Иаобре ение огносится к области спецэлегрометаллургии прк производстве стали методом «лектрошлаковогр йерерлава (ЭШП), а печах с перемещением слитка
и кристаллизатора.
Известны печи ЭШП, снабженные систв мами регулирования технологическим проаееcoMl в неподвижных кристаллизаторах, использующих для регулирования косвенные параметр 1: ток плавления электродов, напряжение вечного трансформатора, падение напряжения на шлаковой ванне, скорость подачи электродов, сопротивление) межэлектродного промежутка.
Известные системы регулирования не обеспечивают достаточно точного поддержаШй-скорости наплавления слитка в резуль тате ведения процесса по косвенным параметрам в то время, как скорость наппавления слитка является основным технологическим параметром, влияющим на качество и однорюдность структуры выплавляемого слитка.
Цель изобретения повышение слитка и увеличение выхода годного м«талла.
Поставленная цель достигается тем, что образован новый контур регулировашя процессом ЭШП на печах с относительным перемещением кристаллизатора и ваплавляемо4го слитка по скорости наплавлеввя слитка. Контур включает цифро-аналоговый преобр зовахель, вход которого через согласуюошй элемент соединен с приводом перемешевни кристаллизатора по уровню металла, а вы ход Через блок : сравнения 8лвхт(«чесжи связан с устройством для изменения напр жения источника питания печи.
Скорость наплавления слитка определяв) ся по выходному напряжению ци фо-аналом гового преобразователя, которое пропорцией нально скорости перемещения кристаллизатора по уровню Металла, т. е. скорости напда ления слитка ( . Сигнал с цифроаналогового преобразователя (пропорциопатн ный скорости наплавления )в процессе ыюл ния плавки |Сравнив8ется с сигналом, провор
).
циональным заданной скорости ( V
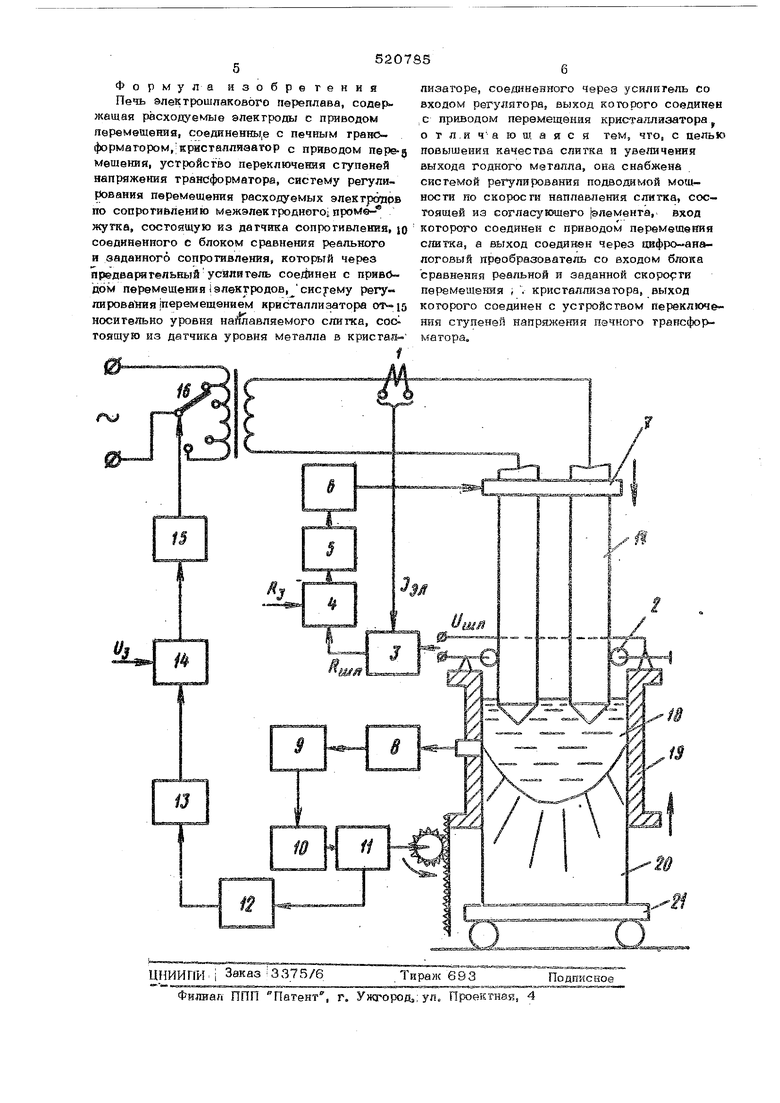
ЪаА Пря отклонении измеренного сигналй о г заданного происходит коррекция элвкгричвского режима печи ЭШП гаким образом, чтобы свесш скорость наплавленяя слнгка к задавному эиаченик), т. е, действует закон рвгу- ли ровання:/ Зад дейотв - О На чертеж Лредсгавлена структурнай схема печи ЭШП с огносительным пврем®шением крисгаллиэагора и наплавляемого слктка, включакицая конгур регулирования по скорости наплавления« Конгур регулирования по сопротивлению межэлекгродного промежутка состоит из трансформатора 1 тока, токосъемников 2, установленных на подвижном ,|кристаллн загоре, с помощью которых измеряется падение напряжения i ;на межэлек троднэм. прс межутке (непосредсйзенно вблизи шлаковой ваниы), датчика 3 сопротивления межэлекгродного промежутка, блока 4 сравнения заданного и измеряемого сопротивления межэлектродного промежутка, предварятельного усилителя 5, привода в перемещения плавящихся электродов, который нбосодигся на KapeTKBjc электрододержагелем 7. Контур регулирования по уровню металлической ванны включает бесконтактный индуктивный датчик 8 уровня г жидкого металла промежуточной усилитель 9 и регулятор 10 перемещения кристаллизатора по уровню металла, лривод 11 перемеШе шй кристалли затора относительно наплавляемого слитка, KoHiyp регулирований по скорости напла1 ления слитка содержит согласующий элемент 12, цифрю-аналоговый преобразователь 13, блок 14 сравнения заданной и измеряемой скоростей наплавления слитка, устройство 15, с помощью которого изменяют напряжение печного трансформатора 16. Переплавляемые электроды 17 погружены в шлаковую ванну 1В, .В результате их оплавлешш водоохлаждавмый кристаллизатор 19 формиру ет переплавленный металл в слиток 2О, который крепится к поддону 21 печи. Предлагаемая печоь электрошлакового переплава работает следующим образом. Посл полного наведения шлаковой ванны 18 & I кристаллизаторе 19, который в на-.5 чале процесса находится на поддоне 1 печи, начинается плавление расходуё - ь х электродов 17. При этом начинает работать контур регулирования пе мещения электрода по сопротивлению межэлектродного про- мвжутка. На делительное устройство,KOTopbiM является датчик 3 сопротивления, поступают электгжческие параметры печи: напряжение шлаковой ванны 18, снимаемое токосъемникамм 2, и ток электродовот трансформа- tfS) тора 1 гока. Сигнал с выхода датчика 3 поступает на блок 4, в котором сравниааегся действительное ( ,2„,, ) и задану АсИСТо НО® ( ) сопротивления межэлейтродного промежутка, pasifjcTHbift сигнал подается на предварительный усилитель 5, с которого поступает на привод перемещения электродов. Привод в перемешает каретку электрододержатвля 7 с закрепленными на ней электродами 171 гаким образом, Чтойз поддерживать заданное значение сопротивления межэлекгродного промежутка. При этом дейсГвует закон регулирования: действ.. По Мере сплавления электродов 17 и найлавления слитка 20 уровень жидкого мвтацпа поднимается вверх и начинает работать контур регулирования по уровню жидкого металла. При подходе уровня жидкого металла к датчику 8 уровня, расположенному в стенке кртсталлизагора 10, Датчик уровне фиксиру- ет наличие жидкого металла и выдает электрический сигнал на прометку точны и усилитель 9i Сигнал с усилителя 9 поступает на регулятор перемещения кристаллизатора по уровню, который электрически связан с приводом 11 перемешення, i осуществляю щим перемвление кристаллизатора 19 отно сптельно слитка 20 по уровню жидкого мегалпа. С целью образований конгура регулирования по скорости наплавлештя слитка к выхо- ду привода перемещения к|жсгаллизатора по уровню Через согласующий элемент 12 подключен цифро-аналоговый; преобразователь 13, выходная величина которого пропо|Ч1Иональна перемещению кристаллизатора по уровню металла. Сигнал с цифро-аналогового преобразователя 13 поступает на блок 14 сравнения, выдающий результирующий сигнал по рассогласованию задайаемой скорости и реальной скороЬти наплавления . РезультируюшиЙ (зягнал поступает на устройство 15 измейёнйй напряжений печного трансформатора позволяющее увеличивать или уменьшать вводимую мощность в шлако вую ванну 18, тем самым увеличивать или уменьшать скорость наплавления слитка 2О Предлагаемая печь электрошлакового переплава позволяет вести процесс по заданной скорости наплавления, что особенно важно при выплавке слитков со сложной ко№. фигурацией сечения. Это способствует новышению качества металла переплавленного каделия и снижает неоднородность химсостава слитка по высоте, а также увеличивает вы- ход годного металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Печь электрошлакового переплава | 1979 |
|
SU863660A2 |
| Способ управления процессом электрошлакового переплава | 1987 |
|
SU1507834A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ ВЫПЛАВКИ ПОЛОГО СЛИТКА | 2009 |
|
RU2424325C2 |
| ЭЛЕКТРОШЛАКОВАЯ ПЕЧЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛОГО СЛИТКА | 2013 |
|
RU2533579C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОТЕЛЬНЫХ И ПАРОПРОВОДНЫХ ТРУБ СРЕДНЕГО И БОЛЬШОГО ДИАМЕТРА МЕТОДОМ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 2010 |
|
RU2441928C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ ВЫПЛАВКИ СТАЛИ С ПОЛУЧЕНИЕМ ПОЛОГО СЛИТКА | 2013 |
|
RU2532537C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА ПЕРЕМЕННОГО СЕЧЕНИЯ ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ | 1992 |
|
RU2048553C1 |
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ СКОРОСТИ ПЛАВЛЕНИЯ РАСХОДУЕМОГО ЭЛЕКТРОДА ПРИ ЭЛЕКТРОШЛАКОВОМ ПЕРЕПЛАВЕ | 1996 |
|
RU2090636C1 |
| Способ электрошлакового переплава | 1972 |
|
SU439184A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ ПЕРЕПЛАВА МЕТАЛЛА В ДУГОВЫХ ВАКУУМНЫХ ПЕЧАХ | 1966 |
|
SU224541A1 |