Изобретение относится к области прокатного производства и касается усовершенствования способа настройки инструмента стана поперечно-винтовой прокатки.
В известном способе настройки инструмента для прокатки цилиндрических изделий, заключающемся в радиальном перемещении валков и дисков, не исключается затекание металла в зазоры в местах выхода металла из-под валков, что не позволяет осуществлять качественную прокатку на одном стане методом многократного редуцирования без смены инструмента.
С целью обеспечепия многократного редуцирования гильз без смены инструмента путем использования дисков, щирина которых не превыщает диаметра паименьщей прокатываемой заготовки, устанавливают каждый из дисков при расстоянии между ними, превышающем расстояние между валками, с наклоном в главной плоскости стана в сторону вращения рабочего валка и уменьшают наклон по мере приближения расстояния между дисками к расстоянию между валками.
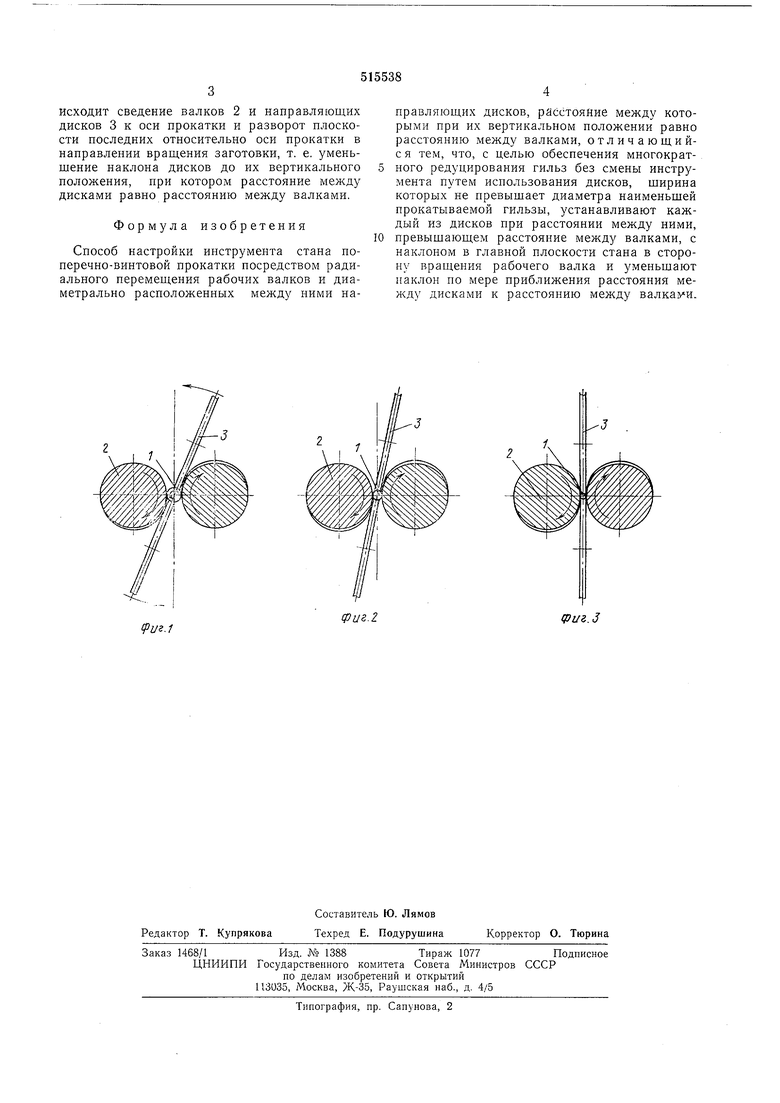
На фиг. 1 схематично изображено взаимное расположение валков стана, направляющих дисков-и заготовки в начальный момент осуществления способа; на фиг. 2 - то же, в момент одного из промежуточных редуцирований заготовки; на фиг. 3 - то же, в конечный момент осуществления способа.
При осуществлении способа заготовка 1, нагретая до температуры прокатки, подается
в очаг деформации, где захватывается развернутыми на угол подачи вращающимися валками 2. В промежутках между валками металл заготовки 1 удерживается направляющими дисками 3, которые наклонены в сторону вращения рабочего валка, но противоположную направлению вращения заготовки. Предварительный наклон направляющих дисков позволяет перекрыть зазоры между валками и дисками в местах реального затекания
прокатываемого металла. Явление затекания металла в местах его выхода из-под приводных валков обусловлено тем, что из-за наличия трения скольжения о диски прокатываемый металл испытывает деформацию сдвига
и течет в радиальпом направлении.
Зазоры между валками и дисками, образующиеся при наклоне дисков с другой стороны калибров последних, существенного влияния на качество прокатываемых заготовок не
оказывают, вследствие того, что прокатываемый металл на этих участках испытывает деформацию растяжения и не может течь в радиальном направлении.
После первого редуцирования заготовки,
т. е. с уменьшением диаметра последней, происходит сведение валков 2 и направляющих дисков 3 к оси прокатки и разворот плоскости последних относительно оси прокатки в направлепии вращения заготовки, т. е. уменьщение наклона дисков до их вертикального положения, при котором расстояние между дисками равно расстоянию между валками.
Формула изобретения
Способ настройки инструмента стана поперечно-винтовой прокатки посредством радиального перемещения рабочих валков и диаметрально расположенных между ними направляющих дисков, расстояние между которыми при их вертикальном положении равно расстоянию между валками, отличающийся тем, что, с целью обеспечения многократкого редуцирования гильз без смены инструмента путем использования дисков, ширина которых не превышает диаметра наименьшей прокатываемой гильзы, устанавливают каждый из дисков при расстоянии между ними,
превышающем расстояние между валками, с наклоном в главной плоскости стана в сторону вращения рабочего валка и уменьшают наклон по мере приближения расстояния между дисками к расстоянию между валка1уи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент для винтовой прокатки | 1978 |
|
SU768496A1 |
| Технологический инструмент стана винтовой прокатки | 1980 |
|
SU931246A1 |
| Способ винтовой прокатки труб | 1976 |
|
SU623594A1 |
| Клеть стана пилигримовой про-КАТКи ТРуб | 1979 |
|
SU816587A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2006 |
|
RU2315671C1 |
| Технологический инструмент стана винтовой прокатки | 1980 |
|
SU908435A1 |
| Установка для непрерывной горячей прокатки без вращения гильз в бесшовные трубы | 1977 |
|
SU1041021A3 |
| Способ получения буровой стали | 2016 |
|
RU2627081C1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| Способ настройки стана винтовой прокатки | 1983 |
|
SU1121073A1 |
IpUS.Z
tpuz.l
ipuz.3
