Изобретение относится к обработке металлов давлением, в частности к изготовлению листовых деталей гибкой, и может быть использовано в машиностроительной, авиационной и других отраслях промышленности при изготовлении деталей типа обшивок и обечаек одинарной или двойной кривизны из малопластичных и высокопрочных листовых композиционных материалов.
Целью изобретения является повышение качества при изготовлении обшивок двойной кривизны из композиционного материала.
На фиг. 1 схематично изображено предлагаемое устройство для изготовления обшивок и обечаек гибкой; на фиг. 2 - эпюры распределения продольных напряжений в очаге деформации.
Устройство для изготовления обшивок и обечаек содержит валки 1 и 2, между которыми помеш.ены две технологические прокладки 3 и 4.Прокладка 3 выполнена из тонколистового прочного материала и контактирует с валком 1. Прокладка 4 выполнена из мягкого толстолистового материала и контактирует с валком 2. Заготовка из композиционного материала 5 помещается между прокладками 3 и 4 и прокатывается в валах, загибаясь в сторону более прочной прокладки.
В случае применения вогнутого и выпуклого валков предлагаемое устройство позволяет получить заготовки двойной кривизны.
Ввиду того, что прочностные свойства прокладок и их толщины значительно отличаются (cFs3 (3-4) (ii4), основная деформация осуществляется за счет мягкой прокладки 4. Это приводит к различным значениям углов и дуг захвата ( ), Малая дуга захвата со стороны прокладки
3из тонколистового прочного материала (например, ст. 3 толщиной 0,3-1 мм) соответствует -|Э«- ;0,5-1 и приводит к появлению растягивающих напряжений в центре пакета (эпюра а на фиг. 2). Большая дуга захвата со стороны мягкой прокладки
4(например, сплав АДО толщиной 4-10мм) соответствует и приводит к появлению растягивающих напряжений.
В результате совместного действия указанных эпюр напряжений в зоне гибки композиционного материала возникают
0 сжимающие продольные напряжения, которые обеспечивают деформацию заготовки в условиях всестороннего сжатия (минус - напряжения растяжения, плюс - напряжения сжатия).
Предложенное устройство, по сравнению
5 с известным, позволяет повысить качество деталей при гибке малопластичных композиционных материалов за счет исключения трещин по наружному радиусу гиба и уменьщения дробления армирующих волокон.
Фиг. 2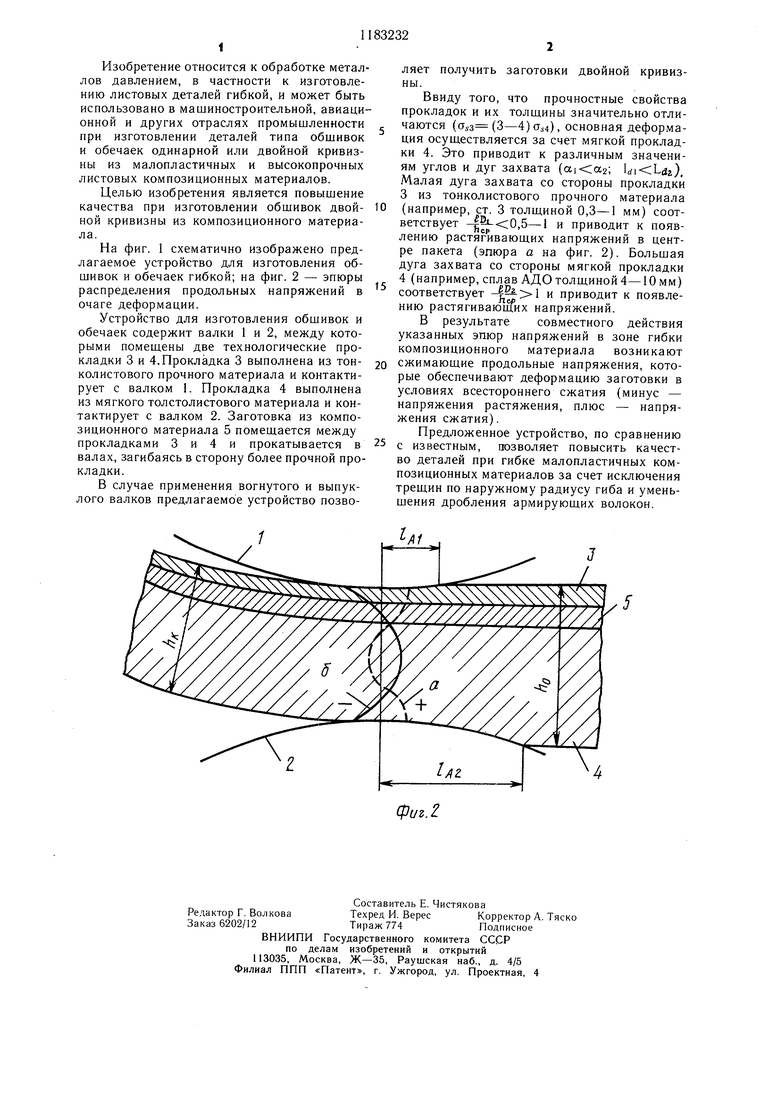
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛЬЦЕГИБОЧНЫЙ СТАНОК | 2006 |
|
RU2311251C2 |
| Способ изготовления профильных деталей | 1982 |
|
SU1172628A1 |
| Способ гибки профилей из листовых малопластичных материалов и устройство для его осуществления | 1989 |
|
SU1741950A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2057608C1 |
| Многослойная несущая поверхность с дискретным заполнителем | 2020 |
|
RU2749312C1 |
| СПОСОБ ИСПЫТАНИЯ СВАРНОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2007 |
|
RU2382349C2 |
| СПОСОБ ФОРМОВКИ КРУПНОГАБАРИТНЫХ ОБШИВОК | 1980 |
|
SU858233A1 |
| Комплект валков листогибочной машины | 1985 |
|
SU1544519A1 |
| Способ гибки деталей | 1982 |
|
SU1297965A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ | 2011 |
|
RU2475322C1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБШИВОК И ОБЕЧАЕК, содеражащее гибочные валки и технологические прокладки, устанавливаемые с двух сторон заготовки, отличающееся тем, что, с целью повышения качества изготовления обшивок из композиционного материала, толщины и прочностные свойства технологических прокладок находятся между собой в следующей зависимости б| 0,24б2 а„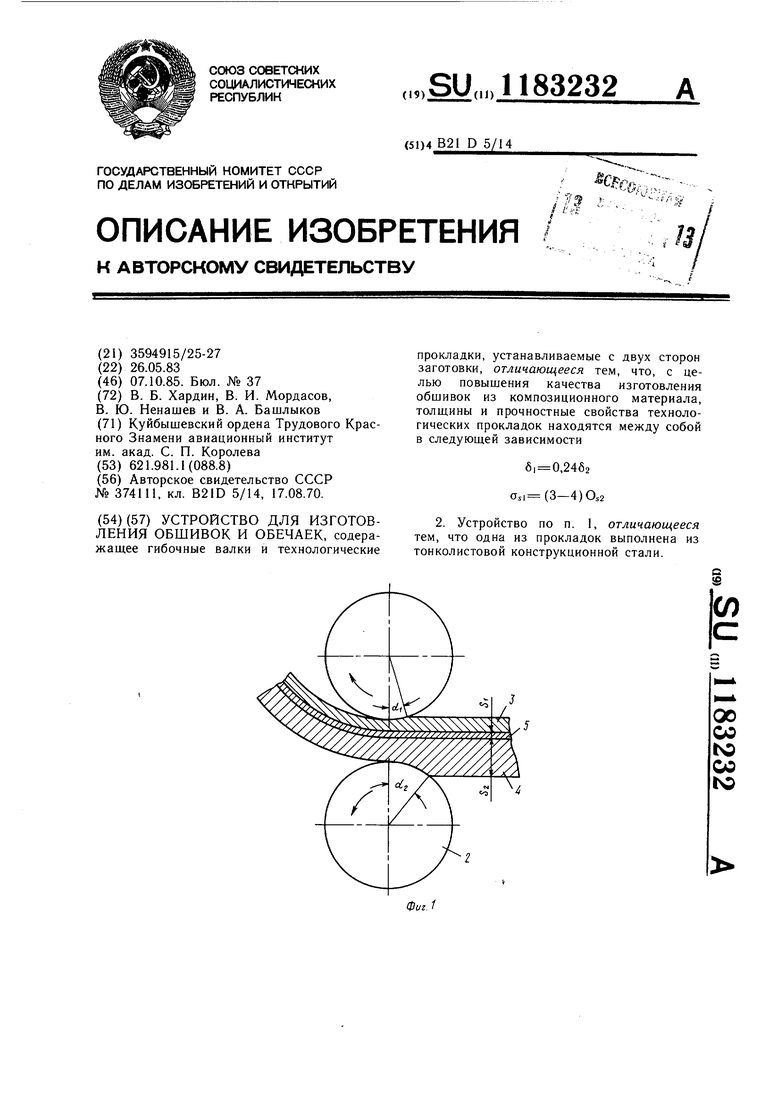
| БИЬЛИОТ=:;КА | 0 |
|
SU374111A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
