(54) СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ МНОГОЛЕЗВИЙНЫМИ ВРАЩАЮЩИМИСЯ РЕЗЦАМИ
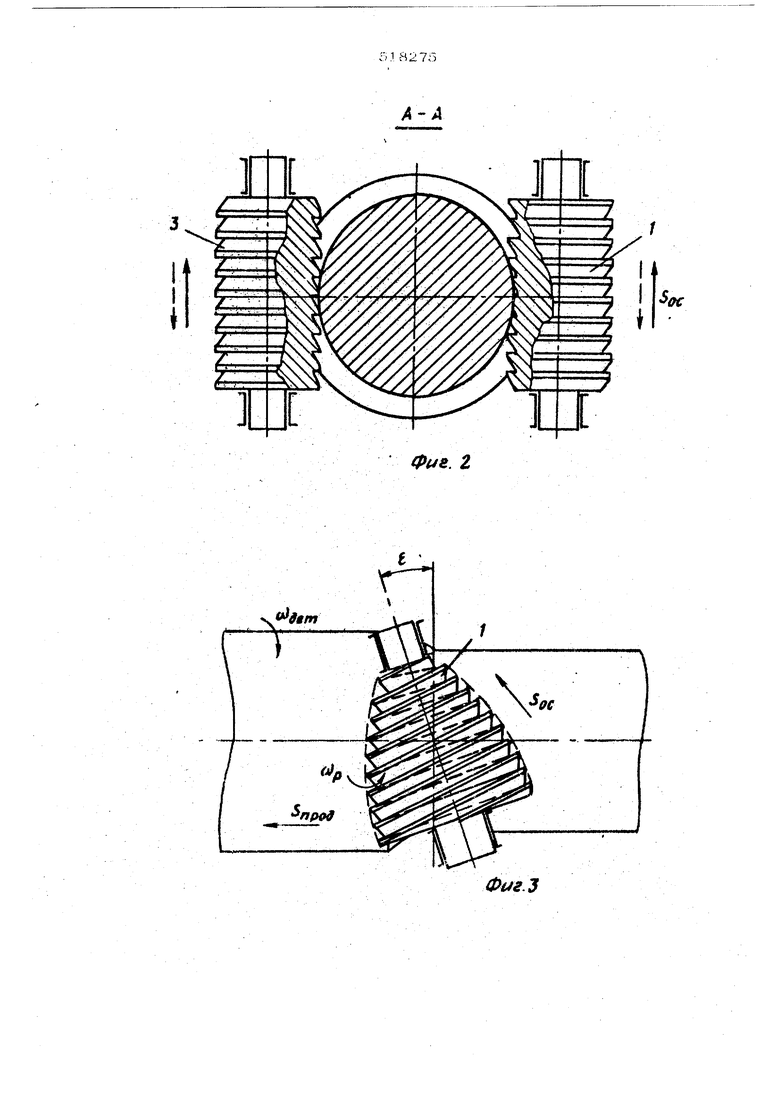
этом 1заспреДепяется между несколькими зубьями, расположенными выше оси детали (фиг.2, резец 1).
С целью обеспечения стружкодробления резцу сообщается дополнительное перемвще ние адоль его оси (Soc.). Пр этом зубья резца, периодически входя в зону резания и выходя-иэ нее, будут ра-аделять стружку на элементы рпределенной длины, которая зависит от скорости вращения детали, шага убьев резца и скорости его осевого перемещения.
Для уменьшеша длины резца, неоходимой П{ж его осевом перемещении для обработки всей детали, можно производить обработку двумя резцами, как показано иа ()иг.2: при осевой падаче вверх работает резец 1, а прв подаче вниз - резец 3.
СХ:е вое перемещение режущей кромки реэ,аа,, вызывающее стружкадробление, можно достигать не принудительным перемещением всей режущей части, а приданием режущему лезвию соответствукщей формы, например режущую KpoMJcy можно шлполвдть в аиде винтовой линии на цшиндре режущей части. Режущее лезвие в этом случае представляет собой виток цилиндрического червяка, снабженный углами резания. При вращении режущей части такого резца силами резания режущая кромка самопронзерльно перемеща-ется в осевом направлении и рабочие витки резца периодически (через шаг винтовой линия) входят в зону обработки и выходят из лее.
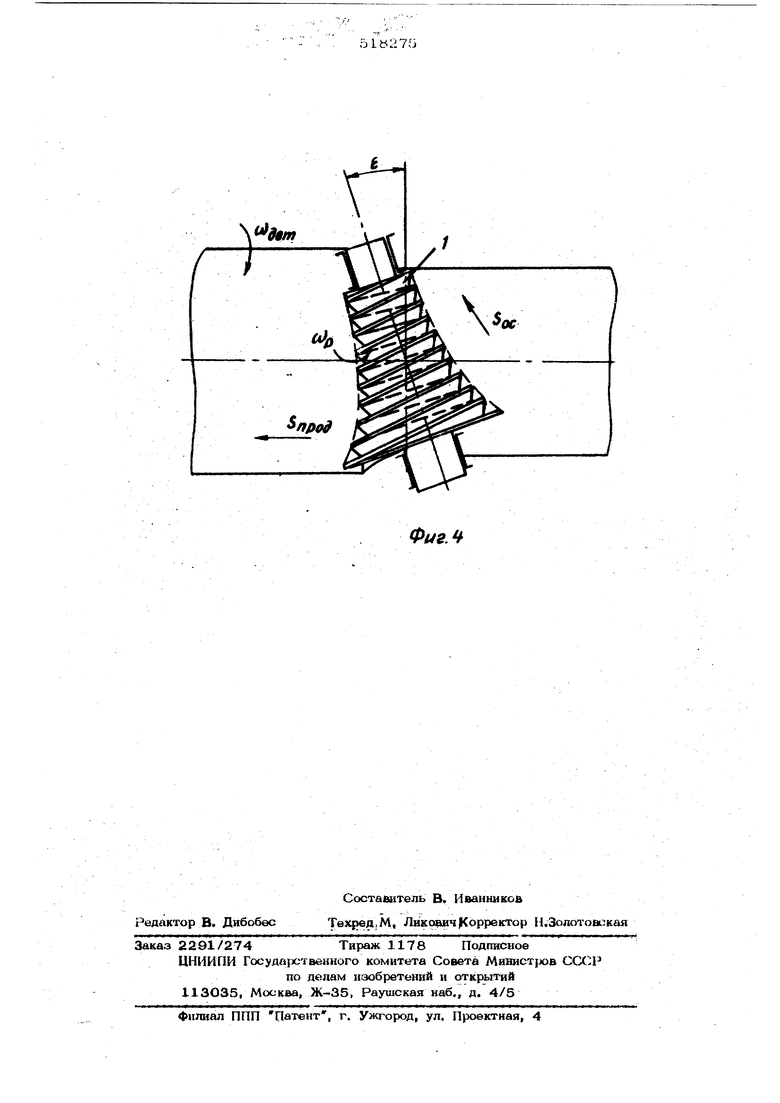
в общем случае для осушестапения само перемещения режущая кромка должна быть выполнена в виде поступательной кривой, расположенной на произвольной поверхности вращеаия. В качестве примера на фиг.З показан резец, имеющий выпуклую поверхность вращения, применяёмь1й чтще всего для обработки внутренних цилиндрических поверхностей. На фиг. 4 показан резец с вогнутой по.ерхностью вращения (глобоидныйрезш1), применяемый для обработки валов больщого диаметра.
Формула изобретения
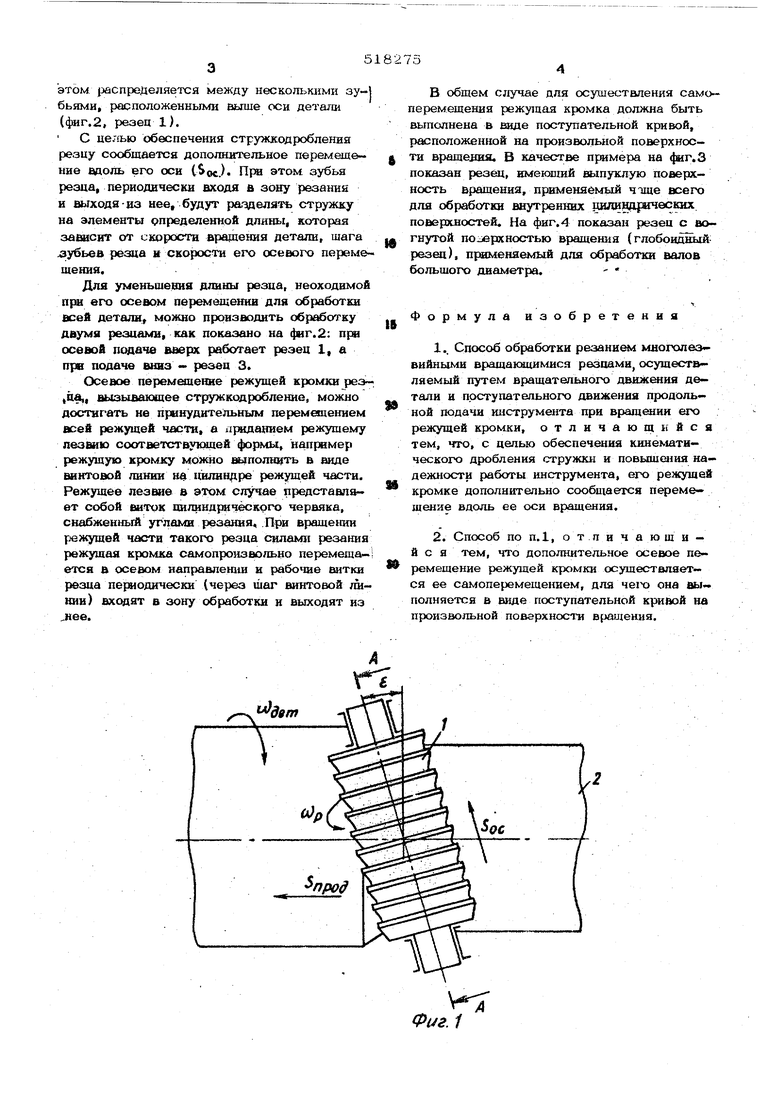
1.. Способ обработки резанием многолезвийными вращакшшмися резцами, осуществляемый путем вращательного движения детали и поступательного движения продольной подачи Ш1струмента при вращении его режущей кромки, отличающггйся тем, что, с целью обеспечения кинематического дробления стружки и повыщения надежности работы инструмента, его режущей кромке дополнительно сообщается перемещение вдоль ее оси вращения.
2. Способ по п. 1, отличающийся тем, что дополнительное осеаое перемещение режущей кромки осуществляется ее самоперемещением, для че1Х) она выполняется в виде поступательной кривой на произвольной поверхности вращения.
Ф(г. 1
А-А
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки резанием многолезвийным вращающимся резцом | 1977 |
|
SU664754A1 |
| Свободно вращающийся резец | 1982 |
|
SU1079369A1 |
| Свободно вращающийся многолезвийный резец | 1990 |
|
SU1703272A1 |
| ПРОТЯЖКА | 1973 |
|
SU379338A1 |
| СВОБОДНО ВРАЩАЮЩИЙСЯ МНОГОЛЕЗВИЙНЫЙ ТОКАРНЫЙ РЕЗЕЦ | 1972 |
|
SU426757A1 |
| Свободно вращающийся многолезвий-Ный ТОКАРНый РЕзЕц | 1979 |
|
SU814576A1 |
| Устройство для дробления стружки | 1985 |
|
SU1296307A1 |
| УСТРОЙСТВО ДЛЯ ЗУБОТОЧЕНИЯ | 2012 |
|
RU2611584C2 |
| Способ обработки материалов резанием | 1986 |
|
SU1364397A1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
Фиг. Ч
