Изобретение относится к электродуговой сварке неплавящимся электродом в защитных газах и может быть использовано при создании сварочных установок для аргонодуговой сварки короткими швами или для аргонодуговой точечной сварки.
Целью изобретения является повышение удобства обслуживания горелки.
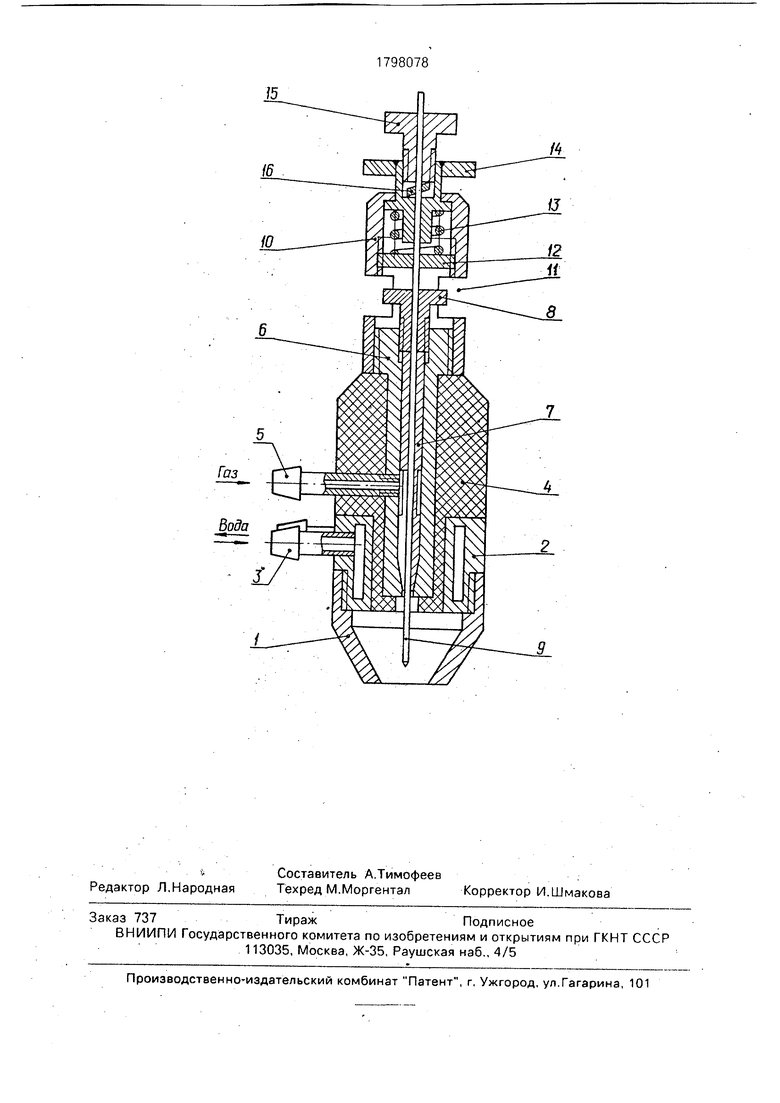
На чертеже представлен продольный разрез горелки,
Горелка содержит опорное сопло 1, навинченное на рубашку охлаждения 2 со штуцером 3 для подвода воды. В изоляторе 4, установленном на рубашке охлаждения, с помощью газового штуцера 5 неподвижно закреплен цангодержатель 6. Цанга 7 зажата в цангодержателе 6 с помощью зажимного винта 8 и фиксирует неплавящийся
электрод 9 в рабочем положении, Стакан 10, установленный на цангодержателе, имеет боковые прорези 11 в стенке для доступа к головке зажимного винта 8. Прорези расположены диаметрально противоположно. В .стакан 10 глубже прорезей и ближе к его дну ввинчен регулируемый упор 12, на который опирается возвратная пружина .13, поджимающая ко дну стакана шайбовый захват. Захват состоит из паяной втулки 14, винта 15 и шайбы 16. Шайба имеет форму наклонного цилиндра с параллельными основаниями, ось отверстия, в шайбе параллельна образующей цилиндра. Размер отверстия обеспечивает зажатие электрода перекашиванием шайбы при поджатии ее винтом,
Предлагаемое устройство работает следующим образом.
J
ю
00
о XJ
00
Перед выполнением сварочного цикла устанавливают необходимый вылет неплавящегося электрода. Для этого с помощью винтов 8 и 15 разжимают цангу 7 и шайбовый захват, после чего электрод 9 свободно опускается до упора в изделие. Затем перемещают шайбовый захват вниз до контакта втулки 14 с регулируемым упором 12, сжимая при этом возвратную пружину 13, В этом положении захвата винтом 15 зажимают шайбу 16 во втулке 14, заклинивая электрод в захвате. Пружина 13 возвращает захват с электродом до упора захвата в дно стакана 10. Электрод по отношению к изделию устанавливается на высоту, равную величине перемещения захвата и регулируемую упором 12.
В дальнейшем вылет электрода в начале каждого цикла сварки не устанавливают, а производят эту операцию лишь по мере износа электрода и при его замене.
После установки длины дуги в горелку подают защитный газ и охлаждающую жидкость. Защитный газ через штуцер 5 попадает в ПОРЛОСТЬ, образованную поверхностями цанги и цан годе ржа те л я 6, и далее через пазы разрезной цанги проходит в опорное сопло 1. После стабилизации расхода защитного газа между электродом и изделием возбуждают малоамперную дежурную дугу, затем включают рабочий ток и выполняют сварку.
В процессе работы горелки между циклами сварки длину дугового промежутка контролируют опусканием захвата с электродом до касания захватом регулируемого упора 12. При этом электрод концом должен касаться изделия.
В сравнении с прототипом применение заявляемого изобретения позволяет повысить удобство обслуживания горелки за счет упрощения операций и установки длины дугового промежутка и сведения к минимуму времени на замену неплавящегося электрода без разборки горелки.
Эксплуатационные испытания горелки диаметром 20 мм и длиной 140 мм с неплэ- вящимся электродом диаметром 1,5 мм показали, что горелка удобна в обслуживании
и обеспечивает высокое качество точечных нахлесточных сварных соединений из сталей ЭП679 и Х18Н10Т толщиной 0,6+0,3 мм. При требуемой длине дугового промежутка 1,5iO,3 мм отклонение электрода при установкё длины дуги составляет не более Ј0,1 мм.
Формула изобретения Горелка для дуговой сварки неплавящимся электродом, содержащая опорное
сопло, закрепленное на изоляторе, цангу для закрепления электрода, закрепленную в цангодержателе зажимным винтом, регулируемый упор, возвратную пружину и стакан, отличающаяся тем, что, с целью
повышения удобства обслуживания горелки, она снабжена шайбовым захватом электрода, стакан выполнен с прорезями в стенке, расположенными диаметрально противоположно, и закреплен на цангодержателе, а его дно обращено в сторону, противоположную рабочему торцу, цангодержатель установлен в изоляторе неподвижно, зажимной винт цангодержателя размещен в полости стакана, а его головка
размещена напротив прорезей, регулируемый упор установлен на резьбе в полости стакана у его дна, шайбовый захват установлен в полости стакана со стороны его дна, а возвратная пружина размещена между регулируемым упором 6 шайбовым захватом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки неплавящимся электродом | 1985 |
|
SU1286369A1 |
| Двухэлектродная горелка | 1986 |
|
SU1479226A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2002 |
|
RU2280545C2 |
| Горелка для плазменной обработки | 1982 |
|
SU1075532A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТОНКИХ ЛИСТОВ | 1995 |
|
RU2131797C1 |
| ГОРЕЛКА ВОДООХЛАЖДАЕМАЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2484933C1 |
| Горелка для сварки в среде защитных газов | 1984 |
|
SU1224119A1 |
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2573720C2 |
| МАЛОГАБАРИТНАЯ ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2003 |
|
RU2242343C1 |
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1994 |
|
RU2070490C1 |
Использование: сварочные установки для аргонодуговой сварки короткими швами или аргонодуговой точечной сварки. Сущность изобретения: горелка содержит опорное сопло, закрепленное через рубашку охлаждения на изоляторе, цангу, закрепленную в цангодержателе винтом.. Размер дугового промежутка определяется ходов шайбового захвата и регулируется упором. Захват подпружинен ко дну стакана, установленного на неподвижном цангодержэте- ле. Боковые прорези в стакане позволяют с помощью зажимного винта фиксировать неплавящийся электрод в цанге. Конструкция горелки повышает удобство ее обслужива-- ния за счет упрощения операций контроля и установки длины дугового промежутка и ми-. Нимэльных затрат времени на замену неплавящегося электрода без разборки горелки. 1 ил.
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1987 |
|
SU1484529A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1985 |
|
SU1286369A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для закрепления неплавящегося электрода | 1988 |
|
SU1609573A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для электродуговой сварки неплавящимся электродом в защитных газах | 1975 |
|
SU551137A1 |
| кл | |||
| Приспособление для подъема рамы бороны | 1923 |
|
SU823A1 |
