1
Изобретение относится к области обработки металлов давлением.
Известно устройство для гибки панелей двойной кривизны, содержащее выпуклый и вогнутый валки и эластичный элемент. Точность деталей, получаемых на этом устройстве, невысока, так как трудно компенсировать ве.личину пружинения.
Цель изобретения - повысить точность изготавливаемых деталей.
С этой целью эластичный элемент выполнен в виде технологической прокладки, армированной в одном направлении высокопрочными волокнами.
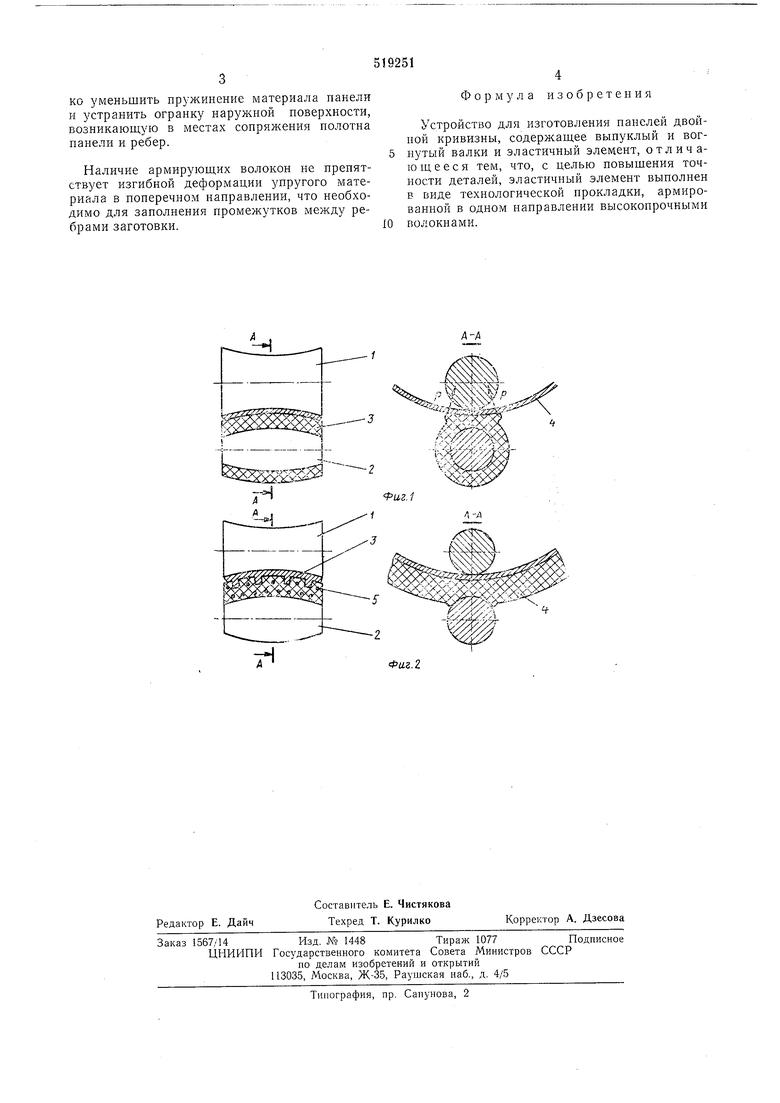
На фиг. 1 изображена схема известного устройства; на фиг. 2 - схема предложенного.
Существующее устройство (фиг. 1) состоит из верхнего 1 и нижнего 2 валков, приводимых в вращение. Один из валков, например валок 2, покрыт слоем упругого материала 3 (резины). Листовая заготовка 4 перемещается между валками за счет сил контактного трения и изгибается в поперечном направлении в соответствии с формой валков. В продольном направлении лист изгибается моментом, создаваемым силами Р при деформации упругого материала. После снятия технологической нагрузки деталь несколько распрямляется за счет упругой отдачи, что приводит к искажению ее формы.
В случае, если в качестве заготовки используется монолитная панель, имеющая продольные или продольные и поперечные ребра, величина пружинения будет еще больще, так как жесткость панели гораздо больше жесткости листа. По той же причине изгиб панели на малые радиусы невозможен. Для уменьшения пружинения требуется значительно увеличить удельное давление упругого заполнителя на заготовку. В существующей конструкции это невозможно, так как упругий материал 3 имеет возможность свободно удлиняться в направлении прокатки.
В предлагаемом устройстве в отличие от известного упругий материал 3 не крепится к одному из валков, а перемещается вместе с заготовкой 4 монолитной панели. Для уменьшения деформации упругого материала 3 в продольном направлении его армируют высокопрочными волокнами 5, которые располагаются в продольном нанравлении. Наличие армирующих волокон 5 затрудняет продольную деформацию материала 3, что позволяет значительно повысить величину удельного давления его на монолитную заготовку 4. Повышение удельного давления, т. е. заготовки в радиальном направлении, позволяет резKG уменьшить пружинение материала панели и устранить огранку наружной иоверхности, возникающую в местах сопряжения полотна панели и ребер.
Наличие армирующих волокон не препятствует изгибной деформации упругого материала в поперечном направлении, что необходимо для заполнения промежутков между ребрами заготовки.
Формула изобретения
Устройство для изготовления панелей двойной кривизны, содержащее выпуклый и вогнутый валки и эластичный элемент, отличающееся тем, что, с целью повыщения точности деталей, эластичный элемент выполнен в виде технологической прокладки, армированной в одном направлении высокопрочными волокнами.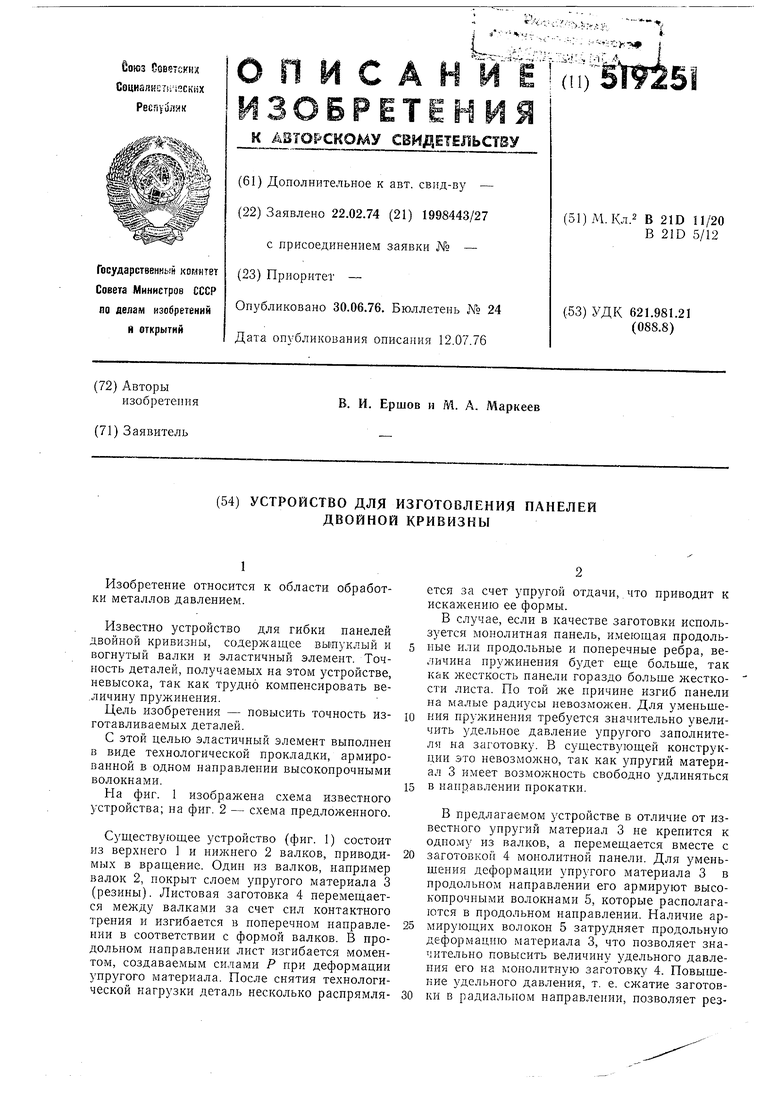
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ | 2011 |
|
RU2475322C1 |
| Трехслойная амортизационная оболочка | 1983 |
|
SU1157188A2 |
| СЛОИСТЫЙ АЛЮМОСТЕКЛОПЛАСТИК И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2015 |
|
RU2600765C1 |
| ХОККЕЙНАЯ КЛЮШКА СО СМЕННЫМ КРЮКОМ, ВЫПОЛНЕННАЯ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА, И СМЕННЫЙ КРЮК ДЛЯ НЕЁ | 2023 |
|
RU2814675C1 |
| Многослойная гибкая полимерная труба, способ ее непрерывного изготовления и устройство для осуществления способа | 2019 |
|
RU2717736C1 |
| Устройство для изготовления обшивок и обечаек | 1983 |
|
SU1183232A1 |
| Способ производства электросварных труб | 1986 |
|
SU1353548A1 |
| ГИБКАЯ ПОЛОСА ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА, СОДЕРЖАЩАЯ АРМИРУЮЩИЕ ЭЛЕМЕНТЫ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ОБЪЕМНАЯ ЯЧЕИСТАЯ КОНСТРУКЦИЯ, ВЫПОЛНЕННАЯ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2021 |
|
RU2760449C1 |
| МНОГОСЛОЙНОЕ АРМИРОВАННОЕ ВИБРОШУМОДЕМПФИРУЮЩЕЕ ПОКРЫТИЕ ПАНЕЛИ КУЗОВА АВТОТРАНСПОРТНОГО СРЕДСТВА | 2011 |
|
RU2472648C1 |
| СПОСОБ СОЗДАНИЯ КОМПОЗИТНОГО УГЛОВОГО СОЕДИНИТЕЛЬНОГО ЭЛЕМЕНТА НА БАЗЕ ЦЕЛЬНОТКАНОЙ 3D ПРЕФОРМЫ С ПЕРЕМЕНОЙ СТРУКТУРЫ АРМИРОВАНИЯ | 2023 |
|
RU2818055C1 |
Д-/5
Фаг.2
