(54) СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ
С ОТВЕРСТИЯМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения металлических деталей | 1976 |
|
SU872577A2 |
| Способ упрочнения отверстий в металлических деталях | 1990 |
|
SU1801050A3 |
| Способ упрочнения металлических деталей | 1976 |
|
SU696060A1 |
| Способ установки втулки в охватывающую деталь | 1991 |
|
SU1773661A1 |
| СПОСОБ ФОРМИРОВАНИЯ В ПАРАМАГНИТНОМ МАТЕРИАЛЕ АВТОНОМНЫХ ПРОСТРАНСТВЕННЫХ МАССИВОВ МЕТАЛЛА С ДИФФЕРЕНЦИРОВАННЫМ ФЕРРОМАГНИТНЫМИ СВОЙСТВАМИ | 1994 |
|
RU2069115C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1992 |
|
RU2050243C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ СО СТУПЕНЧАТОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2254201C1 |
| Способ упрочнения металлических изделий поверхностным пластическим деформированием | 2024 |
|
RU2832500C1 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1996 |
|
RU2103139C1 |
| Способ упрочнения заклепочных (болтовых) соединений | 1977 |
|
SU666312A1 |
1
Изобретение относится к области обработки металлов давлением и может быть использовано при холодном упрочнении металлических деталей.
Известен способ упрочнения металлических деталей с отверстиями путем холодного пластического деформирования, включающего образование цилиндрических углублений вокруг отверстия с обеих сторон.
С целью повышения эффективности упрочнения по предложенному способу одновремеино с образованием цилиндрических углублений вокруг отверстий формируют внутренние конические поверхности отверстия с плавными переходами на поверхность цилиндрических углублений.
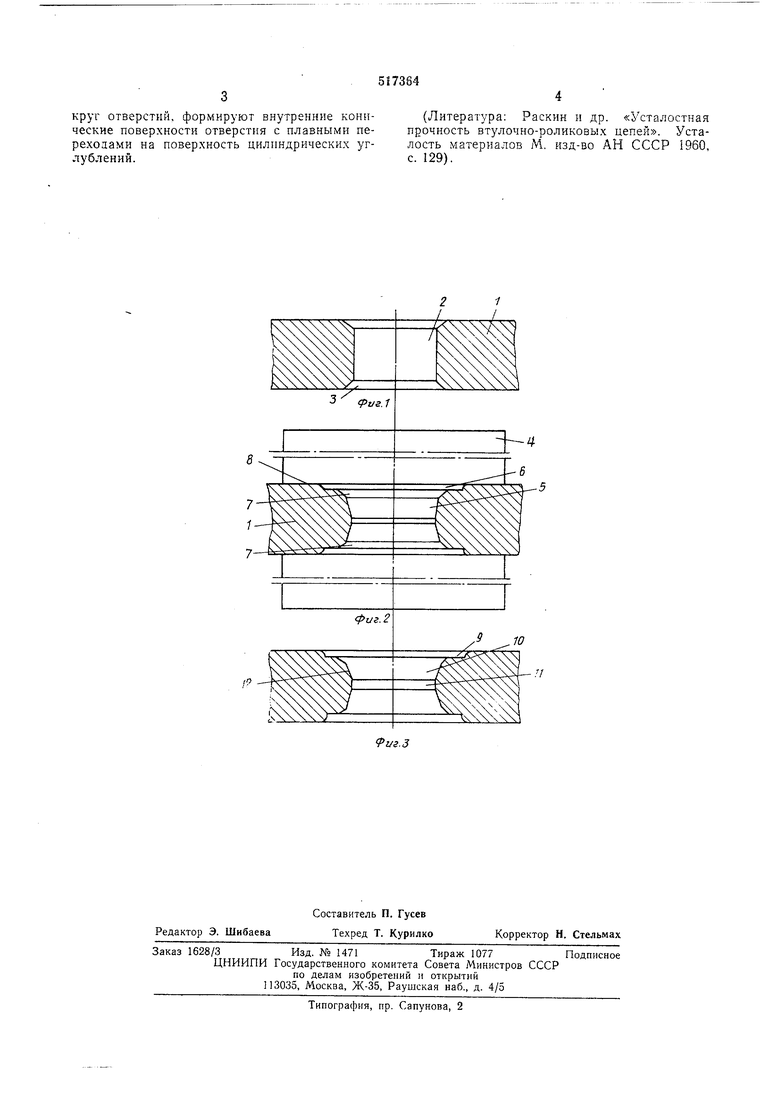
На фиг. 1 - показан общий вид подготовленной к обработке детали с отверстием; на фиг. 2 - деталь с пуансонами после упрочнения; на фиг. 3 - упрочненная деталь.
Подготовленная для упрочнения деталь 1 имеет отверстие 2 с фасками 3 с двух сторон.
Пуансоны 4, осуществляющие пластическое деформирование детали с целью упрочнения, имеют коническую часть 5 хвостовика и цилиндрическую 6. Коническая и цилиндрическая част сопрягаются тороидальной поверхностью 7.
Пуансоны имеют и опорную поверхность 8.
После упрочнения на детали образуется цилиндрический поясок 9 вокруг отверстия, коническая часть 10 отверстия, цилиндрическая 11 и тороидальная 12.
Процесс упрочнения осуществляется в -следующей последовательности.
На детали подготавливаются отверстия пб возможности с фасками. Каждое отверстие обрабатывается пуансонами с двух сторон.
В начале процесса упрочнения пуансоны формируют в отверстии конические поверхности при дальнейщем движении пуансонов формируются цилиндрические и переходные тороидальные поверхности.
Такой способ упрочнения позволяет создать остаточные напряжения сжатия в больщом объеме металла вокруг отверстия и тем самым обеспечить высокую и стабильную усталостную прочность.
Формула изобретения
Способ упрочнения металлических деталей с отверстиями путем холодного пластического деформирования в зоне отверстия, включающего образование цилиндрических углублений вокруг отверстия с обоих его сторон, отличающийся тем, что, с целью повыщения эффективности упрочнения, одновременио с образованием цилиндрических углублений вокруг отверстий, формируют внутренние конические поверхности отверстия с плавными перехоаами на поверхность цилиндрических углублений.
(Литература: Раскин и др. «Усталостная прочность втулочно-роликовых цепей. Усталость материалов М. изд-во АН СССР 1960, с. 129).
