В существующих зубодолбежных станках, осуществляющих возвратнопоступательное рабочее движение заготовки при неподвижном долбяке, отвод долбяка от заготовки во время холостого хода обеспечивается посредством радиального перемещения инструментальной головки, что усложняет кинематику и конструкцию станка.
С целью устранения этих недостатков в предлагаемом станке радиальный отвод долбяка от заготовки осуществляется путем осевого перемещения долбяка при холостом ходе заготовки. Для этого ось долбяка повернута в плоскости -оси заготовки по отношению к последней на некоторый угол таким образом, что плоскость переднего торца долбяка составляет с торцевой плоскостью заготовки в верхнем секторе острый угол.
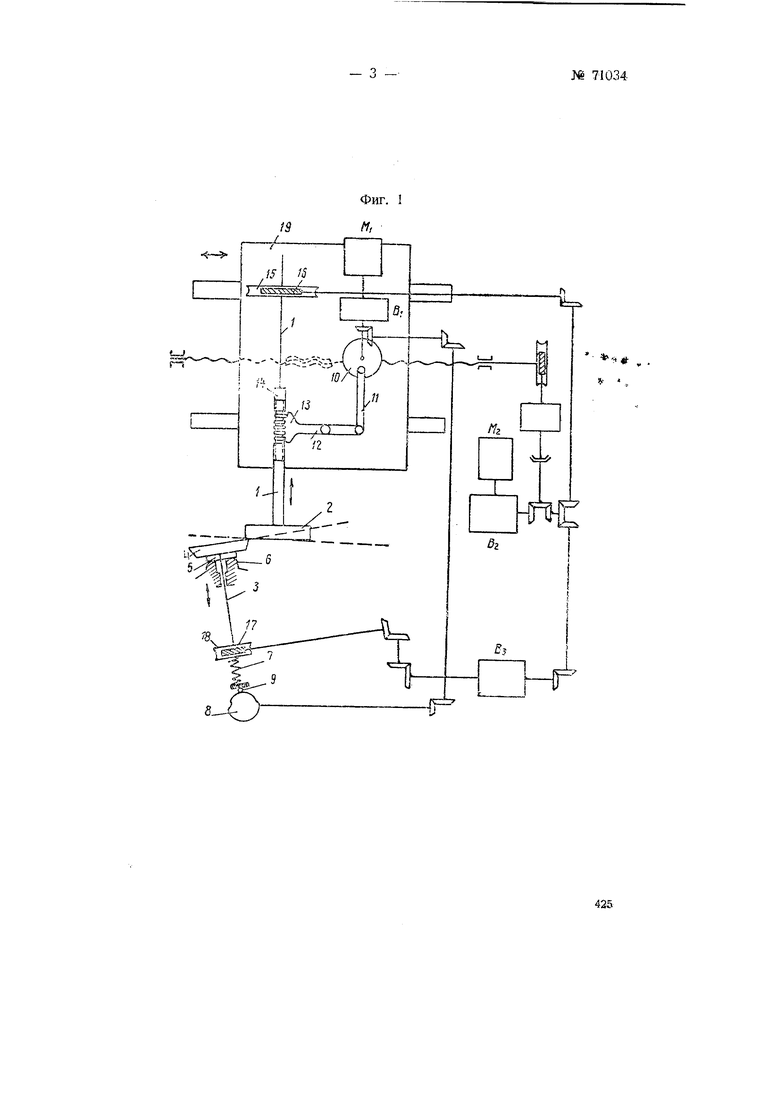
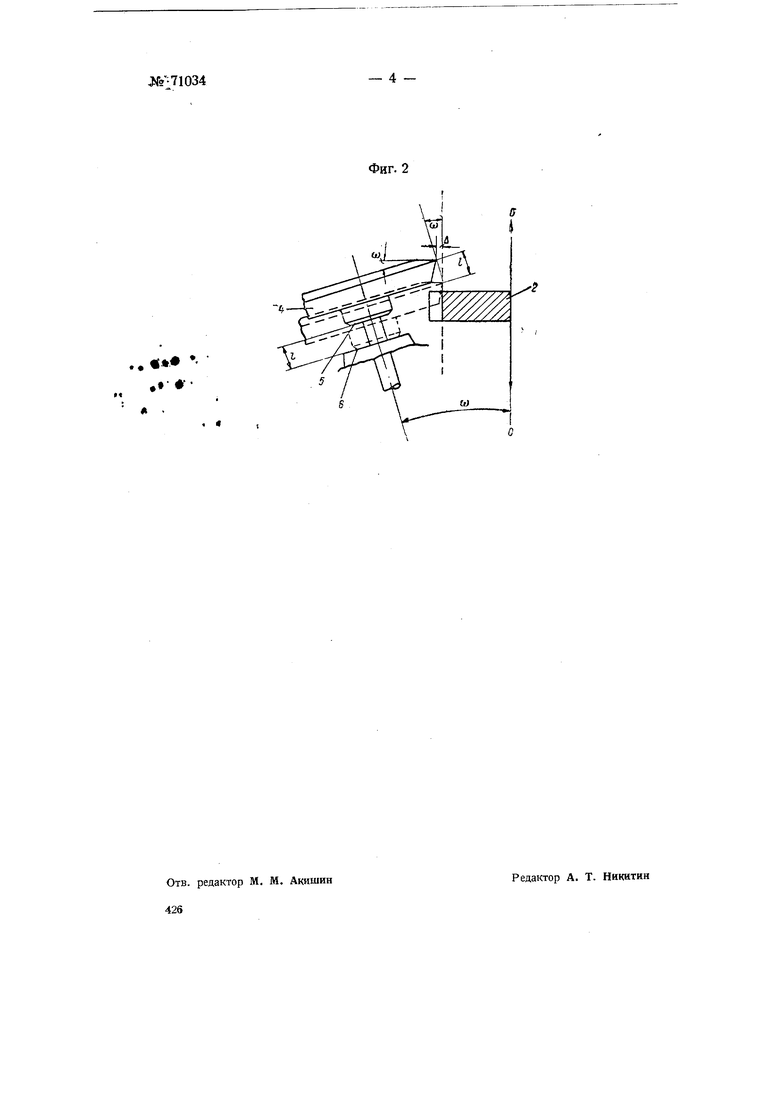
На фиг. 1 изображена принципиальная кинематическая схема зубодолбеЖного станка, а на фиг. 2 - схема перемещения долбяка относительно направления движения изделия.
На движущемся возвратно-поступательном ползуне закрепляется заготовка 2. При нарезании винтовых зубьев ползун одновременно с поступательным движением совершает соответственное согласованное вращательное движение. Для этой цели может быть использовано кулачковое устройство, имеющееся у всех зубодолбежных станков.
Шпиндель 3 с долбяком 4 расположен в нижней части станка, причем его ось наклонена к оси ползуна под углом в 3-4°.
Во время рабочего хода заготовка 2 движется вниз, а шпиндель 3 с долг бяком 4 под действием пружины 7 упирается через фланец 5 в торец 6 неподвижного супорта. Во время обратного хода заготовки шпиндель 3 с долбяком 4 посредством кулачка 8 перемещается вверх, сжимая пружину 7. Вследствие наклонного расположения шпинделя 3 по отношению к направлению хода заготовки, между режущими кромкал1и инструД1ента и заготовкой образуется зазор.
На фиг. 2 сплошными линиями изображены крайнее выдвинутое положение долбяка (перед началом обратного холостого хода заготовки вверх) и крайнее нижнее положение
заготовки (в конце рабочего хода ее вниз). Пунктиром показано положение долбяка в период резания.
Зазор А /sinft), где / - длина хода долбяка. При принятых примерных величинах 1-4 мм и ю 4° получим А 4 sin 4° 40,07 0,28 мм, т. е. зазор вполне достаточный (у станков среднего размера зазор А обычно равен 0,2 ч- 0,4 мм).
Перед началом хода заготовки вниз выступ кулачка 8 сбегает с торца 9 шпинделя 3, и ана 7 отжимает шпиндель вниз, устанавливая его в рабочее положение.
Таким образом во время работы шпиндель 3 с долбяком 4 будут совершать возвратно-постЗпательное движение в осевом направлении с очень небольшим ходом.
Посредством надлежащих кинематических цепей обеспечивается соответственное вращение шпинделей долбяка и заготовки, а также согласованное вращение кулачка 8 с возвратно-поступательным движением ползуна.
Врезание можно осуществлять двояким способом: за счет перпендикулярного перемещения оси ползуна (супорта с механизмом долбяка) или каретки /9 с узлом ползуна.
Электромотор MI через вариатор скорости Б сообщает вращение кривошипному диску 70. Последний через шатун 71, балансир 72 с зубчатым сегментом 73, сцепляющимся с круговой зубчатой рейкой цилиндра 74, сообщает этому цилиндру возвратнопоступательное движение. Совместно с последним перемещается и шпиндель 7 с заготовкой.
От того же вариатора В через систему конических шестерен вращение передается кулачку 8, который вращается синхронно с кривошипным диском 70 и в надлежащие моменты (начало обратного хода заготовки вверх) перемещает вверх в осевом направлении шпиндель 3 с долбяком, благодаря чему создается необходимый зазор между режущими кромками инструмента и поверхностью обрабатываемых зубьев заготовки.
Другая самостоятельная кинематическая цепь приводится в действие электромотором М. Последний через вариатор скорости В, систему конических шестерен и червячную пару 75 и 76 сообщает вращение шпинделю 7 с заготовкой. Эта кинематическая цепь соединена с кинематической цепью привода вращения долбяка через систему конических шестерен, вариатор Вд и червячную пару 77-78.
С помощью этих кинел1атических цепей согласуются вращательные движения долбяка и заготовки. Получается кинематическая цепь обкаточного движения, настраиваемая вариатором скорости БЗПредмет изобретения
Зубодолбежный станок для обработки цилиндрических шестерен малых модулей нормальными долбяками с осуществлением относительного возвратно-поступательного рабочего движения заготовки, отличающийс я тем, что с целью обеспечения радиального отвода долбяка от заготовки путем осевого перемещения при ее холостом ходе ось долбяка повернута в плоскости оси заготовки по отношению к последней на некоторый угол таким образом, что плоскость переднего торца долбяка составляет с торцовой плоскостью заготовки в верхнем секторе острый угол.
/5
Фиг. 1 Н,
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматический станок для нарезания спиральных зубьев конических шестерен | 1948 |
|
SU86515A1 |
| Гидравлический зубодолбежный станок | 1936 |
|
SU51854A1 |
| Роторный зубодолбежный станок | 1984 |
|
SU1199494A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 2011 |
|
RU2475341C2 |
| Двухшпиндельный зубодолбежный станок | 1990 |
|
SU1828788A1 |
| Приспособление к зубодолбежному станку для нарезания методом обкатки некруглых зубчатых колес | 1958 |
|
SU118256A1 |
| Станок для нарезания цилиндрических зубчатых колес | 1939 |
|
SU57481A1 |
| ДВУХСУППОРТНЫЙ ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1967 |
|
SU198889A1 |
| Зубодолбежный станок | 1985 |
|
SU1287994A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1992 |
|
RU2009795C1 |
to/
#
f
,
T(T
/2
3
зж
Вг
..« П
«
