Применяемые в настоящее время зубодолбежные станки для работы рейкой производят процесс обработки заготовки не непрерывно, а с интервалами. После нарезки одного-двух зубьев станок совершает обратный холостой ход, после чего вновь начинает нарезку зубьев. Станки подобного типа обладают сложной конструкцией и требуют большой затраты времени на настройку их. В предлагаемом зубодолбежном станке процесс обработки заготовки протекает непрерывно, что достигается применением двух попеременно работающих реек, помещенных соответственно на двух ползунах. Эти ползуны во время работы станка перемещаются в поперечном направлении, причем в то время, как один ползун смещается например, влево, второй ползун с такой же скоростью перемещается вправо.
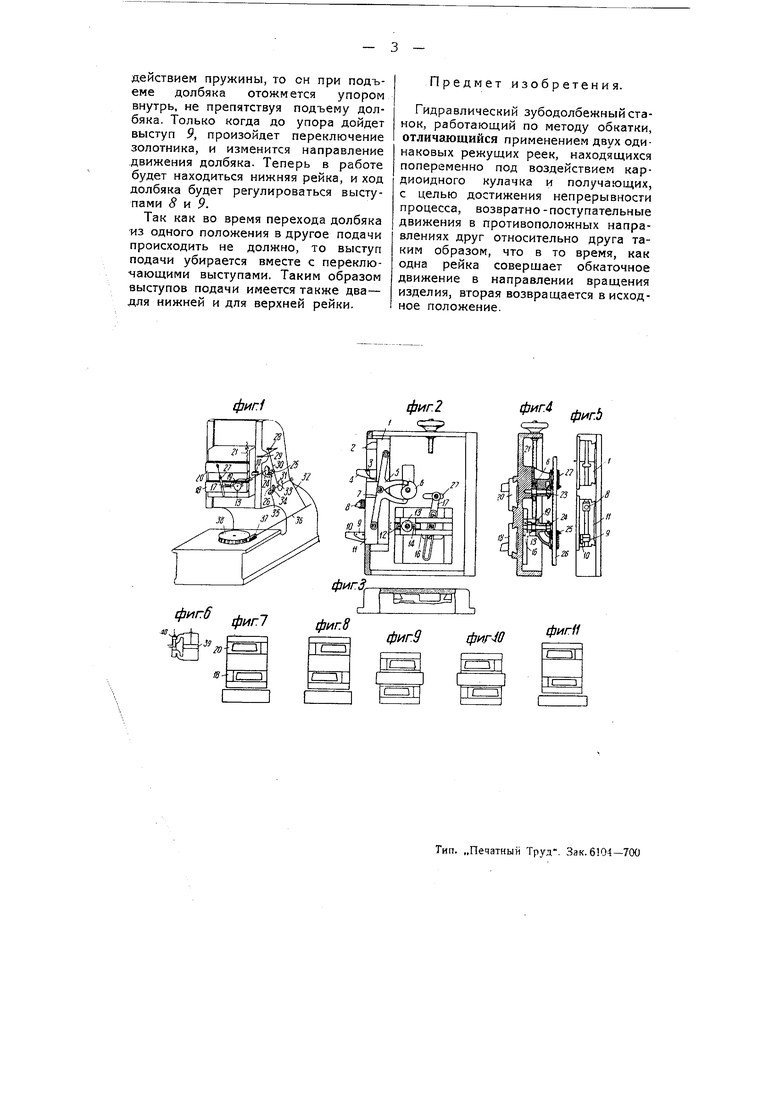
На чертеже фиг. 1 изображает схематически общий вид станка; фиг. 2- вид сзади механизма управления станка; фиг, 3-то же в виде сверху с частичным разрезом; фиг. 4 изображает вертикальный разрез механизма
управления станка; фиг. 5-вид сбоку того же механизма; фиг. б-схему устройства цилиндра гидравлической подачи станка; фиг. 7, 8, 9, 10 и 11- схемы, поясняющие работу станка.
Принцип работы станка состоит в том, что два ползуна IS и 20 (фиг. 7), помещенные на долбяке станка и снабженные соответственно режущими рейками, принудительно перемещаются в поперечном направлении таким образом, что при движении одного ползуна в одну сторону другой перемещается в противоположную.
В начальный момент работы станка нижний ползун J8 (фиг. 7) с рейкой расположен справа. Начинается процесс резания. Долбяк совершает возвратно-поступательное движение. Нижний ползун производит работу и перемещается влево, верхний ползун 20 вхолостую перемещается вправо. К моменту окончания работы нижней рейки ползуны и рейки займут положение, изображенное на фиг. 8. В момент окончания работы нижней рейки долбяк опускается вниз (фиг. 9), нижняя рейка выходит из работы, и
в работу вступает верхняя рейка. Процесс перемещения ползунов протекает в обратном направлении, пока они не займут положение, изображенное на фиг. 10 и соответствующее окончанию работы верхней рейки.
После этого происходит подъем долбяка и в работу вновь вступает нижняя рейка (фиг. 11). Весь процесс работы начинается сначала. Таким образом, холостой ход одной рейки, возвращающий ее в рабочее положение, происходит в течение рабочего хода другой рейки.
Движение ползунов J8 и 20 осуществляется кулисой 17 (фиг. 1, 2 и 4), качающейся около центра 27. Так как плечи кулисы имеют одинаковую длину, то и перемещения обоих ползунов равны друг другу. Качание кулисы /7 производится вращающимся кардиодным кулачком 13 посредством толкателя 19. Ролики 12 и 14 (фиг. 2 и 4) прикреплены к толкателю и охватывают кулачок с двух сторон. Таким образом, движение толкателя принужденное. Так как кулачок постоянный, то и величина перемещения рейки также будет постоянной. Однако, при нарезке шестерен с различным модулем необходимо менять величину передвижений рейки. Это достигается следующим образом: толкатель 19 и кулачок 13 помещены в колодке 16, которая может перемещаться вдоль супорта в вертикальном направлении; при этом будет изменяться радиус качания кулисы, а вместе с тем и величина передвижения реечных ползунов. Таким образом, мы можем настроить станок так, что при одном обороте кардиоидного кулачка рейка будет подаваться на один, два или три зуба, в зависимости от необходимости. Перемещение колодки осуществляется микрометрическим винтом 21, благодаря которому простой перестановкой колодки 16 производится настройка подачи рейки на требующийся модуль.
Кардиоидный кулачок /5 приводится во вращение конической шестерней 24, сидящей с ним на одном валу. Шестерня 24 сцепляется с шестерней 25, скользящей на шпонке по вертикальному валу 26- На нижнем конце вала 26
сидит коническая шестерня ,35(фиг. 1), сцепляющаяся с шестерней 34, сидящей на валу, который связан с гитарой 32 с валом 36, на конце которого сидит на скользящей шпонке червяк 57, приводящий во вращение червячную шестерню 38 стола для крепления заготовки. Этим осуществляется связь между движением рейки и заготовки, привод которой заимствуется от движения долбяка. При каждом ходе долбяка кулак 10 или 4 (фиг. 2 и 4), в зависимости от того, находитсй ли в работе нижняя или верхняя рейка, поворачивает рычажок 29 (фиг. 1). На одном валу с рычажком 29 сидит рычажок 28, который тягой 30 связан с храповым механизмом 33, 31, закрепленным на валу шестерни 34. Величина подачи меняется перестановкой вкладыша в рычажке 28.
Привод долбяка осуществляется от гидравлического цилиндра 39 (фиг. 6).
Изменение направления движения долбяка производится переключением золотника 40, который перемещается выступами 2 VI 3 или 9 л 8 (фиг. 2 и 4), в зависимости от того, какая из двух реек находится в работе. Кулаки крепятся в Т-образном пазу супортов 1 и //. Супорты 7 и // передвигаются рычажками 5 и 7, приводимыми в движение кулачком б. Кулачокб приводится во вращение от того же вала 2(5, что икардиоидный кулачок 13. Число оборотов кулачка 6 равно числу оборотов кардиоидного кулачка.
Привод осуществляется через коническую пару 22-23,
Предположим, что в работе находится верхняя рейка. Выступы 2 и 5, нажимая на соответствующий упор, перемещают в конце хода золотник, не меняя направления движения долбяка. Когда рейка закончит свою работу, то рычажок 5, скользящий по кулачку 6, сорвется с выступа его, и супорт мгновенно, под действием пружины, уйдет вместе с выступами внутрь долбяка. Вследствие этого при подъеме долбяка золотник не будет переключен, и масло, продолжая поступать на ту же полость, будет поднимать долбяк выше. Так как выступ 8 имеет скос и находится под
действием пружины, то он при подъеме долбяка отожмется упором внутрь, не препятствуя подъему долбяка, Только когда до упора дойдет выступ 9, произойдет переключение золотника, и изменится направление движения долбяка. Теперь в работе будет находиться нижняя рейка, и ход долбяка будет регулироваться выступами 8 ч 9.
Так как во время перехода долбяка из одного положения в другое подачи происходить не должно, то выступ подачи убирается вместе с переключающими выступами. Таким образом выступов подачи имеется также два- для нижней и для верхней рейки.
Предмет изобретения.
Гидравлический зубодолбежный станок, работающий по методу обкатки, отличающийся применением двух одинаковых режущих реек, находящихся попеременно под воздействием кардиоидного кулачка и получающих, с целью достижения непрерывности процесса, возвратно -поступательные движения в противоположных направлениях друг относительно яруга таким образом, что в то время, как одна рейка совершает обкаточное движение в направлении вращения изделия, вторая возвращается в исходное положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для нарезания винтовой резьбы | 1937 |
|
SU53935A1 |
| Стол к фрезерному станку для механического профилирования кривых на плоских и цилиндрических кулачках | 1955 |
|
SU108754A1 |
| Устройство для заполнения пробельных неполных матрично-клиновых строк в наборной строкоотливной машине | 1961 |
|
SU147197A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 2011 |
|
RU2475341C2 |
| Зубодолбежный станок для обработки цилиндрических шестерен малых модулей нормальными долбяками | 1947 |
|
SU71034A1 |
| Роторный зубодолбежный станок | 1984 |
|
SU1199494A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1992 |
|
RU2009795C1 |
| Зубодолбежный станок | 1982 |
|
SU1087276A1 |
| Машина для взъерошивания края верха обувной заготовки | 1976 |
|
SU1223829A3 |
| Зубодолбежная головка | 1990 |
|
SU1710227A1 |
фиг1
игб
фиг.7
фиг.8
фигЛ
фиг.2
фигЬ
фиг11
фиг.9
