отличающееся тем, что, с целью повышения быстродействия устройст-i ва, в него введер счетчик циклов/ выход ко- торого подключен к входам преобразователей кодов и блока управления, выход которого подсоединен к входам запоминающих регистров, преобразователей кодов, блока считывания и счетчика циклов, а вх.оды - к выходам преобразователей кодов и к входу счетчика циклов, связанному с выходом дешифра тора, и к входу устройства.;
г
н
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство стабилизации скорости резания для токарно-винтовых станков с числовым программным управлением | 1983 |
|
SU1180845A1 |
| Устройство для программного управления станком | 1985 |
|
SU1308986A1 |
| Система числового программного управления с постоянной скоростью резания для токарно-винторезных станков | 1981 |
|
SU978102A1 |
| ФОРМИРОВАТЕЛЬ ИЗОБРАЖЕНИЯ | 1993 |
|
RU2098865C1 |
| Устройство для контроля программ на координатографе | 1983 |
|
SU1149219A1 |
| Устройство для программного управления позиционного типа | 1983 |
|
SU1158976A1 |
| Аналитический стереофотограмметрический прибор | 1980 |
|
SU932232A1 |
| Устройство стабилизации скорости резания для токарных станков с ЧПУ | 1983 |
|
SU1136112A1 |
| Устройство для позиционного программного управления | 1982 |
|
SU1068895A1 |
| Устройство для контроля систем программного управления станком | 1988 |
|
SU1580320A1 |
1Z
/
5l N
5
(
ч /
