том и электродом 4 поднимается до упора захвата в гайку 19. Дальнейшее движение цангодержателя 5 прекращается, так как
Изобретение относится к электродуговой сварке неплавящимся электродом в среде защитных газов и может быть использовано в сварочных аппаратах для аргонодуговой сварки короткими швами или аргонодуговой точечной сварки вольфрамовым электродом.
Цель изобретения - повышение производительности и качества сварки.
На чертеже показана предлагаемая горелка, общий вид.
Горелка содержит опорное сопло 1, выполненное с рубашкой 2 охлаждения. В горелку входит цанга 3 для закрепления неплавящегося электрода 4. Цанга 3 установлена в цангодержателе 5. На цанго- держателе 5 установлен шариковый захват, состоящий из корпуса 6, сепаратор 7, зажимных шариков 8, пружины 9 и регулировочного винта 10. На рубашке 2 охлаждения неподвижно закреплен стакан 11 с регулировочной гайкой 12. Цангодержатель 5 подпружинен возвратной пружиной 13 и снабжен зажимной гайкой 14. Цангодержатель 5 выполнен с рубашкой охлаждения, которая соединена со штуцером 15 подачи воды.
Цангодержатель 5 через рычаг 16 связан с якорем 17 электромагнита 18 контактного возбуждения дуги. В горелку входит штуцер 19 для подачи защитного газа и токо- подвод 20. Рубашка 2 охлаждения опорного сопла 1 соединена со штуцером 21 подвода воды. Захват снабжен рычагом 22, конец которого выходит из прорези, выполненной в стакане 11.
Опорное сопло может быть оснащено датчиком установки горелки на изделие, который дает сигнал на включение магнита. Охлаждающая рубашка имеет электрическую связь со стаканом. Захват прижат к гайке стакана воздействием возвратной пружины через Цангодержатель. Пружина захвата воздействует на сепаратор и поджимает щарики к корпусу захвата и цанго- держателю. Выход охлаждающей воды осуществляется через дополнительные штуцеры.
Перед выполнением сварочного цикла после установки цангодержателя 5 в захват необходимо без включения источника питания поставить горелку на изделие, опустить рычаг 22 (при этом захват опускается, шарики 8 расклиниваются) и опустить цан- годержатель 5 до касания -с изделием, после чего отпустить рычаг 22. Под дейэтому мешает сам захват. Пружина 9 через сепаратор 7 заклинивает шарики 8 в корпусе 6. 1 з.п; ф-лы, ,1 ил.
ствием возвратной пружины 13 Цангодержатель 3 вместе с захватом поднимается до упора захвата в гайку 12 регулировки длины дуги. Горелка готова к выполнению
сварочного цикла.
При подаче на электромагнит 18 напряжения холостого хода источника питания якорь 17 электромагнита через рычаг 16 давит на гайку 14. Цангодержатель 5 вместе с захватом и электродом 4 опускается, сжимает возвратную пружину 13. Захват свободно опускается до упора в стакан 11, а Цангодержатель 5 с электролчом 4 продолжает перемещение до касания электрода 4 с изделием. После опускания электрода
4 на изделие напряжение и ток на электромагните 18 снижаются до нуля и цанго- держатель 5 вместе с захватом и электродом 4 поднимается до упора захвата в гайку 12. Дальнейшее движение цангодержателя 5 прекращается, так как этому мешает сам
0 захват, пружина 9 через сепаратор 7 заклинивает шарики 8 в корпусе 6.
Таким образом, ход захвата от нижнего упора до верхнего определяет установленную гайкой 12 длину дуги. В процессе
5 сварки электрод укорачивается за счет оплавления и увеличивается длина дуги, что компенсируется дополнительным ходом цангодержателя 5 вместе с электродом 4 вниз относительно захвата после касания последним нижнего упора (стакана 11) в процес0 се возбуждения.дуги. Следовательно, требуемая длина дуги устанавливается автоматически в начале сварочного цикла, что позволяет обеспечить высокую повторяемость параметров сварочного цикла и стабильность качества сварки.
5 Устройство не требует каких-либо переделок в электрической схеме сварочного аппарата и обеспечивает высокую надежность работы. При установке длины дуги не требуется применение специальных шаблонов, а также значительно сокращается время замены цангодержателя и электродов.
Рычаг 22 необходим при наладке устройства и смене электрода. При нажатии на рычаг 22 и опускании его расклиниваются шарики 8 захвата и Цангодержатель 5 ос5 вобождается. Принцип действия захвата заключается в том,-что посредством заклинивания шариков 8 между корпусом 6 захвата и корпусом цангодержателя 5 сепаратор 7 захвата и пружина 9 удерживают цанго- держатель 5 от перемещения вверх итноси0
тельно захвата. Рычаг 22 облегчает смену электрода.
Предложенная конструкция горелки позволяет автоматически устанавливать требуемую длину дуги и поддерживать ее в процессе работы горелки.
Формула изобретения
1. Горелка для дуговой сварки неплавящимся электродом, .содержащая электромагнит контактного возбуждения дуги, связанный с электрододержателем, под
пружиненным возвратной пружиной, а также опорное сопло с рубашкой охлаждения, отличающаяся тем, что, с целью повыще- ния производительности и качества сварки, она снабжена шариковым захватом, установленным на электрододержателе, и установленным на рубашке охлаждения стаканом с регулировочной гайкой, а электродо- держатель расположен внутри стакана. 2. Горелка по п. 1, отличающаяся тем, что на захвате закреплен рычаг, а стакан выполнен с прорезью, в которой расположен выступающий конец рычага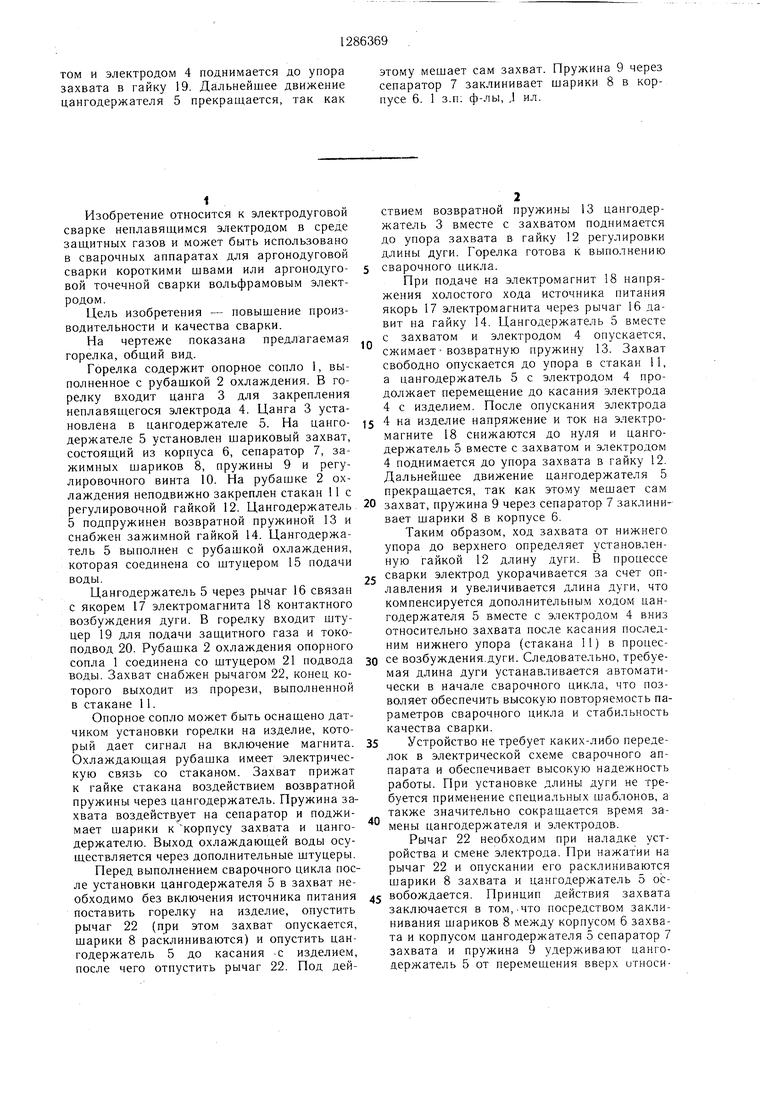

| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки неплавящимся электродом | 1990 |
|
SU1798078A1 |
| Механизм подачи сварочной проволоки | 1989 |
|
SU1764883A1 |
| Горелка для плазменной обработки | 1982 |
|
SU1075532A1 |
| Двухэлектродная горелка | 1986 |
|
SU1479226A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2002 |
|
RU2280545C2 |
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2573720C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТОНКИХ ЛИСТОВ | 1995 |
|
RU2131797C1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1983 |
|
SU1143546A1 |
| Устройство для контактного возбуждения дуги | 1986 |
|
SU1324790A1 |
| Устройство для перемещения сварочного электрода | 1980 |
|
SU882717A1 |
Изобретение относится к электродуговой сварке неплавящимся электродом в среде защитных газов и может быть использовано в сварочных аппаратах для аргонодуговой сварки короткими швами или для аргонодуговой точечной сварки. Цель изобретения - повышение производительности и качества сварки. При подаче на электромагнит 18 напряжения холостого хода источника питания якорь 17 электромагнита через рычаг 16 давит на гайку 14. Цанго- держатель 5 вместе с захватом и электродом 4 опускается и сжимает возвратную пружину 13. Захват свободно опускается до упора в стакан II, а цангодержатель 5 с электродом 4 продолжает перемещение до касания электрода 4 с изделием. После опускания электрода 4 на изделие напряжение и ток в электромагните 18 снижаются до нуля, а цангодержатель 5 вместе с захваSoffa raj а (Л 1чЭ 00 Oti ОО О5 со
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
