1
Изобретение относится к автоматизации сборочных процессов в ряде отраслей промышленности, например сборки изделий из ферромагнитных деталей с. большим числом отверстий, сопрягаемых с крепежными элементами.
Известные устройства для сборки изделий, содержащие направляющую из магнитного материала, не обеспечивают достаточной надежности при введении одних деталей в отверстия других при .сборке изделия, а также имеют низкую производительность.
Цель изобретения - повышение производительности и надежности устройства.
Для этого направляющая устройства снабжена намагничивающей обмоткой и выполнена мз материала, магнитная проницаемость которого выше магнитной проницаемости базовой детали собираемого изделия, например пакета пластин магнитопровода.
Число направляющих соответствует числу деталей, подаваемых на .сборку с базовой деталью собираемого изделия.
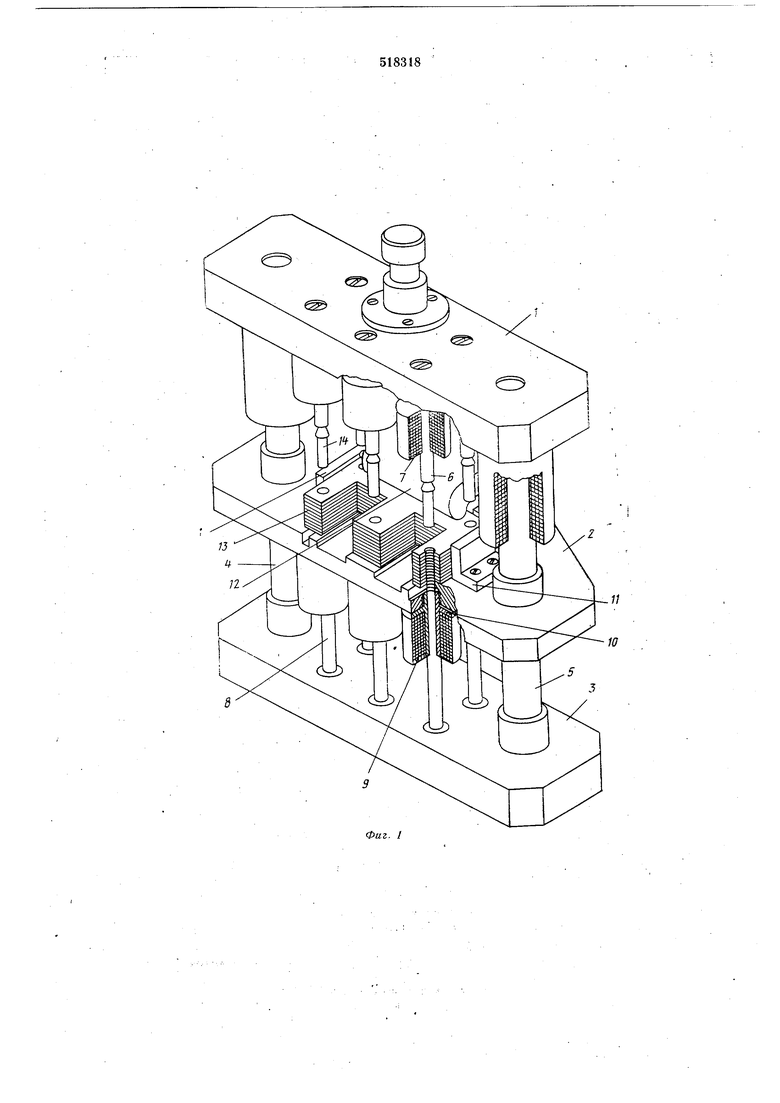
На фиг. 1 изображено предлагаемое устройство, например Ш-образных, являющихся составным элементом магнитной системы ряда изделий массового производства, например магнитных пускателей, общий
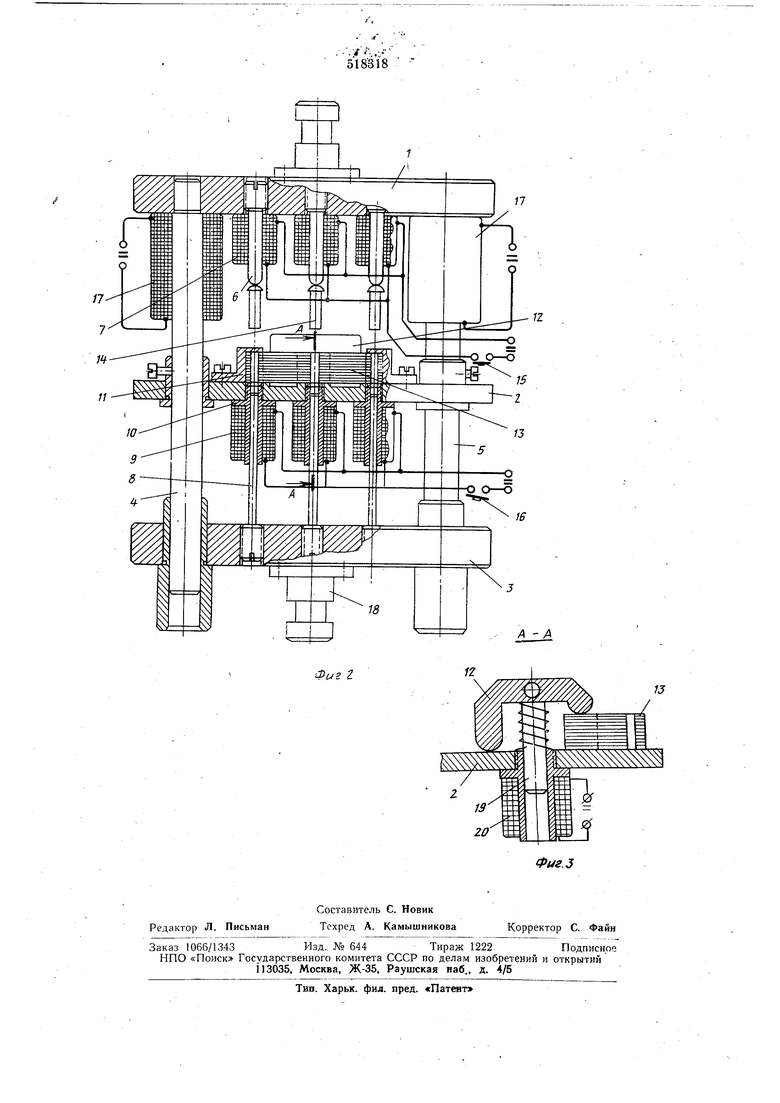
вид; на фиг. 2 - то же, продольный рдзрез; на фиг. 3 - разрез А-А на фиг. 2.
Устройство для сборки может быть выполнено в качестве блока к роторной машине известной конструкции (конструкция самой роторной машины на чертежах не показана) или его применяют самостоятельно.
Устройство для сборки (фиг. ) содержит верхнюю /, среднюю 2 и нижнюю 3 плиты, установленные на двух колонках 4 и 5. Колонки 4 а 5 жестко закреплены в плите /. Плиты 2 т 3 могут перемещаться вдоль колонок # и 5. В верхней плите / неподвижно закреплены ферромагнитные стержни 6 (держатели), снабженные намагничивающей обмоткой 7. Средняя .плита 2 с отверстиями выполнена |ИЗ немагнитного материала 1И лредназначена для установки и базирования собираемого изделия (Ш-образного магнитопровода). В ниж.ней плите 5 монтируют соосно с отверстиями плиты 2 направляющие 8, изготовленные в виде ферромагнитных стержней и снабженные намагизг чивающими отбмотками 9, Обмотки 9 пр;;креплены к средней плите 2 немагнитным .каркасом 10. Плиты 2 и 5 и колонки 4 к 5 образуют магнитопровод. Число и расположение стержней 6 (держателей) и направляющих 8 соответствует расположению от5:1« Я : верстий в средней плите 2 и расположению отверстий собираемого изделия. Изделия базируются с боков базирующими пластинами //, выполиенными в виде уголков, а сверху - прижимом 12. В случае из/мепения вида собираемого изделия для переналадки устройства требуется изменить лишь местоположение держателей и направляющих, а также базирующих пласт1ип 1L Нижняя плита блока связана с приводным штоком станка, например роторного, задающего ей определенный закон перемещения в пределах необходимого хода. Этот ход, в основном, определяется размером высоты пакета Ш-образных пластин магнитопровода и воздущным зазором между пакетом и концами заклепок 14. Последовательность подачи собираемых элементов в устройство может быть любой. Обмотки 7 намагничивающих катушек включены параллельно в общую схему П1Итания и управляются от автоматического ключа 15 (фиг. 2). Обмотюи 9 направляющих 5 включены в схему аналогично и управляются ключом 16. При необходимости колонки 4 .ц 5 дополнительно -подмагниЧивают обмотками/7, расположенными на этих колонках. Нижняя плита связана с приводным штоком ротора хвостовиком 18. Прижнм 12 может быть любой формы и может иметь электромагнитный, пневматический и любой другой привод, в данном случае прижим смонтирован на конце тяпи 19, перемещаемой соленоидом 20. Захват транспортного ротора одновременно подает заклепки 14 к стержням 6. В момент совпадения осей стержней 6 с осями заклепок 14 ключ 15 замыкается, захват транспортного ротора освобождает заклепки и они удерживаются только намагничивающими обмотками 7. Пластины магнитопровода подают в устройство для сборки другим транспортным ротором или автоматическим загрузочным устройством. Включают соленоид 20, который перемещает тягу 19 с прижимом 12 вниз, - зажимается пакет 13 пластин (фнт. 3): Затем плита 3 с направляющими 8 поднимается вверх, ход плиты обеспечивает подвод торца направляющей 8 к тор ЛввгТ цу заклепки 14 - допускается неплотное соприкосновение торцов. Зазор может составить несколько миллиметров. В этот момент замыкается ключ 16 обмоток 9. Намагничивающая обмотка 9 направляющих 8 имеет большее число ампервитков по сравнению с обмоткой 7 верхний стержней 6, удерживающих заклепки 14. Благодаря этому заклепки 14 перемещаются к торцу направляющих 8 .и далее при обратном ходе плиты 3 вниз располагаются в соответствующих отверстиях пакета 13. Поскольку магнитная проницаемость направляющих 8 выше магнитной проницаемости пакета 13 магнитопровода, заклепка увлекается магнитным потоком направляющей и не испытывает притягивающего воздействия стенок пакета 13. По окончании процесса установки заклепок в отверстиях пакета катушки отключаются и обесточЕваются, а прижим 12 отводится в верхнее положение, освобождая пакет, который известными средствами подается на дальнейшую обработку. В случае необходимости сборки винтовых соединений магнитным направляющим сообщается -дополнительное вращательное движение. При этом направляющая имеет дополнительную функцию магнитной отвертки. Формула изобретения 1.Устройство для сборки изделий из ферромагнитных деталей, например магнитопровода магнитного пускателя, содержащее направляющую из магнитного материала, отличающееся тем, что, с целью повышения надежности и производительности, направляющая снабжена намагничивающей обмоткой и выполнена из материала, магнитная проницаемость которого выше магнитной проницаемости базовой детали собираемого изделия, например пакета пластин магнитопровода. 2.Устройство по п. 1, отличающееся тем, что число направляющих соответствует числу деталей, подаваемых на сборку с базовой деталью соб(Ираемого изделия.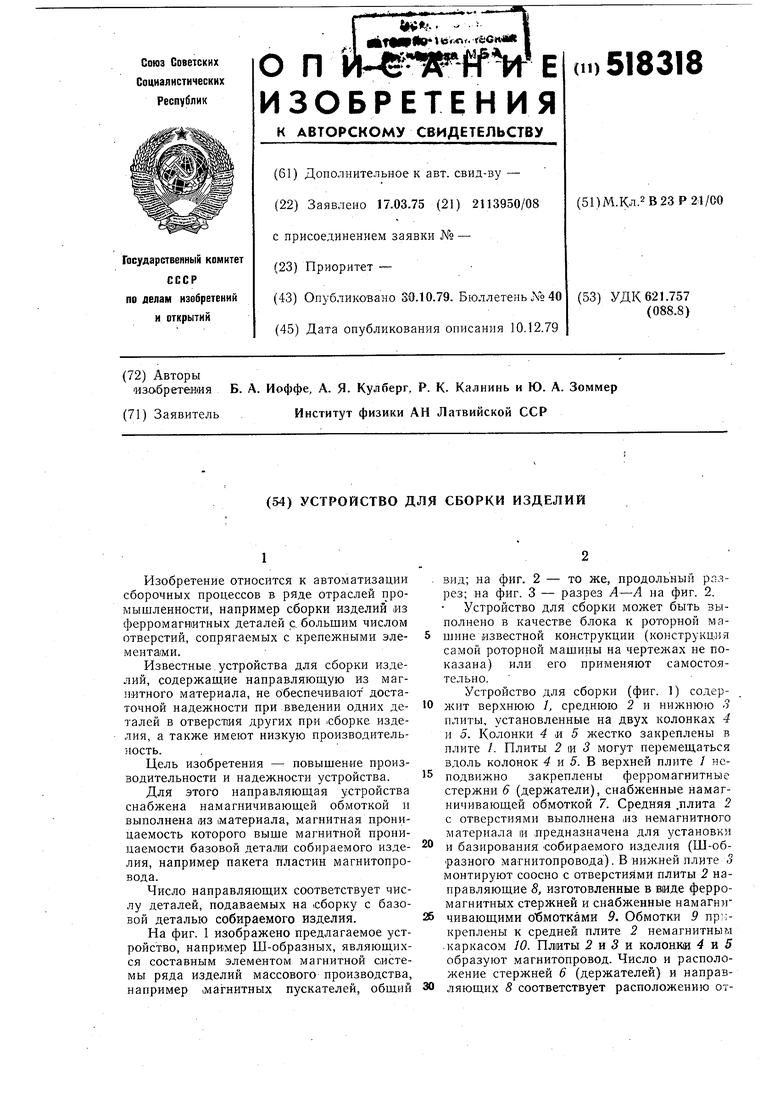
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор асинхронного электродвигателя | 1982 |
|
SU1083304A1 |
| РОТОРНЫЙ АВТОМАТ ДЛЯ СБОРКИ СТЕРЖНЕЙ СО ВТУЛКАЛ\И | 1973 |
|
SU364408A1 |
| ВЫПЛАВЛЯЕМЫЙ МАГНИТНЫЙ МАТЕРИАЛ НА ОСНОВЕ МАГНИТОМЯГКОГО СПЛАВА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО МОНОЛИТНЫХ МАГНИТОПРОВОДОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2008 |
|
RU2376669C2 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ И УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1991 |
|
RU2007251C1 |
| Устройство для сборки комплектов деталей | 1972 |
|
SU443739A1 |
| РАЗДЕЛЕННАЯ ВДОЛЬ ОСИ КОНСТРУКЦИЯ СТАТОРА ДЛЯ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2008 |
|
RU2507662C2 |
| Полуавтоматическая линия для сборки и клепки деталей | 1984 |
|
SU1225762A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ДЕТАЛЕЙ ТИПА ВАЛ—ВТУЛКАВ МАГНИТНОМ ПОЛЕ | 1972 |
|
SU430984A1 |
| Устройство для пайки немагнитных токопроводящих деталей | 1977 |
|
SU749588A1 |
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО | 1995 |
|
RU2091881C1 |