(54) УСТРОЙСТВО ДЛЯ ПОРЦИОННОГО ВЗВЕШИВАНИЯ .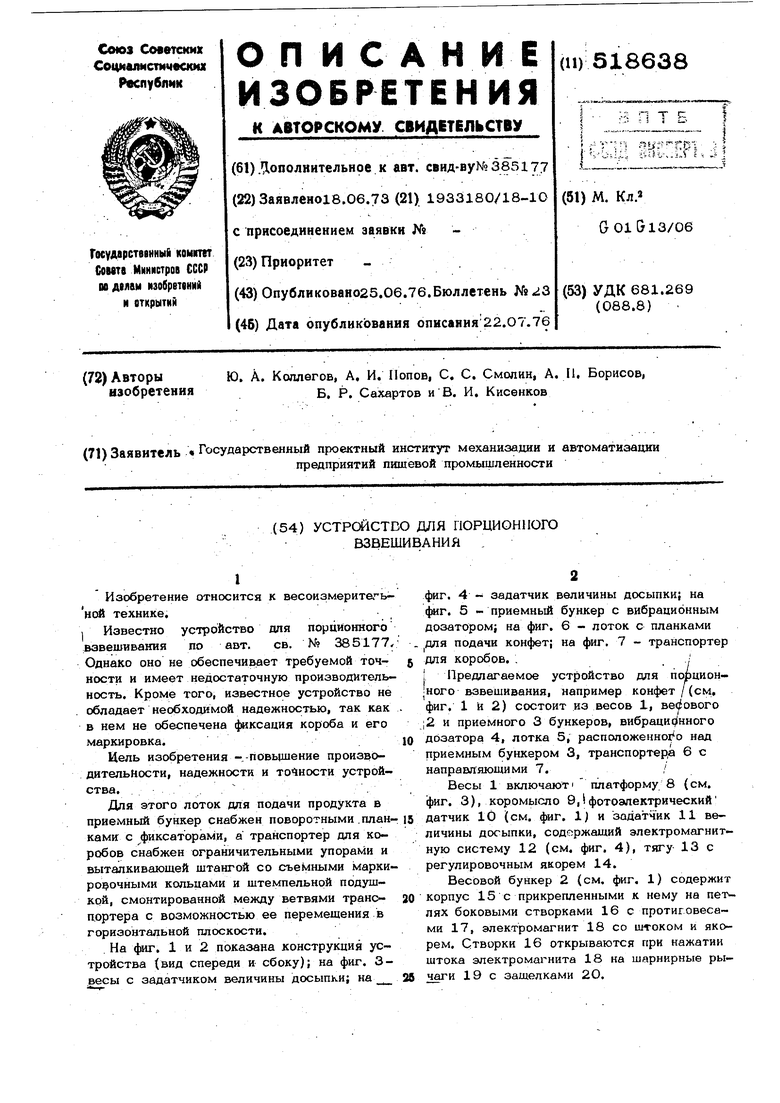
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического весового дозирования штучных изделий | 1976 |
|
SU679812A1 |
| Устройство для автоматического весового дозирования штучных изделий | 1977 |
|
SU662818A1 |
| Устройство для автоматического дозирования штучных кондитерских изделий | 1977 |
|
SU690317A1 |
| Устройство для порционного взвешивания | 1976 |
|
SU591714A1 |
| Устройство для весового дозирования | 1977 |
|
SU684321A1 |
| ПОРЦИОННЫЙ ДОЗАТОР ПОРОШКОВЫХ МАТЕРИАЛОВ | 1969 |
|
SU241039A1 |
| УСТРОЙСТВО ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ ИЗВЕСТКОВО-ОБЖИГОВОЙ ПЕЧИ | 1992 |
|
RU2037785C1 |
| ВЕСОВОЙ ДОЗАТОР | 1991 |
|
RU2010753C1 |
| УСТРОЙСТВО ДЛЯ ВЕСОВОГО ДОЗИРОВАНИЯ СЫПУЧИХ И МЕЛКОШТУЧНЫХ ПРОДУКТОВ | 2001 |
|
RU2196713C1 |
| Автоматический объемно-весовой дозатор | 1970 |
|
SU1841250A1 |
Изобретение относится к весоисзмеритегь- ной технике.
I Известно устройство для порционного взвешивания по авт, св. N 385177, Однако оно не обеспечивает требуемой томности и имеет недостаточную производительность. Кроме того, известное устройство не обладает необходимой надежностью, так как в нем не обеспечена фиксация короба и его маркировка.
Цель изобретения --повышение производительности, надежности и точности устройства.
Для этого лоток для подачи продукта в приемный бункер снабжен поворотными .планками с фиксаторами, а транспортер для коробов снабжен ограничительными упорами и выталкивающей штангой со съемными маркиро очными кольцами и штемпельной подушкой, смонтированной между ветвями транс- портера с возможностью ее перемещения в горизонтальной плоскости. .
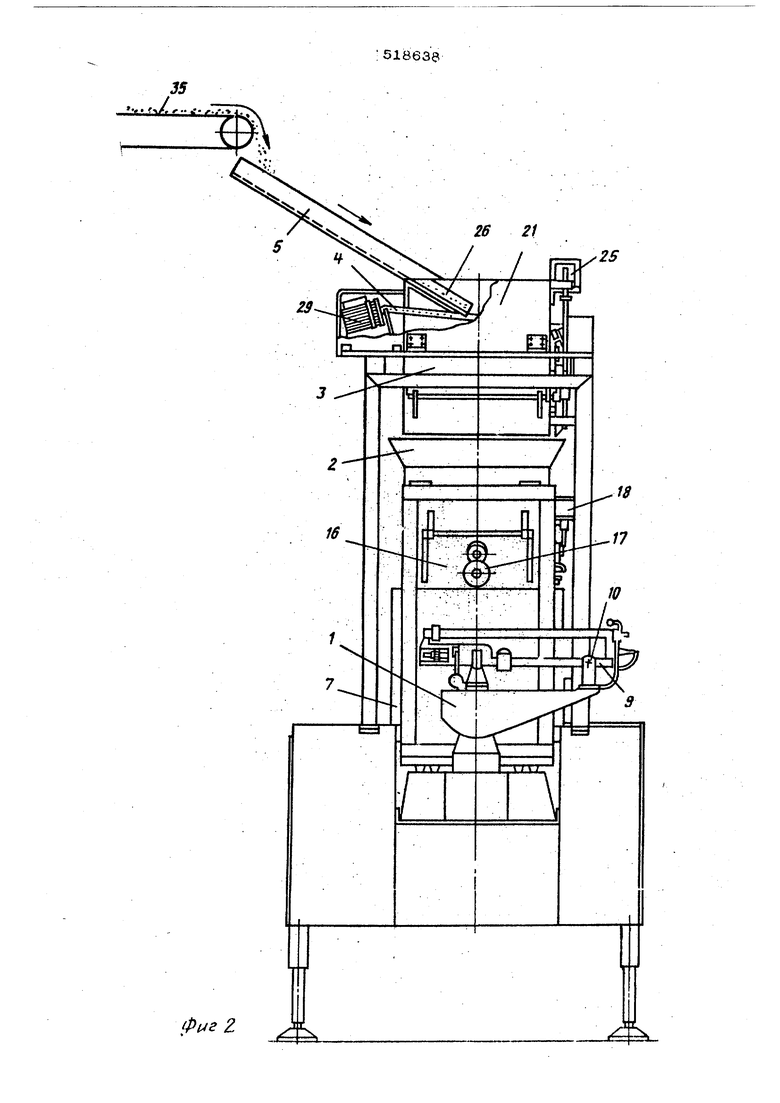
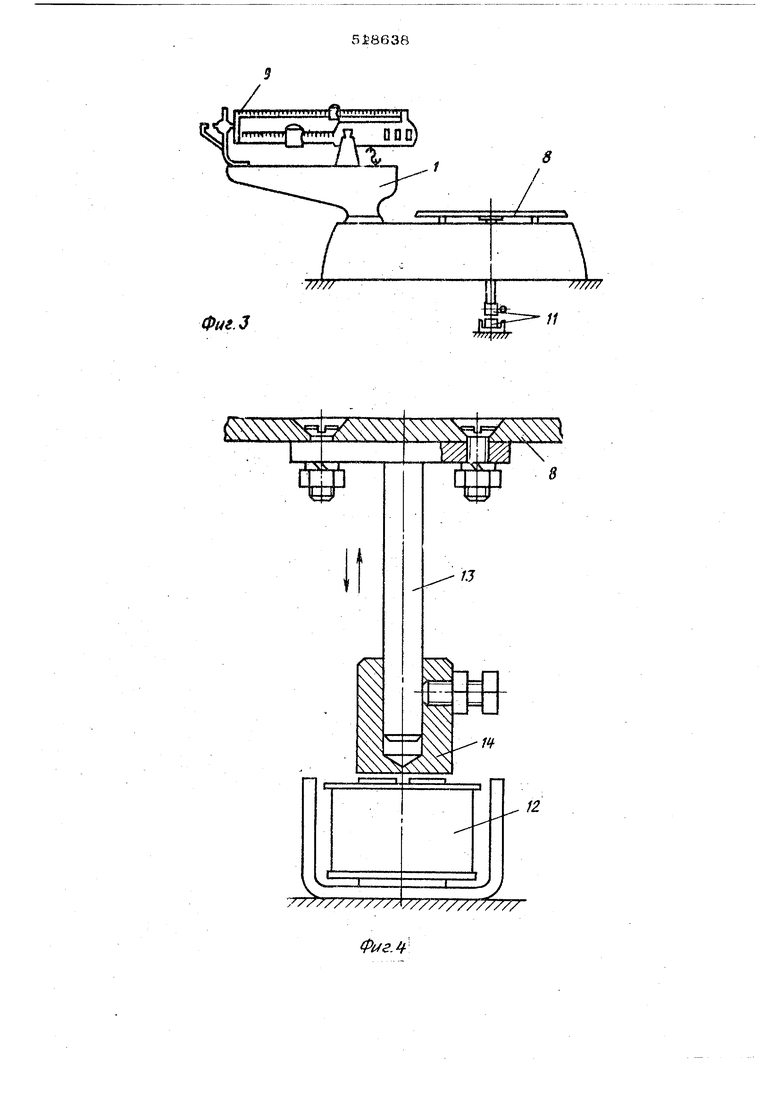
На фиг. 1 и 2 показана конструкция устройства (вид спереди и сбоку); на фиг. 3весы с задатчиком величины досыпки; на
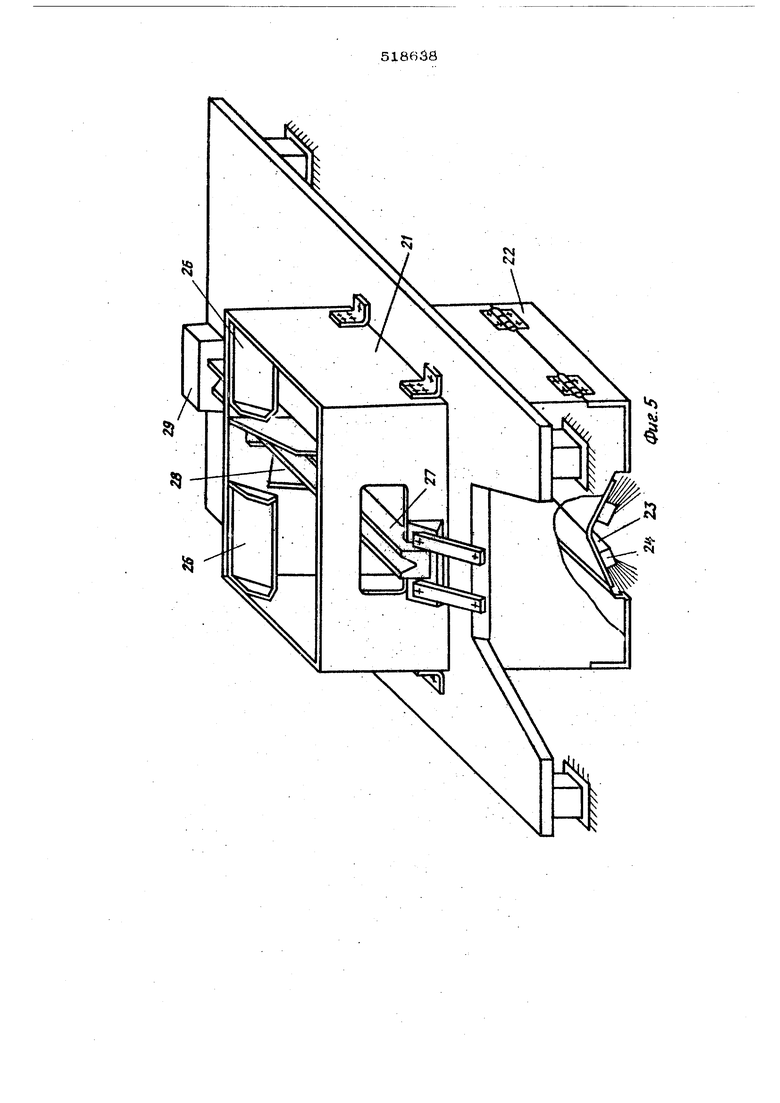
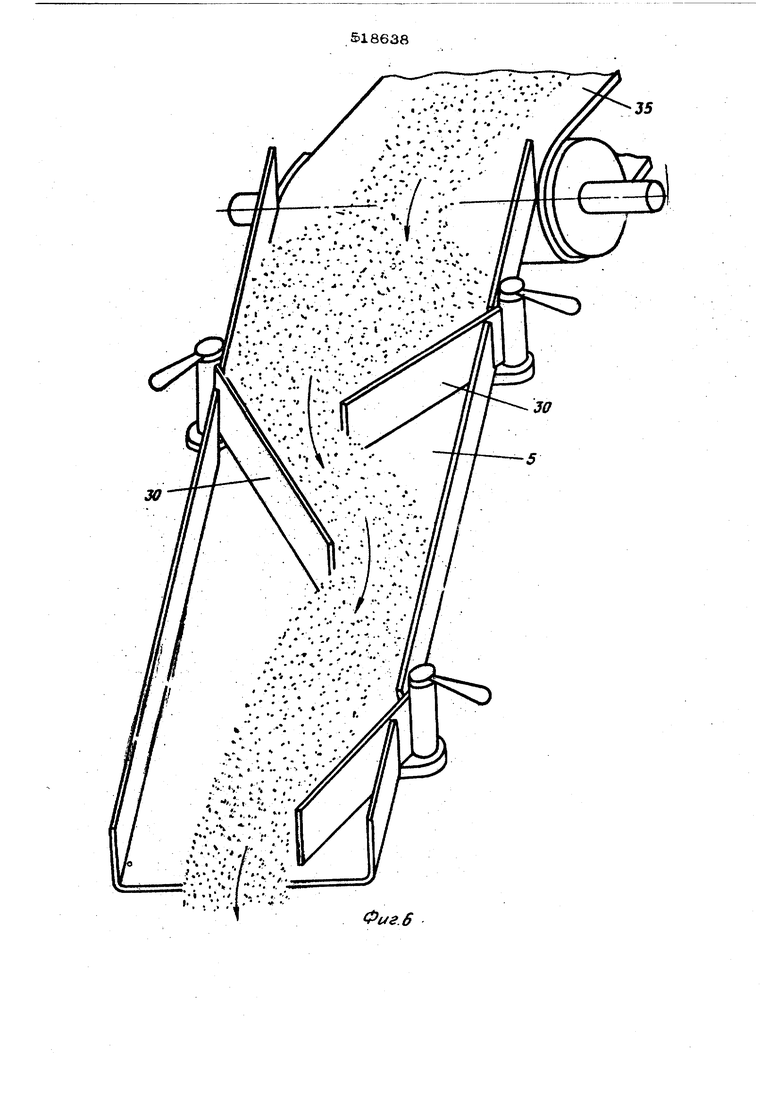
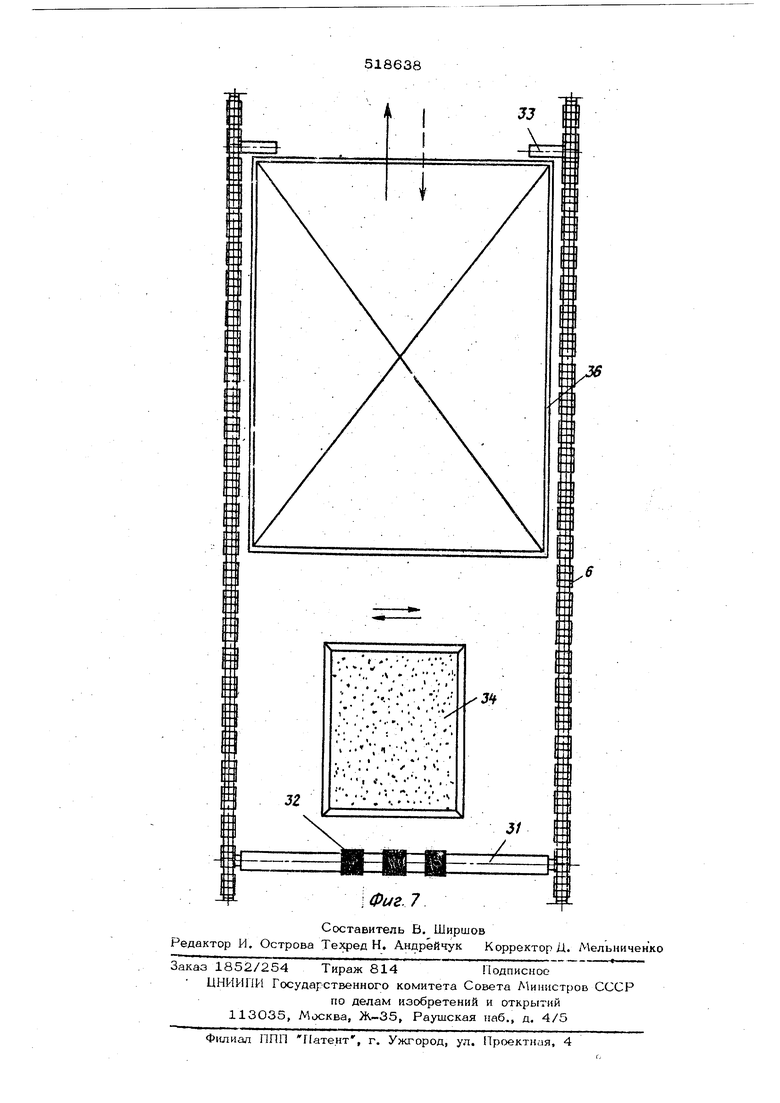
фиг. 4 - задатчик величины досыпки; на 4«r. 5 - приемный бункер с вибрационным дозатором; на фиг. 6 - лоток с планками для подачи конфет; на фиг. 7 - транспортер для коробов. ,
I Предлагаемое устройство для порционного взвешивания, например конфет / (см, фиг. 1 И 2) состоит из весов 1, вес/ового ;2 и приемного 3 бункеров, вибраци(;(нного дозатора 4, лотка 5, расположеннох о над приемным бункером 3, транспортера 6 с направляющими 7./
Весы 1 включают платформу 8 (см. фиг. 3), коромысло 9,iфотоэлектрический датчик Ю (см. фиг. i) и задатчик 11 величины дсюыпки, содержащий электромагнитную систему 12 (см. фиг. 4), тягу 13с регулировочным якорем 14.
Весовой бункер 2 (см. фиг. 1) содержит корпус 15 с прикрепленными к нему на петлях боковыми створками 16с протигсвесами 17, электромагнит 18 со штоком и якорем. Створки 16 открываются при нажатии штока электромагнита 18 на шарнирные рычаги 19 с зашелками 2О. 35 На корпусе 21 приемного 5ункера 3 (см, флг. 5), снабженного открывающимися створками 22и дном 23 в виде выпуклого двухстороннего ската со щетками 24 ка конце, которые предохраняют конфеты от цеформалии при закрывании створок 22, рао положены sneKTpoMafHHT 25, течки 26, же лоб 27 с двумя наклейными бортиками 28 со встречно скошенными краями для разворота конфет в продольнсю положение, вибратор 29. Лоток 5 снабжен поворотными фиксируе|мыми планками 30 (см. фиг. 6). Транспортер 6 опя коробов (см. фиг. 7) состоит из штанги 31 с маркировочными, например резиновыми кольцами 32, jjoiopoB 33, закрепленных на цепи, и штемпельной подушки 34, смонтированной подвижно для возможной подгонки Qe под маркировочные кольца 32. Транспортер 35 (см. фиг. 1) служит 4ля подачи конфет к устройству. Работает устройство для порционного взвешивания следуюцим образом. Пустой яшик 36 (или гофрированный «ороб) вручную устанавливается до упоров 33 на настил цепного транспортера 6 под весовой бункер 2, при : этом боковые клапаны КО1- эба заводятся в напраьляюшие 7, а пе редннй и задний клапаны устанавливаются вертикально (см. фиг. 1, 2 и 7). Продукция, предназначенная для взвешиВания (завернутые конфетыу, подается не- прерывно транспортером 35, а затем по лотку 5 и двум течкам 26 поступает сквозь приемный бункер 3 в весовой бункер .2,, смонтированный непосредственно на стойках, основания которых закреплены на платформе 8 весоч 1. При этом происходит уравшвешивание гирь с помощью поступак шего в весовой бункер 2 продукта.
Устройство работает на двойном режиме питания - основном потоке и досыпке. Происходит это следующим образом, В начале взвешивания электромагнит 25 выключен, створки 22, закрепленные петлями на корпусе приемного бункера 3, открыты, створТки весового бункера 2 закрыты, коромысло 9 весов 1 цаходится в нижнем положении, а платформа 8 - в верхнем положении, электромагнитная система 1.2 задатчика величины досыпки 11 включена и притягивает тягу 13, жестко укрепленную на нйжней .части платформы 8 вместе с последней с заданной силой, например в ОО г. При этом велч:чина зазора между тягой 13 и электромагнитной системой 12 регулируется якорем 14, смонтированным на конце тяги .13.
Коромысло 9 весов 1 вновь опускается в крайнее нижнее положение. Одновременно I включается электромагнит 25 и створки 22 приемного бункера 3 закрываются. Включается вибратор 29 дозатора 4, Основной поток конфет по течкам 26 поступает в приемный бункер 3, а часть их - на вибраци- онный дозатор 4. Конфеты, падая на наклонные бортики 28 дозатора 4,разворачи- ваются в продольном направлении и.подают;ся вибрируюшим наклонным желобом 27 в весовой 6yiiKei9 2.
Конструктивно дозатор 4 выполнен так, что по желобу 27 может перемещать я .«только один ряд конфет. Все излишние кон- падают На дно 23 приемного бункера 3. Таким образом, в начальный- момензвешивания на весах 1 задатчик в ущнины осыпки 11 уже устанавливает вес 2OQ Г. Конфеты по лотку 5 и течкам 26, проходя сквозь приемный буккер 3 поступают в весовой бункер 2, створки 16 которого закрыты. Для обеспечения равномерно лодачи конфет 3 весовой... бункер 2 при неравномерном их поступлении по транспортеру 35 лоток 5 снабжен системой поворО1Ных планок 30 (см. фкг, 6), угол установки которых можно регулировать. Поворотные планки 30 создают поток , интенсивность которого не может быть больше наперед заданной величины. Если конфет поступает немного, т ) они беспрепятственно проходят по лотку 5, через приемный.бункер 3, в весовой бункер 2, не накапливаясь в начальной верхней части лотка 5. При больших нагрузках пропускная способность лотка 5 достигает своей наибольшей величи 1ы, которая и поддерживается, пока пробка в верхней части лотка 5 не рассосется. Но эта наибольшая величина пропускной способности в штуках и граммах в единицу времени не должна быть больше, чем заданнай величина досыпки с уча-} том времени срабатывания элементов ус- тройства при достижении грубого веса, Когда в весовом бункере 2 наберутся конфеты в количестве, соотве-ствуюшем заданному грубому весу, платформа 8 опускается, а коромысло 9 весов поднимается и при своем -движении воздействует на фотоэлектрический датчик 1О; который включа ВТ электромагнитную систему 12 задаачйкй величины досыпки 11; снимая тем самым заданный вес (200 г) с платформы 8 весов 1. Платформа 8 весов 1 поднимается вверх..
При достижении точного веса гшятформа 8 весов 1 опускается, о коромысло 9 весрж Д поянимается а верхнее положение. Фотоэлектрический датчик 10 выключает вибратор 29, включает электромагнит Id, который открывает защелки 20.
Створки 16 под тяжестью массы конфет открываются, и конфеты высыпшотся в ящик или короб, С10ЯЩИЙ на настиле транспорт1ера 6.
Штаагой 31 транспортера 6 короб 36 с .конфетами выводится из-под устройства на сборный транспортер, направляющий короба на обандероливающий автомат (на чертеже не показан).
Под действием грузовых противоБесов 17 створки 16 закрываются. Выключаются электромагнит 18 и электромагнит 25 при емкого бункера 3 и включается задатчик 11 величины досьтки,
Створки 22 приемного бункера 3 открываются и находящиеся в нем конфеты высыпаются в весовой бункер 2, Затем процесс повторяется, т.е. конфеты по течкам 26 через открытый приемный бункер 3 поступают в весовой бункер 2.
Выполнение дна 23 бункера 3 в виде выпуклого скатаобусловлено необходимостью равномерного распределения взвешиваемого продукта по всему объему и быстрого .ысыпания его в момент открываниястворок 22,
Открытие весового бункера 2 обеспечивается включением электромагнита 18, оттягиваюшего шарнирные рычаги 19с защелками 20, освобождающими створки 16, открывающиеся под действием массы конфет, -находящихся в бункере 2.
Створки 16 закрываются под действием инерционной силы грузовых противовесов 17. В этот момент электромагнит 18 уже отключен и шток под действием пружины занимает свое первоначальное положение.
После (выполнения всех операций взвеш1Н пания н дозирования поргий конфет цикл поБТоряе1х:я.
Для возможности нанесения меток (мар кировки) на короба, цепной транспортер) ( снабжен вращающейся штангой 31 с ре зиновыми (маркировочными) съемныкги кольцами 32.
С началом движения транспортера О реJ9 I зиковые кольца 32 на штанге 31 прокаты I ваются по щтемпааьной подушке 34. Штакjra 31 начинает двигать короб по настилу, :и в момент схода короба с настила на сбор|Ный транспортер штанга 31 начинает вра15 |щаться, прокатывая резиновые кольца 32, ,несу7цие на себе штекшельпую краску.
На задней с.тенке короба остаются 1, 2 н.З и т.д. метки, нанесенные краской. Перемещая штемпельную подушку 34, мож20 но добиться прокатывания по ней одного, двух и более резиновых маркировочных колец и тем самым варьировать количество меток, а сдвигая сами кольца, можно менять ширину меток маркировочных колец 2 32. Для возможности сброса коробп транспортер 6 выполнен реверсивным, а функцию сталкивателей выполняют упоры 33.
Формул4. изобретения
30 I .
Устройство для порционного взвешивания по авторскому свидетельству J 385177, отличающееся тем, что, с целью ;повышения производительности,- надеяашсти
15 и точности, в нем лоток для подачи продукта в приемный бункер снабжен поворотными планками с фиксаюрамн, а транспортер для коробов снабжен ограннчит-ельпыми упорамн и вытапкиваюшей штатной со съемными мар
40 кировочными кольцами и штемпельной подушкой, смонтированной между ветвями транспор тера с возможностью ее перемещения в горизонтальной плоскости.
Фиг. 1
ЗУ
х-.:. /
22
Фиг г
Фиг.З
«LJtb
8
11
X
23
(.
Фие.6
