Изобретение относится к устройству для сварки тонких листов, перемещаемых под неподвижной водоохлаждающей сварочной головкой, в частности для сварки кромок, проходящих в продольном направлении металлической ленты, формуемой в трубку в среде защитного газа, с помощью одного или нескольких плавящихся электродов, расположенных в сварочной головке, в которой каждый электрод закреплен посредством электродной цанги в корпусе горелки, а электродная цанга удерживается посредством держателя цанги в корпусе горелки.
Устройство такого типа известно из DE-A-2256851. Известное устройство для сварки тонких листов в среде защитных газов, в частности для сварки перемещаемых в продольном направлении кромок трубки, сформированной из металлической ленты, содержит водоохлаждаемую сварочную горелку, неплавящийся электрод, закрепленный посредством цанги, установленной в центральном отверстии цангодержателя. Последний размещен в корпусе горелки.
Трубка с подлежащими сварке кромками направляется вдоль головки горелки, и между каждым электродом и трубкой возникает электродуга. Завеса из защитного газа окружает электродугу и зону сварки. При использовании электродов рабочий процесс должен прерываться. Головка горелки выводится из зоны сварки, и после разъединения электродных цанг с помощью электродных винтов электроды могут вытягиваться вниз из электродных цанг и заменяться новыми электродами. В особенности, если применяется устройство для сварки кромок металлической трубки в сочетании с устройством для изготовления трубок из искусственного материала, т.е. на установке для изготовления трубок из металла с искусственным материалом замена электродов должна осуществляться в кратчайший срок.
Поэтому в основу данного изобретения положена задача усовершенствовать известное устройство для сварки металлических трубок таким образом, чтобы, во-первых, можно было как можно быстрее заменить электроды, выполненные, как правило, из вольфрама, а во-вторых, исключить поворот всей сварочной головки при смене электрода.
Согласно изобретению, эта задача решается тем, что устройство для сварки тонких листов в среде защитных газов, в частности для сварки перемещаемых в продольном направлении кромок трубки, сформированной из металлической ленты, содержащее водоохлаждаемую сварочную горелку, неплавящийся электрод, закрепленный посредством цанги, установленной в центральном отверстии цангодержателя, размещенного в корпусе горелки, согласно изобретению снабжено трубчатым зажимным сердечником с прорезями на обращенном к сварочному шву конце, в котором закреплен электрод, при этом сердечник установлен в отверстии цангодержателя, которое выполнено сквозным.
С помощью признаков согласно изобретению можно без поворота сварочной горелки после разжатия электродной цанги вытащить электрод вверх.
Непосредственно после удаления использованного или поврежденного электрода в зажимной сердечник вставляется новый электрод, регулируется на заданное расстояние от трубки и вводится вместе с зажимным сердечником в сварочную горелку и фиксируется в электродной цанге.
Целесообразно зажимной сердечник установить в цангодержателе с зазором для подачи защитного газа, при этом на конце, противоположном сварочному шву, в зазоре размещено кольцевое уплотнение. Благодаря такому конструктивному выполнению газ, подаваемый в кольцевой зазор между цангодержателем и зажимным сердечником, не может поступать вверх.
Согласно усовершенствованию изобретения предусмотрено, что на конце зажимного сердечника, противоположном сварочному шву, расположена ручка. Эта ручка облегчает извлечение и установку зажимного сердечника.
наряду с вышеупомянутыми преимуществами, имеется еще значительное преимущество, заключающееся в том, что может быть вытащен еще горячий электрод и сразу же может быть вставлен второй зажимной сердечник, оснащенный электродом.
В то время, как смена и установка электродов в известную горелку может продолжаться до 30 секунд, здесь затраты времени могут снизиться до 10 секунд.
Ниже изобретение поясняется более подробно на основе примеров выполнения, схематически показанных на чертеже.
На чертеже сварочная горелка, согласно изобретению, показана в разрезе.
Горелка состоит из корпуса 1, который образован концентрически расположенными внутренним корпусом 1a, защитной трубкой 1b, а также защитной оболочкой 1c. Между защитной трубкой 1b и защитной оболочкой 1c остается не обозначенный на чертеже кольцевой зазор, в который подается через шланг 2 охлаждающая вода.
В полости корпуса 1 горелки находится держатель 3 цанги, к которому подводится ток через подвод 4 и на нижнем конце которого закреплена электродная цанга 5. Держатель 3 цанги выполнен по всей своей длине в виде трубки и имеет на своем верхнем конце поворачивающуюся кнопку 6. При повороте кнопки 6 держатель 3 цанги и в месте с ним электродная цанга 5 смещаются в продольном направлении корпуса 1 горелки.
В полости держателя 3 цанги трубчатый зажимной сердечник 7 с образованием кольцевого зазора 8, который на своем верхнем конце имеет ручку 9. На нижнем конце зажимной сердечник 7 снабжен прорезями и с зажимом охватывает электрод 10, обычно вольфрамовый. В кольцевой зазор 8 через трубопровод 11 подводится защитный газ, например аргон, который выходит на нижнем конце сварочной горелки, между электродом 10 и соплом 12 для защитного газа, и создает завесу из защитного газа над сварочным швом.
Кольцевой зазор 8 уплотнен на верхнем конце двумя кольцевыми уплотнениями 13 и 14 для предотвращения выходы защитного газа вверх.
Во время работы горелки электродная цанга 5 тесно прилегает к скосу на нижнем конце внутреннего корпуса 1a и, тем самым, плотно зажимает электрод 10. Если требуется смена электрода, электродная цанга 5 раскрывается поворотом кнопки 6. Электрод 10 может выдвигаться вверх совместно с зажимным сердечником 7, после чего сразу же в держатель 3 цанги устанавливается новый электрод 10, который зажат на имеющем прорези конце второго зажимного сердечника 7, вместе со вторым зажимным сердечником. Путем поворота кнопки 6 электрод 10 зажимается в электродной цанге. Этот процесс смены электрода может осуществляться без поворота сварочной горелки еще при горячих электродах, т.е. непосредственно после включения сварочной горелки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБКИ СО СВАРНЫМ ПРОДОЛЬНЫМ ШВОМ | 1995 |
|
RU2139159C1 |
| СПОСОБ ЗАЖИГАНИЯ СВАРОЧНОЙ ДУГИ | 1996 |
|
RU2160178C2 |
| Устройство для дуговой сварки | 1967 |
|
SU515432A3 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ И СЦЕПЛЕНИЯ ПИТАЮЩЕЙ КАТУШКИ | 1996 |
|
RU2115614C1 |
| Горелка для дуговой сварки неплавящимся электродом | 1985 |
|
SU1286369A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1990 |
|
SU1798078A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2002 |
|
RU2280545C2 |
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2573720C2 |
| ГАЗОВОЕ СОПЛО ДЛЯ ВЫПУСКАНИЯ ПОТОКА ЗАЩИТНОГО ГАЗА И ГОРЕЛКА С ГАЗОВЫМ СОПЛОМ | 2019 |
|
RU2802612C2 |
| Двухэлектродная горелка | 1986 |
|
SU1479226A1 |
Устройство может быть использовано для сварки в среде защитных газов, перемещаемых в продольном направлении кромок трубки. Электрод (10) расположен в корпусе (1) сварочной головки и закреплен посредством электродной цанги (5). Электродная цанга (5) установлена в центральном отверстии цангодержателя (3). В сквозном отверстии цангодержателя расположен трубчатый зажимной сердечник (7) с прорезями на обращенном к изделию конце для закрепления электрода. Электрод (10) может выниматься вверх из цангодержателя (3) вместе с зажимным сердечником (7). Сердечник установлен в цангодержателе с зазором для подачи защитного газа. 2 з.п. ф-лы, 1 ил.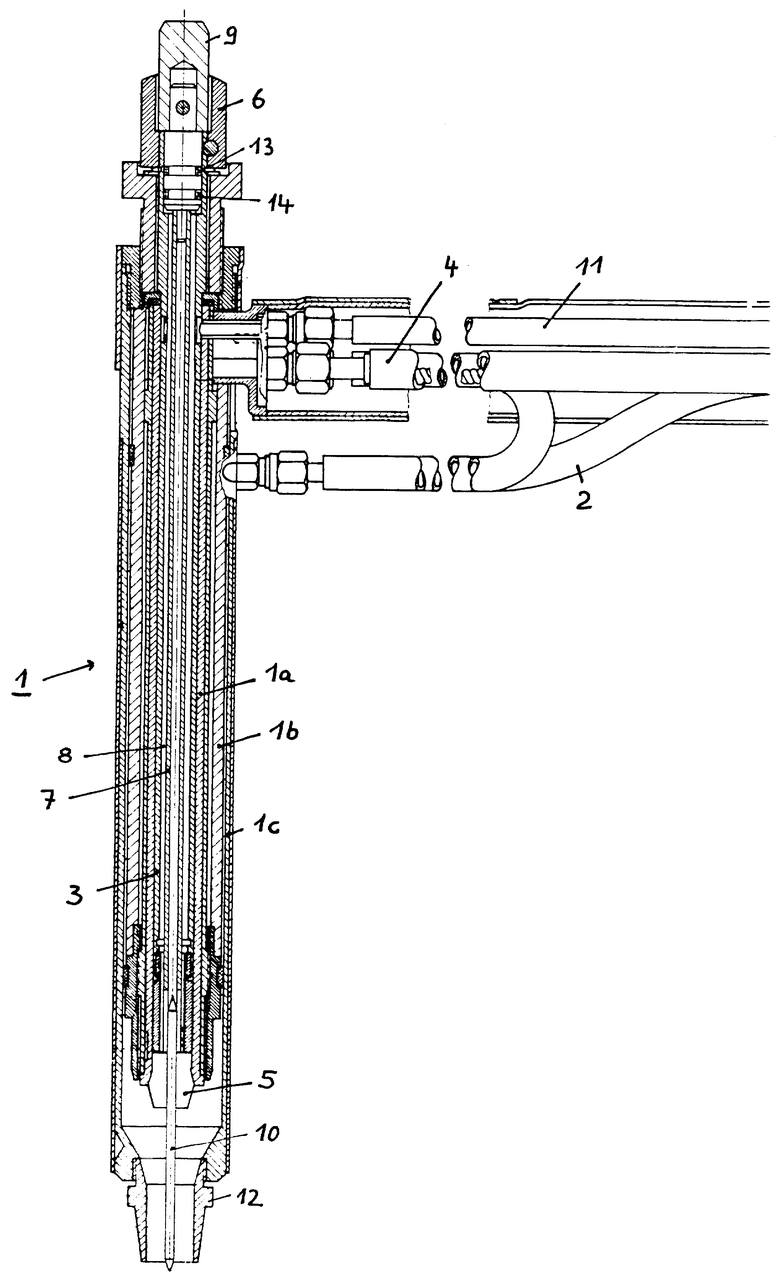
| СПОСОБ СЖИГАНИЯ ТОПЛИВА | 2004 |
|
RU2256851C1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1978 |
|
SU727370A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1987 |
|
SU1530375A1 |
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |

