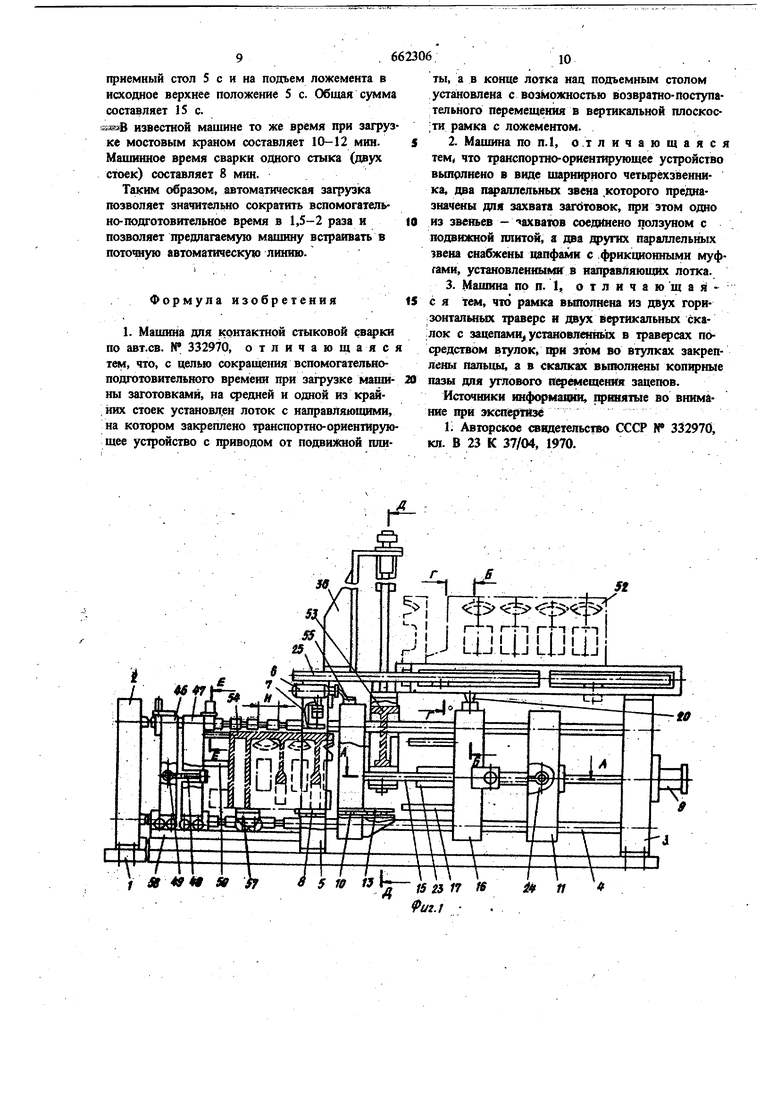
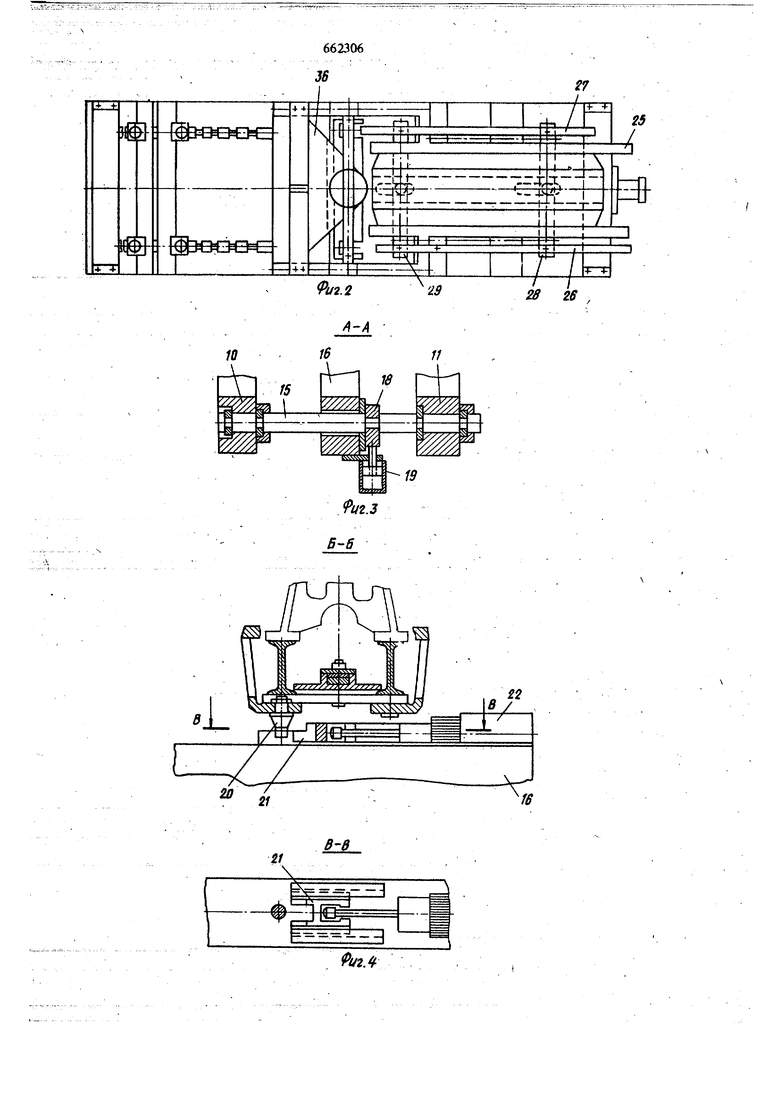
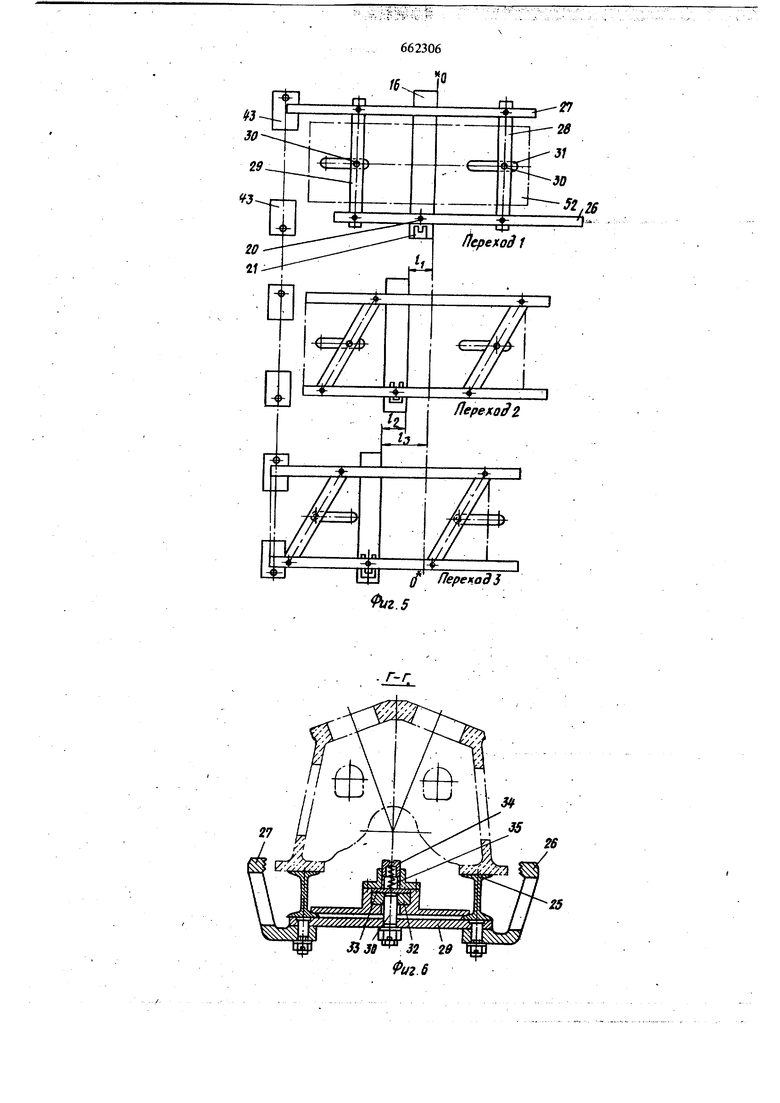
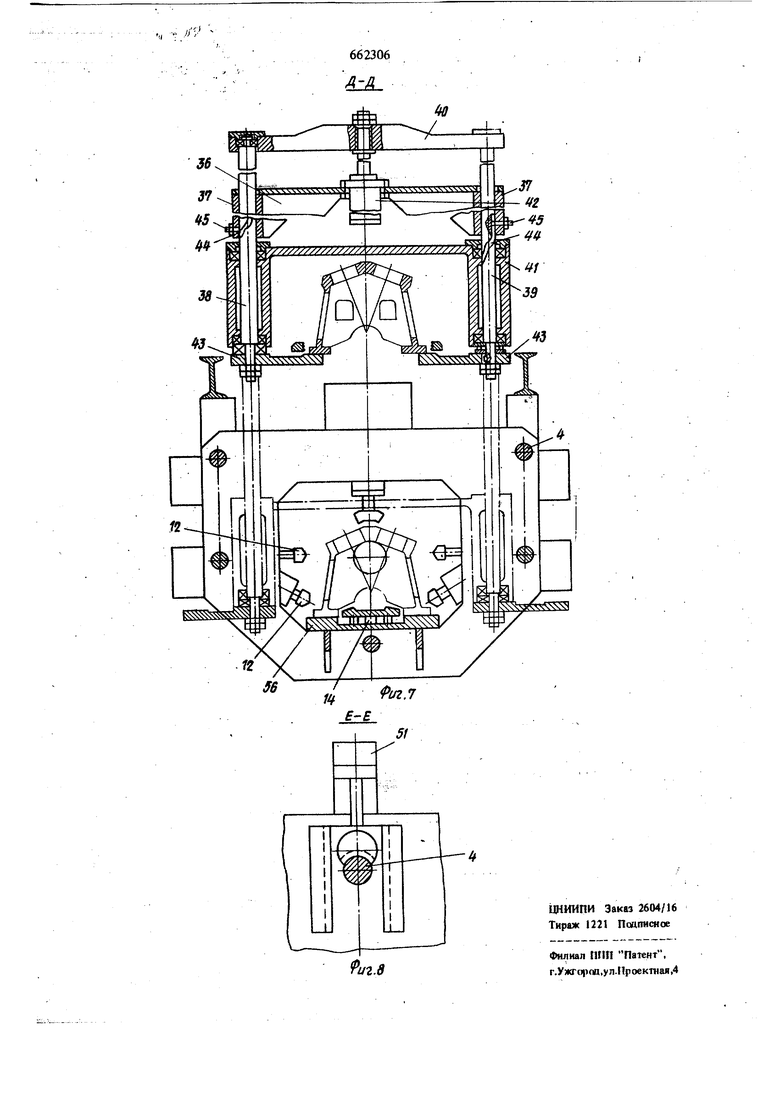
(54) МАШИНА ДЛЯ КОНТАКТНОЙ СТЬЖОВЙ СВАРКИ ной, затем крановщик мостового крана по командам оператора машины опускает заготовку в стесненный проем на подъемный стол подвиж ной стойки. При таких условиях подачи заготовки на подъемный стол вспомогательно-подготовительное время значительно превышает основное (машинное) время процесса сварки блока картера. Кроме того, не исключена возйоягнбсть поломки деталей машины заготовкой, зачален,ной гибкой связью. Целью изобретения является сокращение вспомогательно-подготовительного времени при загрузке заготовками маилины. Цель достигается тем, что на средней и одной из крайних стоек установлен лоток с направляющими, на котором закреплено транспор но-ориентирующее устройство с приводом от подвижной, плиты, а в конце лотка над подъем ным столом установлена с возможностью возвратно-поступательного перемещения в вертикальной плоскости рамка с ложементом. Транспортно-ориентирующее устройство выполнено в виде шарнирного четьфехзвенника, два парал лельных звена которого предназначены для захвата заготовок, при этом одно из звеньев-захватов соединено ползуном с подвижной плитой, а два фугих параллельных звена снабжены цапфами с фрикционными муфтами, установленными в направляющих лотка. Рамка выполнена из двух горизонтальньк траверс и дву вертикальных скалок с зацепами, установлен- ных в траверсах посредством втулок, при зтом во втулках закреплены пальцы, а в скалках выполнены копирные пазы для углового перемещения зацепов. На фиг. 1 изображена машина с автоматизированным загрузочным устройством; на фиг. 2 то. же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1 (с частичным, разрезом В-В); на фиг. S -; к}ше1иатическая схема работы транспортно -ориентирующего механизма (переход 1 - мрмент загрузки комплектом заготовок; переход 2 - момент ориентации комплекта по продольной оси машины и зажатня комплекта транспортировкой; переход 3 - момент подачи заготовки в ложемент); на фнг. 6 разрез Г-Г на фиг. 1; на фиг. 7 - разрез Д-Д на фиг. 1; на фиг. 8 - разрез Е-Е на фи-. 1. Машина содержит станину Г, на которой раз мещены непрдв1шные стойки 2 и 3, жестко соединенные тремя {цтоками 4. Штоки имеют дополнительную опору в виде средней стойки .Между федней стойкой 5, несущей сварочные трансформаторы 6, прнводы токоподвода 7, подъемный стол 8, и крайней стойкой 3, несущей привод 9 оплавления и осадки, установлены на штоках 4 подвижные траверсы 10 и 11. На траверсе 10 установлены приводы токоподвода 12 и подъемный стол 13 дпя заготовок. Подъемные столы 8 и 13 имеют индивидуальный гидропривод вертикального перемещения в виде цилиндров 14. Траверса 11 соединена со стойкой 3 приводом 9 оплавления и осадки. Траверсы 10 и II жестко соединены штангами 15 и представляют собой одно целое - подвижнуЛ) колонну, перемешающуюся в процессе оплавления и осадки по направляющим штокам 4. Между траверсами 10 и 11 расположена плита 16, несущая торцовые упоры 17 и два механизма фиксации. Один служит для фиксации подвижной плиты 16 на штангах 15 относительно приемного стола 13, а другой для замыкания с транспортно-ориентирующим устройством. Фиксация подвижной плиты 16 осуществляется в проточках штанг 15 ползуном 18, который перемещается штоком Ц1Й1индра 19. Замыкание подвижной плиты 16с транспортно-ориентирующим устройством осуществляется через цапфу 20 ползуном 21, который перемещают электромагнитом 22. На подвижной плите 16 закреплен корпус цилиндра 23, шток которого посредством шар-нира 24 соединен с траверсой И. Транспортно-ориентирующее устройство установлено, на лотке 25, который закреплен на стойках 2 и 5. Транспор.но-ориентирующее устройство выполнено в виде шарнирного четырехзвенника по форме параллелограмма, у которого звенья 26 н 27 выполнены в виде захватов по длине, равной по крайней мере одному когплекту заготовок блока картера. Звенья 28 и 29 выполнены несколько большей длины, чем ширина блока картера. В средней части малых звеньев 28 и 29 закреплены цапфы 30, которые входят в направляющие 31 лотка 25. Направляющие 3 расположены на продольной оси машиньь Шарнирный четырехзвенник соединяется с лотком через фрикционный элемент, выполненный в виде пластинчатой фрикционной муфты у которой подвижная фрикционная пластина 32 закреплена nai цапфе 30, а неподвижная 33 лежит на корпусе лотка. Усилие торможения регулируется винтом 34 при затяжке пружины 35. Лоток 25 над подьемным столом 13 имеет проем, над которым установлен кронштейн 36. Во втул.ках 37 кронштейна установлены скалкн 38 и 39, замкнутые в рамку траверсами 40 и 41. Верхняя траверса 40 соединена с кронштейном си,;овым цилиндром 42 для возвратно-поступ тельного перемещения рамки по направляющим. На скалках ниже траверсы 4} закреплены зацепы 43, образующие с траверсой ложемент для приема заготовки с лотка и опускания ее на подъемный стол 13. Для раскрытия ложемента перед подъемным столом зацепы 43 отклоняются в горизонтальной плоскости на угол, определяемый копирными пазаivjH 44, которые выполнены на скалках 38, 39 и в которые входят пальцы 45. Между стойками 2 и 5 имеется колонна, йы полненная из двух корпусов 46 и 47. С корпусом, 47 жестко соединен цилиндр 48, шток которого шарниром 49 соединен с корпусом 4 Корпус 47 имеет торцовые упоры 50 и снабжен тремя цилиндрами. 51 фиксации с ползунами. Корпус 46 имеет аналогичные циливдры и ползуны. Полззшы взаимодействуют с проточками на штоках 4. Проточки находятся одна от другой на расстоянии Н, соответствующем шагу сварки (расстояние .между привариваемыми заготовками картера блока). На фиг. 1 показаны комплект 52 заготовок перед сваркой, очередная привариваемая заготовка 53 и сваренная часть 54 картера блока. Токоподводы 1 к 12 соединены гибкими перемычками с выводами вторичной обмотки сварочных трансформаторов. Кроме того, токоподводы 12 имеют шинопроводь 55. Количество токоподводов 7 и 12 определяется в зависимости от количества свариваемых сечений, трансформаторы 6 располагаются равномерно по всему сварива;емому периметру. В процессе зажатия свариваемых заготовок токоподводами 7 и 12 обеспечивается прижатие заготовок к нижним базовым токоведущим элементам 56. При транспортировке сваренная часть картера блока опирается на тележку 57, передвигающуюся по направляющим 58, которые установлены на станине 1. Перед работой майшны на лоток 25 мостовым краном загружают комплект 52 заготовок, например на один блок картера. При этом затотовки, отличающиеся по конфигурации, устанавливают на лоток в той очередности, в какой рнвгбудут свариваться маишной. Перед включением злектромагнита 22, перемещающего ползун 21 для соединения подвижной плиты 16 с транспортно-ориентирующим устрой. ством, агрегаты, машины должны быть выведены в исходное положение. При зтом траверса 41 с зацепами 43 выводится в крайнее верхнее положение на уровень лотка 25. Цапфы 30 шарнирного четырехзвенника, траверсы 10, 11, перемещаемая плита 16, колонна, выполненная из корпусов 46, 47, тележка 57 выводятся в крайнее правое положение. После замыканияползуном 21 подвижной плиты 16 с цапфой 20 транспортно-ориентирующего устройства вклю 6 6 чается в работу силовой цилиндр 23, который перемещает плиту 16 из крайнего правого положения в крайнее левое положение. В это время ползуны 18 не фиксируются в проточках щтанг 15.. При перемещении плиты 16 на расстояние PI (переход 2, фиг. 5), увлекаемое ползуном 21, звено 26 складывает параллелограмм относительно неподвижных цапф 30, и происходит ориентация всех заготовок и комплекта 52 на лотке 25 относительно продольной оси машины и зажатие комплекта между звеньями 26 и 27. При дальнейшем перемещении на расстоянии tjl (переход 3, фиг. 5), а в кшще хода на расстоянии Cj силовым цилиндром 23 преодолевается сопротивление фрикционных элементов, установленных на цапфах 30. Комплект заготовок 52 с шарнирным четьфехзвенником пе- . ремещается по направляющим 31 лотка 25 к ложементу. В конце хода РЗ одна из заготовок комплекта размещается на зацепах 43 траверсы 41, затем подаются команды на силовые цилиндры 23и 42. Силовой цилиндр 23 возвращает упорную плиту и транспортно-ориентирующее устройство в крайнее правое положение. Силовой цилиндр 42 перемещает рамку, состоящую из траверс 40, 41 и скалок 38, 39 из крайнего верхнего положения в крайнее нижнее положение. -.-........ -..-.-- --. ..; При перемещении Скалок 38, 39 во втулках 37 кронштейна 36 и достижении зацепами уровня подъемного стола 13 зацепы отклоняются в горизонтальной плоскости, и заготовка опускает;ся на подъемный стол При соприкосновении заготовки с подъемным столом подается команда на силовой цилиндр 42 для возврата рамки с траверсами в Kpai|Hee верхнее положение для приема очередной ЗШОТОВКИ. При достижении рамкой своего верхнего положения зацепы 43 возвращаются в исходное положение, подается команда на силовой изллиндр 23, с помощью которого перемециется плита 16, которая упорами 17 задвигает заготовку 53 внутрь траверсы 10, при зтом очередная заготовка из комплекта 52 поступает в ложемент. Подвижная плита 16 с помощью цилишфа 23 вновь возвращается в исходное крайнее правое положение. Затем подается команда на сиовой цилищф 42 и ложементом подается втоая загЬхОвка на подъемный стол 13. После озвращения ложемента на уровень лотка вновь осредством цилишфа 23 подвижная плита 16 олучает перемещение на расстояние fs и упоы 17 входят в контакт с поданной заготовкой. При перемещении второй заготовки она встречает внутри стойки ранее загруженную заготовку и, упираясь в нее, продвигает ее по поверхности стола 8 внутрь неподвижной средн{ й стойки 5. Так как поверхности столов 8 и 13 находятся в крайнем верхнем положении (на. одном уровне), это исключает износ нижних базовых токоведущих элементов в процес се «транспортировки заготовок и сваренного изделия. Заготовка, поступающая внутрь неподвижной средней СТОЙКИ5, подается до соприкосновения с jmopaMH 5U корпуса 47, находящегося перед сваркой в крайнем переднем положении -(лизи средней неподви ой стойки.5). При этом цилиндры 51 фиксируют ползуны в проточках штоков 4. После загрузки изделий внутри неподвижной стойки 5 и траверсы 10 столы 8 и 13 посредством гидроцклиндров 14 опускаются вниз и заготовки устанавливаются на привоДь токоподвода 12, а между заготовкой и поверхностью столов образуется зазор. Подв ижная плита 16 посредством электромагнита 22 размыкается с транспортно-ориентируюищм четырехзвенником, а цилиндром 19 и ползуном 18 жестко фиксируется от юсительно штанг 15 в положении задачи изделия, при котором упоры 17 контактируют с цом;заготовки; 53. Траверсы 10 и И, жестко соегхиненные jштангами 15, и подвижная плита 16 зафиксированная относительно штанг 15, представляют единое целое (подвижную колонну). Некоторые свариваемое заготовки, например крайние с выносным подшипником, могут иметь длину, отличную от Щ5угих заготовок картера. В этом случае ход цилиндра 23 расчитывается на максимальную величину, а ограничение хода может осуществляться установкой сменного жесткого упора, крепящегося на шта ге 15. В этом случае в соответствующих заданным ходом местах на штангах выполняют дополнительные проточки для фиксации подвижной плиты 16 ползунами 18 в требуемых положениях (на чертеже не показано). После подачи заготовок внутри неподвижной федней стойки 5 и траверсы 10 и установки их иа нижние базовые токоведупще посредством токоподводов 7 и 12 ocyщectвляют токоподвод и прижатие изделий к базовым плоскостям (центровку) с усилием, необходимым только для надежного токопровода. Приводом 9 по заданной программе осуществляют процесс оплавления и осадки. Во время осадки перемещается траверса 11, а вместе с ней траверса 10, жестко соединенные штангами 15. 6 8, Со штангами 15 жестко соединена, подвижная плита 16, которая упорами 17 перемещает заготовку 53. Противоположный торец контактирует с упорами 50 корпуса 47, жестко зафиксированного ползунами (с приводом от цилиндров 51) в проточках штоков 4. Таким „образом, усилие осадки замыкается работающими на растяжение штоками 4, закрепленными между стойкой 3 и .корпусом 47. Все остальные узлы машины, кроме передающих элементов подвижной колонны, усилием осадки не нагружены. . После сварки отводятся токоподводы 7 н 12, выводятся из зацепления ползуны 18, привод 9 возвращает подвижную колонну в исходное положение, гидроцилиндр 23 подводит подвиж1тую плиту 16 к траверсе 11, а электромагнит 22 вводит в зацепление ползун 21 с цапфой 20, блокируя подвижную плиту 16 с транспортно-ориентирующим устройством. Цилиндр 48 перемейдает корпус 46 на шаг сварки Н, цилиндры 51 вь|водят из зацепления стопорные ползуны корпуса 47 и работой цилйндра 48 корпус 47 подтягивается к корпусу 46 на шаг сварки. Цилиндры 51 вновь вводят ползуны в контакт с проточками штанг 4. Столы 8 и 13 приподымают сваренное изделие над поверхностью базовых токоведущих .плоскостей. При подаче очередной заготовки в ложемент перемещающимися упорами плиты 16 сваренное изделие выдвигается из неподвижной средней стойки 5. Конец изделия попадает на поддерживающую тележку 57, которая перемещается с изделием по мере его наращивания. Тележке не требуется никакого привода для перемещения, так как откат ее с наращиваемыл изделием происходит под действием подвижной плиты 16, возврат в исходное положение осуществляется при перемещении корпуса 47 в исходное положение (к стойке. 5). В дальнейшем работа повторяется до сваркн картера Заданной длины. После сварки картера блока его зачаливают и мостовым краном снимают с тележки 57 и стола 8 неподвижной средней стойки 5. Возврат корпусов 46 и 47 в исходаое положение осуществляется попеременной работой цилинщ)а 48 после чередующейся фиксации корусов цилиндрами $1 через шаг сварки. В предлагаемой машине для контактной сть1овой сварки применен автоматизированный икл всего технологического процесса, начинаюегося от момента загрузки элементов (стоек) о сварки всего картера. Для загрузки деталей автоматическом режиме работы на зажим и одачу за-отовки в ложемент требуется 5 с, на пускание ложемента и загрузку заготовки на приемный стол 5 с и на подъем ложемента в исходное верхнее положение 5 с. Общая сумма составляет 15 с. известной машине то же время при загрузке мостовым краном составляет 10-12 мин. Машинное время сварки одного стыка (двух стоек) составляет 8 мин. Таким образом, автоматическая загрузка позволяет значительно сократить вспомогательно-подготовительное время в 1,5-2 раза и позволяет предлагаемую машину встраивать в поточную автоматическую линию. Формула изобретения 1. Машина для контактной стыковой сварки по авт.св. №, 332970, отличающаяся тем, что, с целью сокращения вспомогательноподготовительного времени при загрузке машины заготовками, на федней и одной нз крайНих стоек установл,ен лоток с направляющими, на котором закреплено транспортно-ориентирующее устройство с приводом от подви 1сной плиты, а в конце лотка над подъемным столом установлена с возК ожностью 1возвратно-поступательного перемещения в вертикальной плоскос;ти рамка с ложементом. 2. Машина по n.i, о т л и ч а ю щ а я с я теМ( что транспортно-ориентирующее устройство выполнено в виде шарнирного четырёхз1венника, два параллельных звена .которого предназначены для захвата заготовок, при зтом одно из звеньев - захватов соединено ползуном с подвижной плитой, а два пфаллельных эвена снабжены цапфами с .фрикционными муфгами, установленными в направляющих лотка. 3. Машина по п. 1, отличающаяс я тем, 410 рамка вьшолнена из двух горизонтальных траверс и двух вертикальных ска;Лок с зацепами установленНьос в аверсах п6федством втулок, 1фн этом во втулках закреплены пальцы, а в скалках вьпюлнены копирные пазы для углового н омещения зацепов, Источники информашш, принятые во внимание при эксяертих I. Авторское отидетельство СССР N 332970, кл. В 23 К 37/04, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки | 1977 |
|
SU725839A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВ/ | 1972 |
|
SU332970A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| МНОГООПЕРАЦИОННАЯ УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ И СБОРКИ | 1994 |
|
RU2104817C1 |
| Установка для центробежной биметаллизации втулок | 1984 |
|
SU1260110A1 |
| Устройство для отделения листовых заготовок от стопы | 1987 |
|
SU1426682A1 |
| СТАНОК ДЛЯ СТЫКОВКИ концов ЗАГОТОВОК АВТОКАМЕР | 1970 |
|
SU284292A1 |
| Машина для контактной стыковой сварки | 1976 |
|
SU596396A1 |
| Устройство для сборки и сварки длинномерных полых балок | 1987 |
|
SU1599175A1 |
| Загрузочное устройство для поршней | 1984 |
|
SU1164034A1 |
.xn Y л 494f (- .J 41 10 ty tS23l Д 15 25 U2.1 & |$ф| , гт r-ln rf т г-п I j 11 II 11 i I Lj-J I-I-J LlJ LiJ ..I i n 7 №
10
20
III21
11
16
t/2A
662306 О
Vi
f Перевод 5
Фиг.6
