Устройство предназначено для сварки в среде защитных газов неплавящимся вольфрамовым электродом внутренних поворотных стыков в труднодоступных местах различных емкостей, например шаровых баллонов, имеющих небольщой размер отверстий в штуцерах.
Известны устройства для сварки в среде защитных газов стыков, расположенных в труднодоступных местах, содержащие сварочную головку, соединенную щарнирно с рукояткой или щтангой. Такие устройства, однако, не могут быть использованы для выполнения внутренних щвов тех изделий, у которых доступ к сварному щву возможен лищь через небольщое отверстие, имеющееся в щтуцере.
Рещение этой задачи является целью данного изобретения.
Предложенное устройство состоит из двух частей - сварочной горелки с неплавящимся вольфрамовым электродом и полой щтанги, снабженной механизмами управления горелкой, соединенных дистанционно управляемым щарниром. Такое выполнение устройства позволит ввести сварочную головку в труднодоступное место, например внутрь щарового баллона через один из его щтуцеров, установить горелку перпендикулярно плоскости свариваемого стыка и выполнить сварку корневого экваториального щва, корректируя его поло ение вольфрамового электрода и длиной
дуги в процессе сварки с помощью механизмов дистанционного управления.
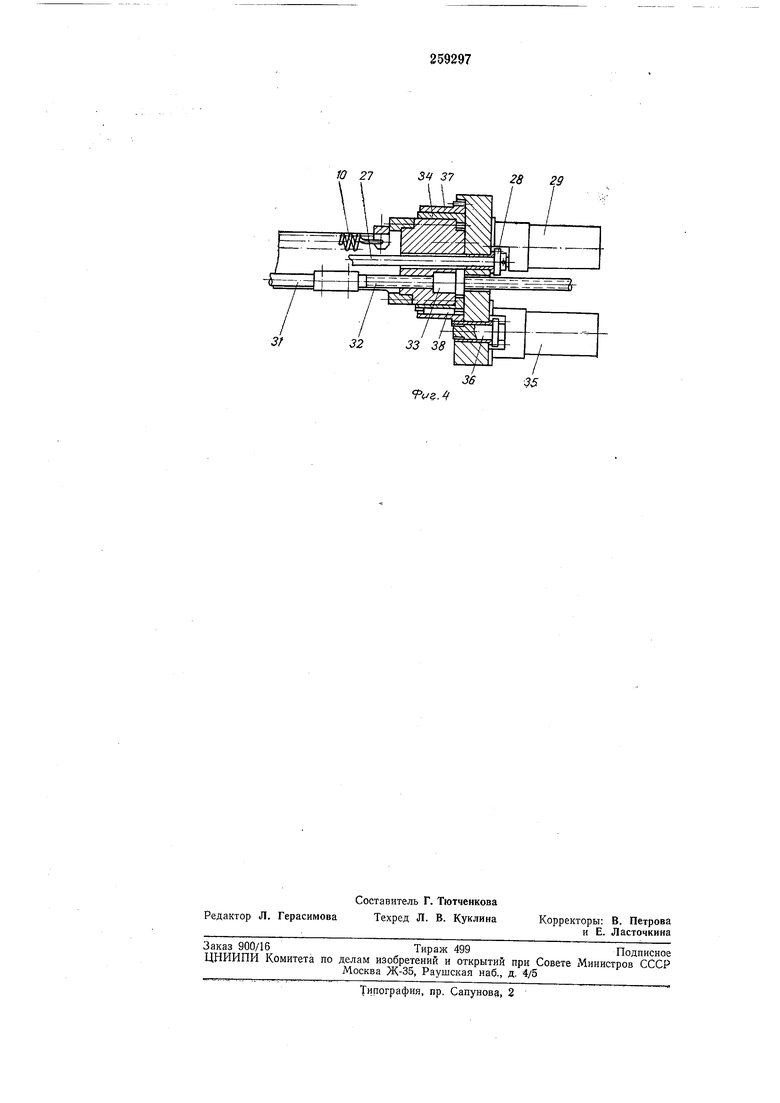
На фиг. 1 дан схематически общ.ий вид устройства; на фиг. 2 - горелка с неплавящимся вольфрамовым электродом для сварки в среде защитных газов; на фиг. 3 - щарнирное соединение сварочной горелки с полой щтангой; на фиг. 4 - механизмы дистанциоиного управления сварочной горелкой.
Устройство состоит из двух частей - подвилчиой горелки / и иеподвижиой 2 полой щтаиги круглого сечения диаметром 40 мм, соединенных между собой дистанционно уп.равляемым щарниром 3 и рычагом 4.
На конце подвижной горелки закреплен неплавящийся электрод 5 для сварки в среде защитных газов.
На конце полой щтанги расположены механизмы 6 для дистанционного управления положением горелки относительно стыков и регулировки длины дуги во время сварки внутри изделия; фланец 7 для крепления сварочной головки на стойке вращателя, в котором производится сварка.
Кроме того, па подвижпой горелке имеется кронштейн 8, который с помощью троса 9 и пружины 10 соединен с неподвижной штангой. Система обеспечивает выборку всех люфтов Горелка имеет водоохлал даемый корлус //, керамическое сопло 12, две круглые направляющие 13, которые служат одновременно как для перемещения горелки при регулировании длины дуги в процессе сварки и при настройке, так и для подвода воды, необходимой для охлаждения корпуса горелки. Круглые направляющие перемещаются в колодке 14, изготовленной из изоляционного материала и закрепленной на конце подвижной части сварочной головки. Гайка 15, жестко скрепленная с круглыми направляющими 13, связана с ходовым винтом 16, который через муфту 17, изготовленную из изоляционного материала, соединен с валом 18, укрепленным в подшипнике горелки. Таким образом, горелка электрически изолирована от подвижной части. Подвод к горелке сварочного тока и тока высокой частоты для зажигания дуги осуществляется по медному кабелю 19, заключенному в резиновую трубку 20, по которой подается вода, как для охлаждения кабеля, так и корпуса горелки. Подвод защитного газа к горелке и отвод воды осуществляются с помощью медных трубок 21, закрепленных на неиодвижной и подвижной частях головки и резиновых переходников 22. На конце вала 18 закреплена коническая щестерня 23, которая черз паразитную коническую шестерню 24, насаженную на ось 25 дистанционно управляемого шарнира, связана р конической шестерней 26, укрепленной на валу 27. Благодаря наличию паразитной щестерни 24 передача вращения от вала 27 к валу 18 может осуществляться при любом угле поворота подвижной части сварочной головки относительно неподвижной. Вал 27, проходящий внутри неподвижной головки, при помощи щестерни 28 (фиг. 4) связан с приводом 29. Рычаг 4 одним концом щарнирно связан с горелкой, а другим при помощи ползуна 30, перемещающегося в продольном пазу неподвижной части, - с тягой 31. Другой конец тяги 31 связан с ходовым винтом 32. Маточная гайка 33, связанная с ходовым винтом, выполнена в виде шестерни, вращение которой осуществляется через шестерню 34 с внутренним зацеплением. на шестерню 34 передается от привода 55 через щестерни 36 и 57. Шестерня 37, выполненная в виде кольца и связанная с шестерней 34 через скользящую щпонку 38, может за счет осевого смещения выходить из зацепления с шестерней 36. Подготовленное к сварке внутреннего кольцевого щва изделие устанавливается на вращатель. Сварочное устройство вводится во внутреннюю полость изделия через отверстие штуцера в таком положении, когда ось ее подвижной части составляет с осью неподвижной части угол 180°, т. е. одну прямую линию. После этого полая штанга с помощью фланца 7 фиксируется на стойке вращателя, в котором производится сварка. Для того чтобы установить горелку с вольфрамовым электродом в положение для сварки, т. е. перпендикулярно плоскости свариваемого стыка, она должна повернуться на шарнире 3 на угол 90°. Вращением вручную шестерни 57, предварительно выведенной осевым смещением из зацепления с шестерней 36, создается поступательное движение ходового винта 32. Ползун 30, соединенный через тягу 31 с ходовым винтом, перемещаясь в пазу подвижной части, тянет за собой рычаг 4, который и осуид,ествляет поворот подвижной части головки относительно неподвижной благодаря их шарнирному соединению. С помощью этого же механизма производится корректировка положения конца вольфрамового электрода по отношению к стыку свариваемых кромок в процессе сварки за счет незначительного изменения угла между осями подвижной и неподвижной частей. В этом случае управление производится дистанционно при помощи привода 55, для чего шестерня 57 должна быть предварительно соединена с тягой 31. Контроль за положением конца вольфрамового электрода по отношению к стыку свариваемых кромок осуществляется при помощи специального оптического устройства, которое вводится во внутреннюю полость шарового баллона через отверстие второго штуцера. Установка длины дуги перед сваркой и регулировка ее в процессе сварки осуществляются дистанционно с помощью привода 29. Вращение от привода передается через шестерню 28, вал 27, конические шестерни 26 и 28, связанные между собой паразитной шестерней 24, на ходовой винт, перемещающий горелку и тем самым изменяющий величину длины дуги. Контроль за длиной дуги в процессе сварки может осуществляться оператором визуально по электроизмерительным приборам по напряжению на дуге либо автоматически с помощью электронной следящей системы. Предмет изобретения Устройство для сварки в среде защитных газов, содержащее головку с неплавящимся вольфрамовым электродом, шарнирио соединенную с полой штангой, отличающееся тем, что, с целью облегчения сварки в труднодоступных местах и повышения производительности, штанга снабжена механизмом управления шарниром, выполненным в виде размещенного в ней приводного ходового винта, на котором смонтирован ползун, шарнирно связанный с рычагом, другой конец которого также шарнирно связан с горелкой, и механизмом
:е:ремещвния горелки вдоль оси электрода, выюлненным в виде проходящего внутри горел;и второго ходового винта, кинематически свяfuz.l
занного с самостоятельным приводом, при этом гайка второго ходового винта жестко соединена с горелкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СВАРКИ в СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1972 |
|
SU349543A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| Устройство для сварки неповоротных стыков труб | 1987 |
|
SU1505728A1 |
| Устройство для сварки | 1985 |
|
SU1279782A1 |
| 13 СЕРО ЮЗЫ Л ЯПА ^-i-TaYJ-rt ТГ av Cf; тггг ^- f.-: -, «i Hlt.StTi=0-i;.A.r:r,i.. ПЛН; | 1973 |
|
SU385703A1 |
| Устройство для дуговой автоматическойСВАРКи C КОлЕбАНияМи элЕКТРОдА | 1979 |
|
SU846191A1 |
| Устройство для автоматической сварки в среде защитных газов | 1977 |
|
SU737152A1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| СТАНОК-АВТОМАТ ДЛЯ НАПЛАВКИ ПОЯСКОВ ПА ТРУБНЫЕЗАГОТОВКИ | 1968 |
|
SU231687A1 |
| УСТРОЙСТВО для ЭЛЕКТРОДУГОВОЙ ПРИВАРКИ ШТУЦЕРОВ | 1970 |
|
SU271692A1 |

.2J
25 2 26
.3
Ю 273 37
.
3f
28 29
