1
Изобретение относится к отрасли промышленности по производству полосовых полимерных армированных заготовок, например резиновых конвейерных лент..
Известны способы изготовления попосовых полимерных армированных заготовок, например армированных нитями кордшнура и металлотроса резиновых конвейерных лент заключающиеся в том, что полимерный материал, например резиновую смесь, шпри- цуют в виде трубчатой заготовки, в которую одновременно вводят продольные и поперечные армирующие нити, разрезают армированную трубчатую заготовку по одной из образующих и полученную ленточную заготовку прикатывают.
По известному способу непрерывное наматывание по спирали на плоскую заготовку не предусмотрено.
Предлагаемый способ отличается от известного тем, что в процессе непрерывного разрезания трубчатой заготовки, на плоскую ленточную заготовку непрерывно наматывают по спирали, по крайней мере, одну армирующую нить, образующую в заготовке
дополнительный упрочняющий слой поперечного армирования плоской ленточной заготовки.
Это отличие способствует улучщешпо качества и повышению производительности изготовления упрочненных плоских ленточных армированных заготовок, например конвейерных лент.
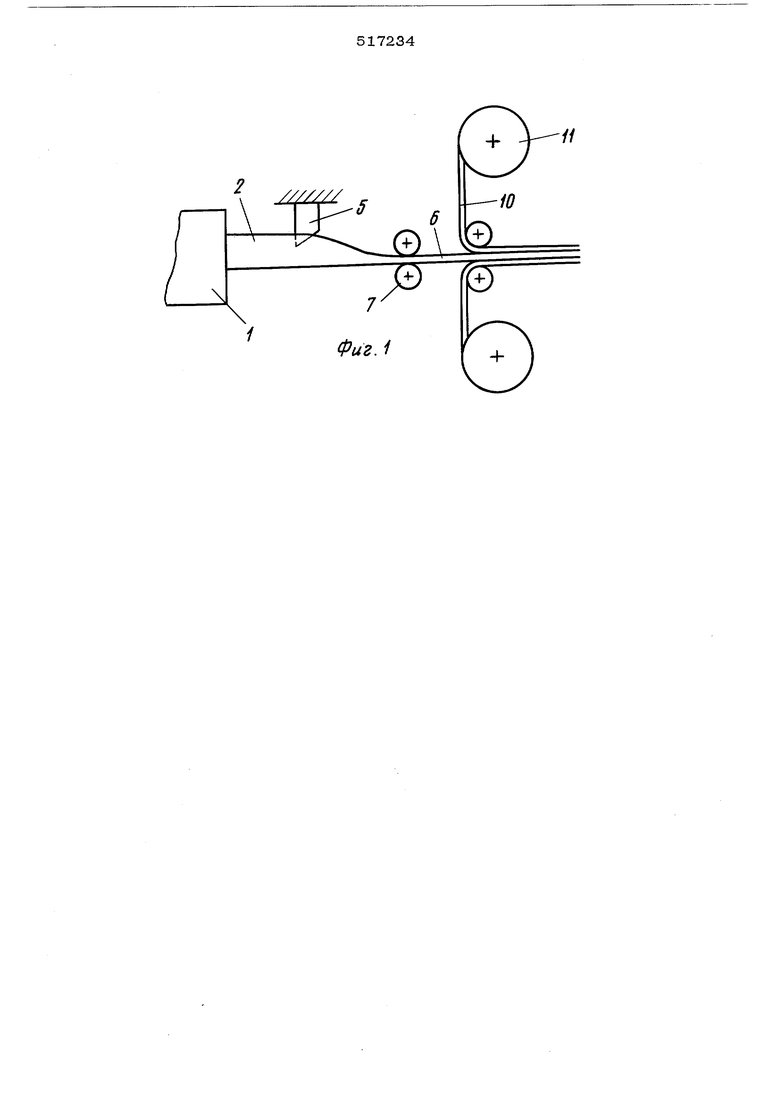
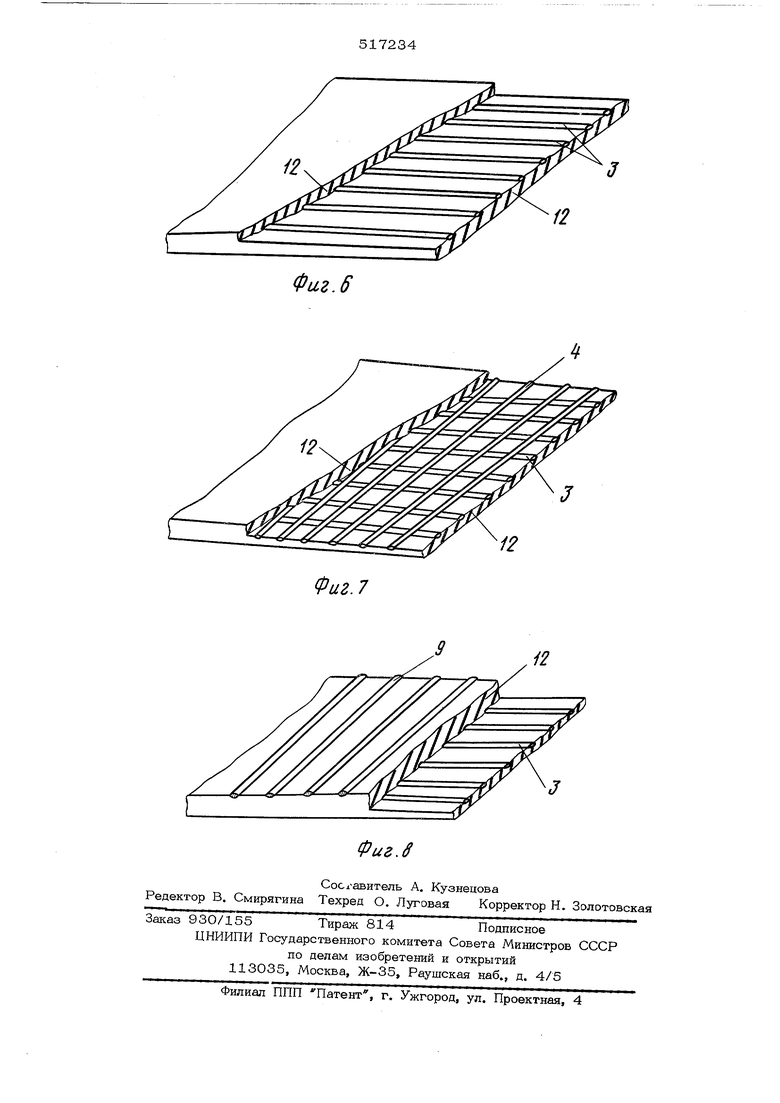
На фиг. 1 и 2 изображено устройство для осуществления предлагаемого способа; на фиг. 3 и 4 - части трубчатой заготовки полученной при помощи предлагаемого устройства ; на фиг. 5 - часть трубчатой заготовки, разрезанной по образующей; на фиг. 6, 7 и 8 - части плоских заготовок.
Способ изготовления полосовых полимерных армированных заготовок, например конвейерных лент, заключается в том, что по- ливлерный материал, например резиновую смесь, при помоши устройств 1 шприцуют в виде трубчатой заготовки 2 и одновременно вводят продольные и спирально намотанные армирующие нити 3 и 4 затем режущим устройством 5 разрезают армированную трубчатую заготовку 2 по одной из образующих и попученную плоскую ленточную заготовку 6 расплавляют роликами 7 или прикаточным устройством 8, которые удерживают заготовку 6 и ее нити 3 и 4 под натяжением. В процессе непрерывного разрезания трубчатой заготовки 2 на ленточную заготовку 6 с помощью не показанного на чертежах устройства непрерывно наматывают по спирали, по крайней мере, одну армирующую нить 9, образующую в заготовке дополнительный упрочняющий сдой поперечного армирования плоской ленточной заготовки. Как правило, трубчатую заготовку 2 пшрицуют, однако, может быть применен и любой другой метод образования этой заготовки. Хотя это и не показано на чертежах различные нити 9, спирально намотанные на продольные нити 3 могут иметь одинаковое или различное направление. Слои ленты 1О из эластомерного или пластического материала подают с катушек 11, и она может накладываться на одну ил обе стороны заготовки 6. Если заготовка предназначена для временного хранения, то на нее накладывают с помощью устройства типа катущек 11 ленты из антиадгезионно го материала. В трубчатую заготовку 2, изготовленную при помощи устройства 1 (фиг. 3), вводят продольные нити 3, расположенные параллел но одна к другой и погруженные в массу эластомерного или пластичного материала 1 Нити 3, если трубчатую заготовку 2 рассматривать в разрезе параллельно оси, расположены так, что их центры располагаются на концентрической окружности по отнощению к указанной оси. Кроме того, нити 3 равны и расположены на одинаковом расстоянии, однако, они могут иметь различные механические характеристики и размеры и располагать ся на различных расстояниях одна от другой. Трубчатая заготовка 2, изготовления при помощи устройства 1 (фиг. 4), составлена из спирально намотанной нити 4 и продольных нитей 3, погруженных в массу эластомерного или пластичного материала 12. Такие трубчатые заготовки, после разрезания и распрямления образуют плоские ленточ ные заготовки 6 с параллельно расположенными в массе полимерного материала 12 нитями 3 (фиг. 6) или с дополнительными нитями 4, перпендикулярно расположенными к нитям 3 в массе материала (фиг. 7). Нити 4 наматываются спирально при помощи устройства 13. Нити 3 и 4, составляющие силовой слой ленточной заготовки 6 конвейерной ленты или приводного ремня, могут быть выполнены ИЗ- текстильного и металлического материала, при этом металлические нити располагают в продольном направлении, а текстильные нити наматывают спирально или наоборот. Шаг намотки нитей 4 должен быть преимущественно мал, например равен диаметру этих нитей, при этом в ленточной заготовке 6 нити 4 будут распологаться практически перепендикулярно к нитям 3. Ленточную заготовку 6 при передаче на време ное хранение, покрывают нелипкой лентой 14, сматываемой с 15. По предлагаемому способу можно использовать любые известные устройства для изготовления из трубчатых ленточных заготовок лент конвейерных, приводных ремней и других ленточных изделий, соедржащих силовые слои из усилительных продольных и поперечных нитей, расположенных в массе эластомерного или пластического материала, в частности нити, расположенные, по крайней мере, в продольном направлении. Формула изобретения Способ изготовления полосовых полимерных армированных заготовок, например армированных нитями кордщнура и металлотроса конвейерных лент, заключающийся в том, что полимерный материал, например резиновую смесь, щприцуют в виде трубчатой заготовки, в которую одновременно вводят продольные и поперечные армирующие нити, разрезают армированную трубчатую заготовку по одной из ее образующих и полученную ленточную заготовку прикатывают, отличающийся тем,что,с целью улучшения качества и повышения производительности при изготовлении упрочненных плоских армированных ленточных заготовок, например конвейерных лент и приводных ремней, в процессе непрерывного разрезания трубчатой заготовки на плоскую ленточную заготовку непрерывно наматывают по спирали, по крайней мере, одну армирующую нить, образующую в заготовке дополнительной упрочняющий слой поперечного армирования плоской ленточной заготовки.
«:i
faz.J


Фиг. 5
