1
Изобретение относится к области обработки металлов давлением и может быть иснользовано при клеймении материалов.
Известна клеймовочная головка, содержащая закрепленный в корпусе клеймодержатель, клейма которого установлены с возможностью осевого перемещения, и каретку, на которой на оси установлен рабочий ролик с возможностью последовательного взаимодействия с 1.
Недостатком головки является низкое качество клеймения.
С целью обеспечепия равномерного внедрения клейм в маркируемое изделие описываемая головка снабжена жестко закрепленными на концах оси ролика рычагами, свободные концы которых связаны пружинами с кареткой, при этом ось выполнена коленчатой.
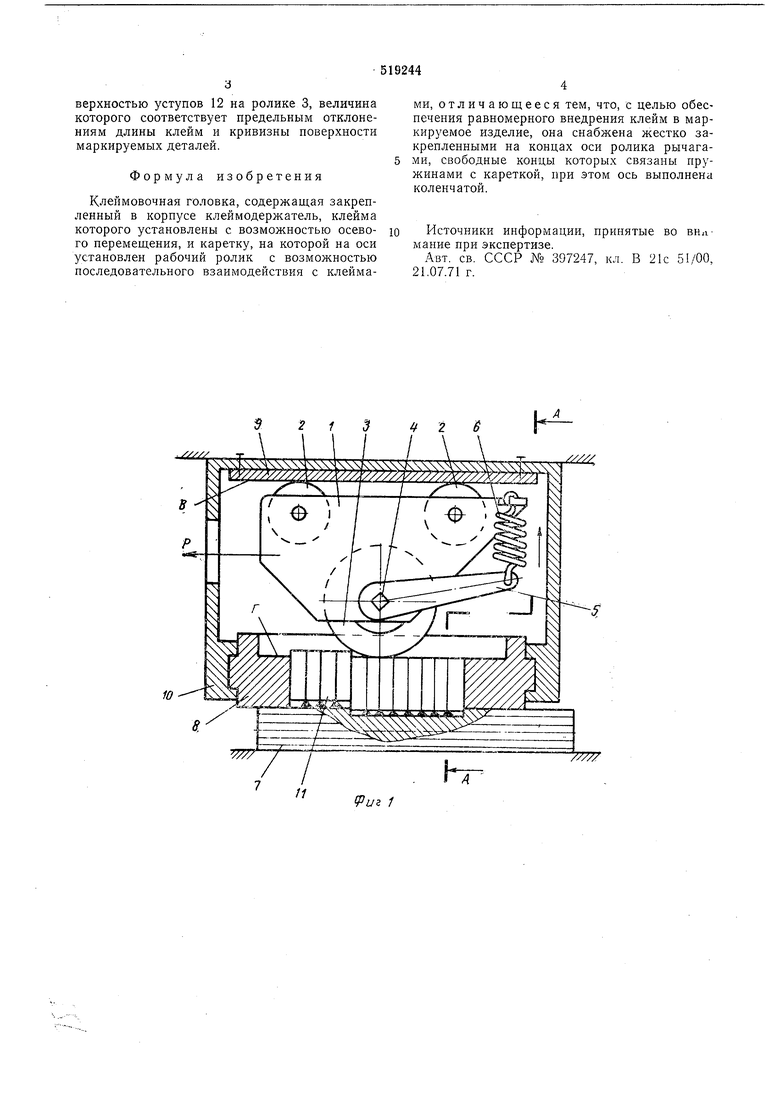
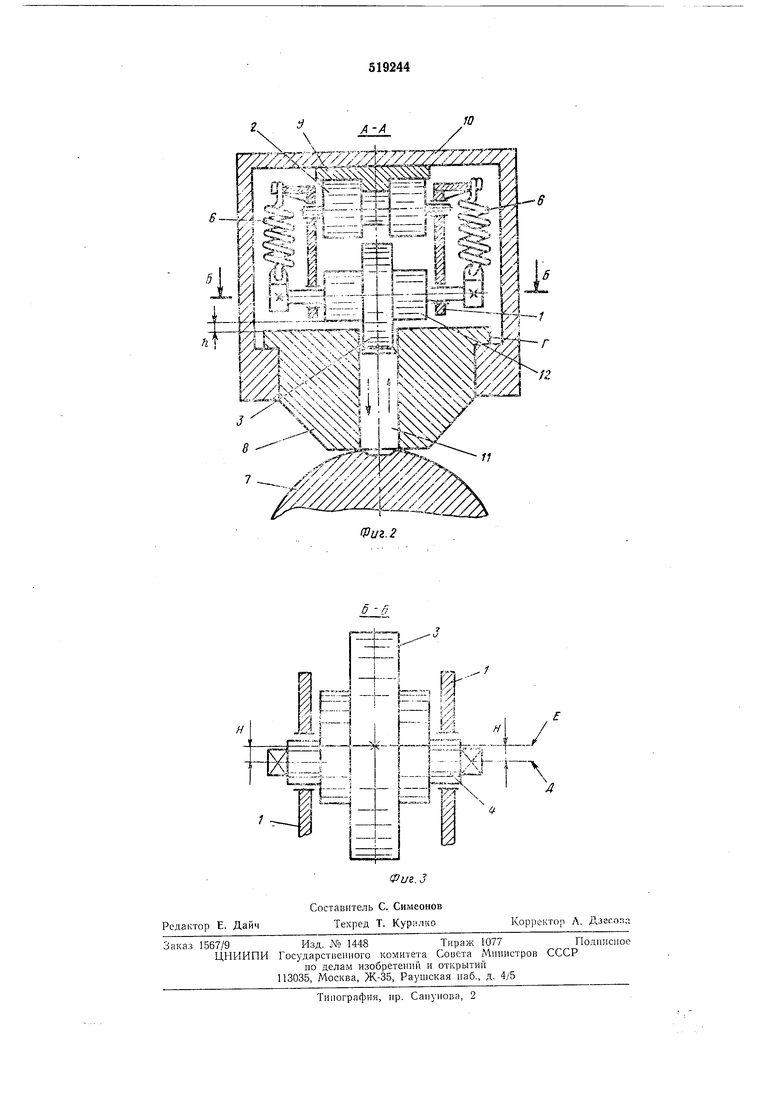
На фиг. I изображена клеймовочпая головка, вид сбоку; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2.
Клеймовочная головка состоит из каретки I, двух опорных роликов 2, нижнего рабочего ролика 3, вращающегося на коленчатой оси 4, закрепленной на каретке, жестко связанной с двумя длинноплечимн рычагами 5, подцружиненными пружинами 6.
Клеймовочная головка работает следующим образом.
При передвижении каретки вдоль оси маркируемой детали 7 (фиг. I) под действием силы Р, сообщаемой приводом перемещения (на чертеже не показан), в калиброванном промежутке, образованном внизу плоскостью Г клеймодержателя 8 и сверху плоскостью В опорной нлиты 9, закрепленной на корпусе маркировочной головки 10, рабочий ролик 3 поочередно контактирует с верхними торцами клейм II, осун1ествляя клеймение.
Теоретическая oci) Д коленчатой оси 4 (фиг. 3), проходян1ей через подшипниковые отверстия каретки I, сменена по отнонденню оси Е ролика 3 на величину эксцентриситета Н, а концы осевой опоры 4 (фиг. I) жестко связаны с длинноплечими рычагами 5, находящимися под воздействием 6. По этой причине рабочий ролик 3 оказывает постоянное давление на клейма 11 с силой, обеспечивающей процесс маркирования.
При отклонении поверхности маркируемой детали от прямолинейной формы или применении некалиброванных но длине пуансонов ролик 3 перемещается в пазу клеймодержателя 8 в вертикальном направлении, обеспечивая равномерное внедрение всех клейм в маркируемое изделие.
Перемещение ролика 3 вниз ограничено зазором h (фиг. 2), образованным новерхностью Г клеймодержателя 8 и цилиндрической поверхностью уступов 12 на ролике 3, величина которого соответствует предельным отклонениям длины клейм и кривизны поверхности маркируемых деталей.
Формула изобретения
Клеймовочная головка, содержащая закрепленный в корпусе клеймодержатель, клейма которого установлены с возможностью осевого перемещения, и каретку, на которой на оси установлен рабочий ролик с возможностью последовательного взаимодействия с клеймами, отличающееся тем, что, с целью обеспечения равномерного внедрения клейм в маркируемое изделие, она снабжена жестко закрепленными на концах оси ролика рычагами, свободные концы которых связаны пружинами с кареткой, при этом ось выполнена коленчатой.
10Источники информации, Припятью во ВНлмание при экспертизе.
Авт. св. СССР № 397247, кл. В 21с 51/00, 21.07.71 г.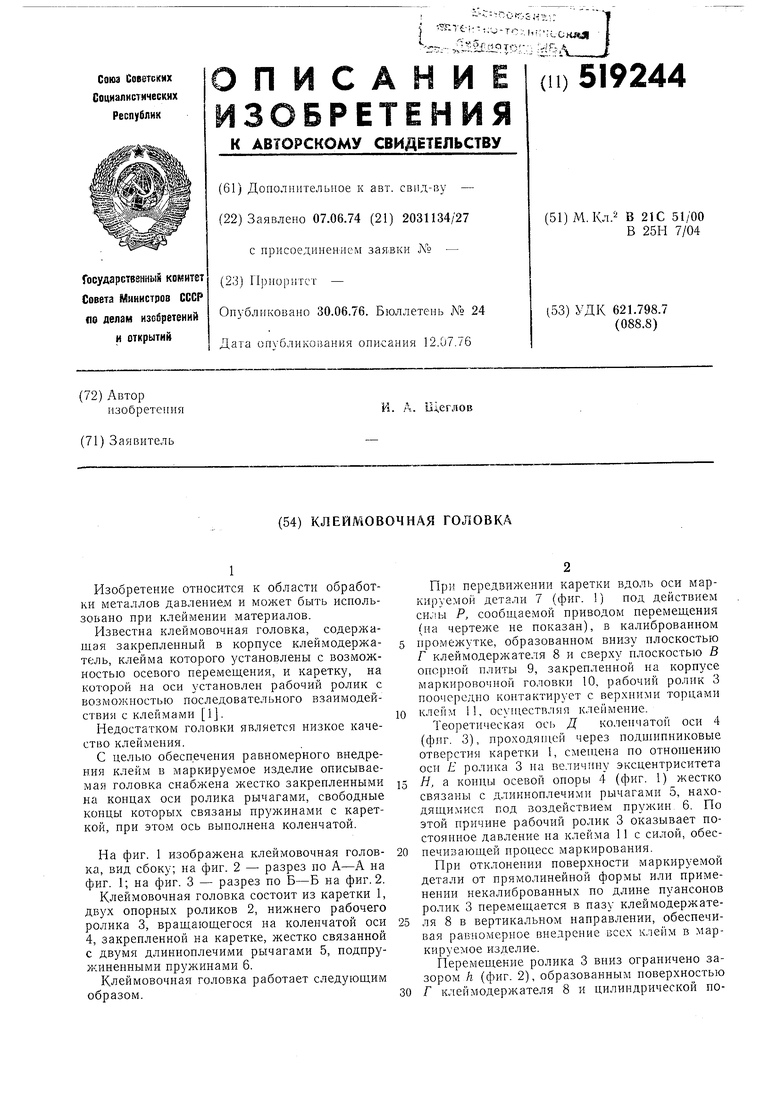
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для клеймения | 1978 |
|
SU753516A1 |
| КЛЕЙМОВОЧНАЯ ГОЛОВКА | 1973 |
|
SU369955A1 |
| Устройство для маркирования | 1975 |
|
SU579067A1 |
| Клеймовочная головка | 1977 |
|
SU733769A1 |
| Устройство для клеймения цилиндрических деталей в торец | 1972 |
|
SU473544A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ ПРОКАТА | 1993 |
|
RU2086325C1 |
| Устройство для клеймения | 1980 |
|
SU897369A1 |
| МАРКИРОВОЧНОЕ УСТРОЙСТВО | 1970 |
|
SU262663A1 |
| Устройство для клеймения деталей | 1978 |
|
SU682305A2 |
| Устройство для клеймения деталей в торец | 1980 |
|
SU937075A2 |
. /УХ/Х
(риг 1
А //// / / /V // /
/р --- --- И :- -чЛ LV4V
г::5:р t ia-4-I
4-e Ts t- - SfCTy
6-
-i e /i i:::::J 1 c lv
л C) -.,- , .™J ;. ..; ;«jsP t/
Й
-. ..l-vs
t
/i
