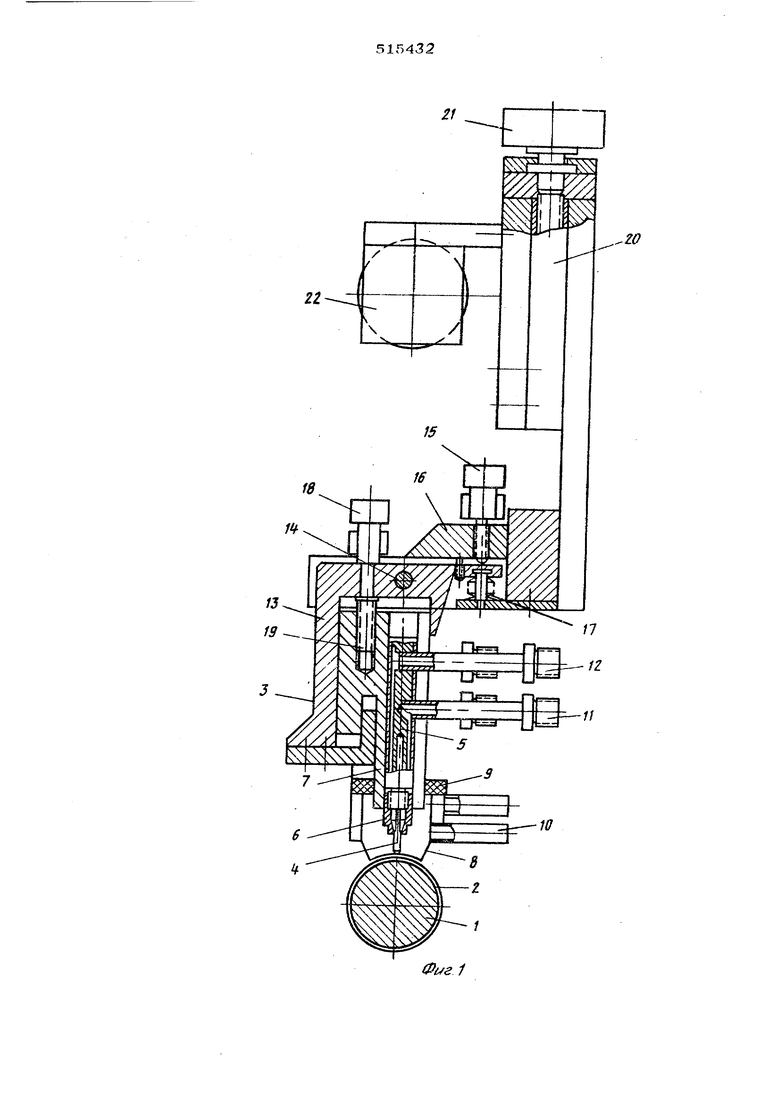
к Изобретение может быть использс)ваноП при сварке тонких металлических листов, например при с.чарке оболочки кабеля.. Известное устройство для дуговой сваркц несколькими электродами, в котором непла4 вяшиася электроды расположень в электрододержателях, не может быть испольвовано дли сварки тонк.их металлических листов, Перемещающихся с относительно высокой скоростью в процессе сварки, так как не(возмолшо регулировать положение электро- ,|дов в процессе .сварки в поперечном направ |лении относительно сварного щва. Предлагаемое устройство отличается от. известного тем, что каждый из держателей {электродов смонтирован в направляющих,; жестко связанных с подпружиненным, рыча гом, установленным на оси с возможцбе тью поворота при помощи винта, воздействую- : щего на один конец рычага, при этом винт проходит через кронщтей}, закрепленной в I других направляюи1их с возможностью повоjpOTa в поперечном нагфавлении относительно сварного шва., Это позволяет регулировать положение электродов относительно сварного шзв в поперечном направлении и, следовательно, повысить качество при сварке тонких листов, На фиг, 1 изоб1эажена трехэлектродная сварочная головка, разрез; на фиг. 2 - то же, обидай вид. Вокруг сердечника кабеля 1 с помощью специальных формующих органов накладывают стальную ленту 2, Затем соединение подводят к сварочному устройству 3, ср- стоящему из трех последовательно расположечных электродов 4, которые снизу вводят в зажимную цангу 5 и зажимаются болтовым соединением 6. Зажимную цангу укрепят на замазке в дерх ателе 7 электродов, изготовленном из керамики с высоким коэффициентом теплопроводности. Электроды 4 находятся рнутри защктHoro кожуха 8, опускающегося вниз. Сбоку защитного кожуха, имеющего уплотнеHne 9, предусмотрен присоединительный щтуцер 1О для подвода защитного газа.
Цанга 5 рлектрячрскя соединена со штуцерами 11 и 12, которые служет дли па.чачи и отвода воды. Кроме того, штуцер 12 используют для подвода высокочастотно го тока в начале сварки дли эвжигания сва- 5 рочной дуги.
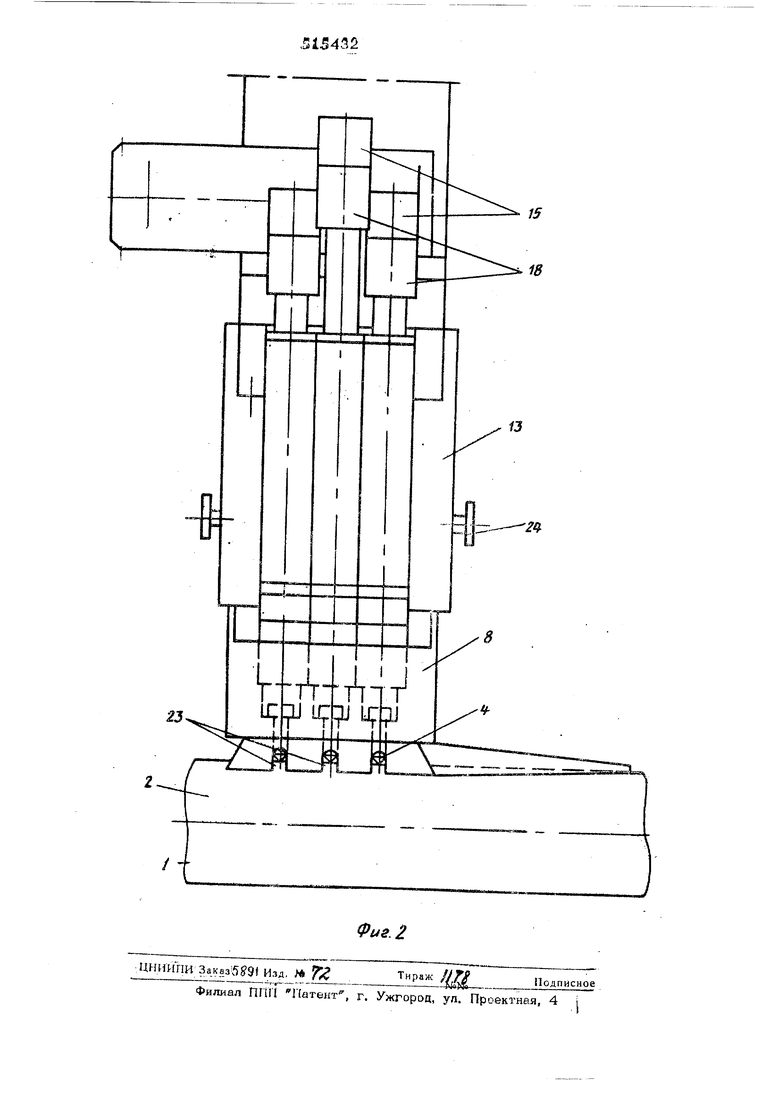
Для вертикального и гориалнтальиого перемещений отдельных злектрфов 4 каждый держатель 7 электродов размещен в повороф; ном рычаге 13.с всью поворота 14. Для (Ш. перемещения электрода рлужит винт 15, проХ Ходящий через кpoнштeйi 16 и взаимодей- : ствующий с концом рычага 13, подпружинен- ного пружиной 17./
. Для перемещения электродов 4 в вертйв 15 ькальном напрайленйи служат в.инты 18, KO-I торые через установочные винты 19 связа-: ны с держателем 7 влектродов. j
Кроме того, электрода одновре-; -менно могут перемещаться в вертикальном 1 зо и горизонтальном направлениях. Для этого , кронштейн 16 вместе с рычагом 13 закрепЛИН на направляющей детали 20, которая у при вводе в действие болтj| с накатной го- ловкой 21 перемещаетсягг ртикально, временно все ус5тройство 1Ножет быть повер-1
.нуто в поперечном направлении к сварному шву через o6iityro точку поворота 22.
Возможность поворота всего устройства нужна для зачистки и смены электродов.
Защитный кожух 8 имеет смотровые 23. Крепление зашиткого кожуха к , ротным рычагам отдельных электродов осушествляют с помощью винтов с накатной головкой 24.
Формула изобретения
Устройство для дуговой сварки, содерЖй щее сварочную головку с держателями и с закрепленными в них неплавящимися элект: родами, о т п н ч а ю ра е е с я тем; 4TJ, с целью повышения качества при сварке тонких листов, каждый из держателей эле сТро:дов смонтирован в направляющих, жестко : связанных с подпружиненным рычагом, ус: тановленным на оси с возможностью пово рота при помощи винта, воздействующего на один конец рычага, при этом винт проходит через кронщтейн, закрепленный в дру;гих наЬравляющих с возможностью поворота: I в поперечном направлении относительно ;сварного щва.
-ZO
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки | 1980 |
|
SU1011349A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТОНКИХ ЛИСТОВ | 1995 |
|
RU2131797C1 |
| Способ изготовления двухслойных, изогнутых в форме дуги сварных решетчатых каркасов и установка для его осуществления | 1990 |
|
SU1804363A3 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Горелка для дуговой сварки неплавящимся электродом | 1989 |
|
SU1773630A1 |
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1994 |
|
RU2070490C1 |
| Устройство для автоматической сварки в среде защитных газов | 1977 |
|
SU737152A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1970 |
|
SU259297A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1990 |
|
SU1798078A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1985 |
|
SU1286369A1 |