1
Изобретение относится к области машинстроения и предназначено для применения в сварочном производстве.
Известны бунтошлифовальные станки, имеющие шлифовальные круги, а также две кассеты, при помощи которых проволоке сообщается вращательное и поступательное движение для шлифования ее поверхности.
Недостаток подобных станков - отсутствие возможности снятия ржавчины и при- легающих к ним размягченных слоев металла в отдельных поверхностях.
Предлагаемое устройство повышает качество очистки проволоки и позволяет в качестве инструмента применять различные более твердые материалы по отношению к ржавчине. Для этого устройство снабжено зажимными фланцами, несущими абразивные инструменты. На периферийной поверхности абразивных инструментов выполнены пазы для проволоки, а зажимные фланцы снабжены грузами, подвешенными на гибких тягах, предварительно намотанных на соседние фланцы в противоположные стороны.
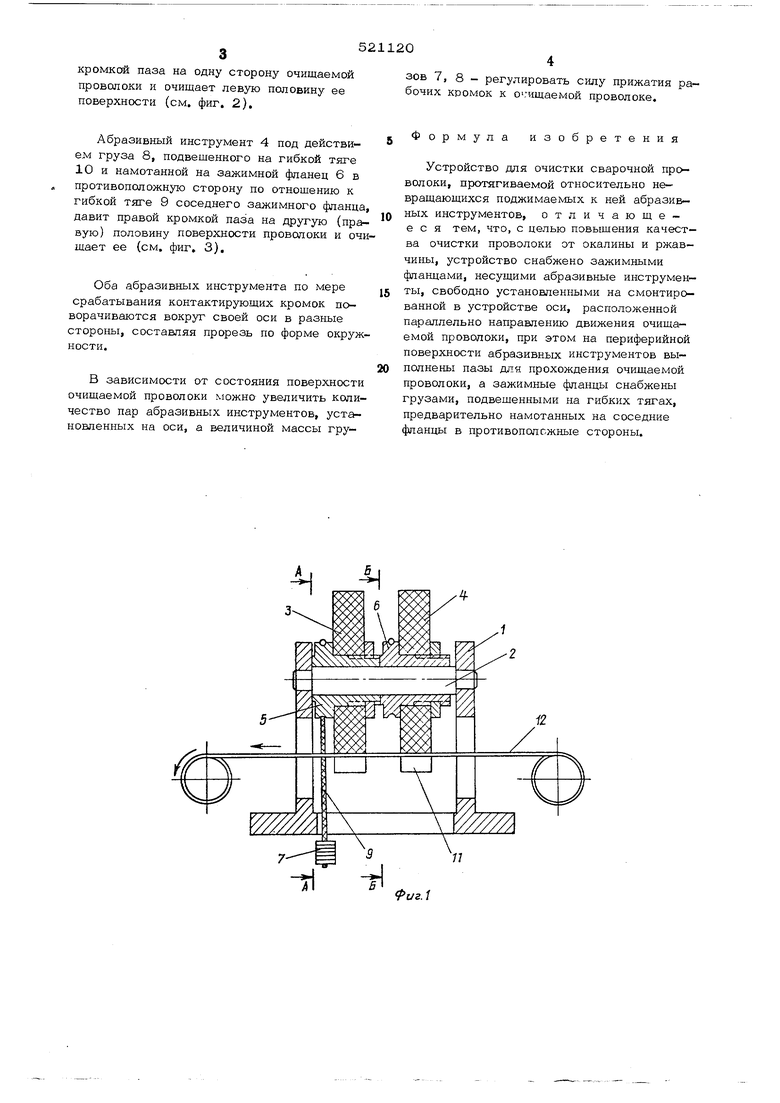
На фиг. 1 изображено предлагаемое устройство в разрезе; на фиг. 2 и 3 - сечения по А-А и В-Б на фиг. 1.
Устройство состоит из корпуса с крон-штейнами 1 для закрепления оси 2 с абразивными инструментами 3,4, закрепленными в зажимных фланцах 5,6. К залсим гым фланцам подвешены грузы 7, 8 па гибких тягах 9, 10. Абразивные инструменты на периферийной поверхности снабжены пазам 11 для установки в них очищаемой проволоки 12.
Устройство работает cj. .дующим образо Корпус с кронштейнами 1 и абразивными инструментами 3, 4, монтируется так, чтобы ось 2 была параллельна очищаемой проволоке 12, которая должна встать в пазы 11 абразивных инструментов 3j 4.
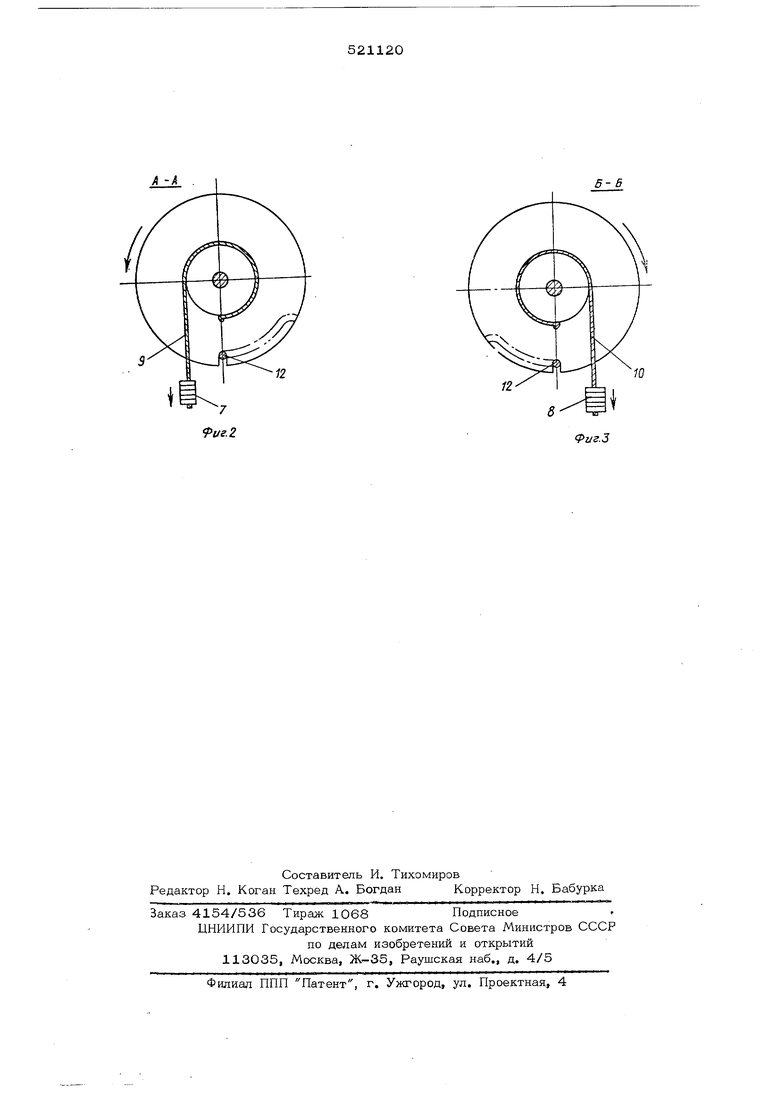
Очищаемой проволоке сообщается поступательное движение (см. фиг. 1). Абразивный инструмент 3 под действием груза 7, подвещенного на гибкой тяге 9, намотанной на зажимной фланец 5, давит левой
кромкой паза на одну сторону очищаемой проволоки и очищает левую половину ее поверхности (см. фиг. 2). Абразивный инструмент 4 под действием груза 8, подвешенного на гибкой тяге 10 и намотанной на зажимной фланец 6 в противоположную сторону по отношению к гибкой тяге 9 соседнего зажимного фланца давит правой кромкой паза на другую (пра вую) половину поверхности проволоки и оч щает ее (см. фиг. 3), Оба абразивных инструмента по мере срабатывания контактирующих кромок поворачиваются вокруг своей оси в разные стороны, составляя прорезь по форме окруж ности. В зависимости от состояния поверхности очищаемой проволоки можно увеличить коли чество пар абразивных инструментов, установленных на оси, а величиной массы гру-
зов 7, 8 - регулировать силу прижатия рабочих КРОМОК к Огищаемой проволоке. Формула изобретения Устройство для очистки сварочной проволоки, протягиваемой относительно не-вращающихся поджимаемых к ней абразивных инструментов, отличающееся тем, что, с целью повышения качества очистки проволоки от окалины и ржавчины, устройство снабжено зажимными фланцами, несущими абразивные инструменты, свободно установленными на смонтированной в устройстве оси, расположенной параллельно направлению движения очищаемой проволоки, при этом на периферийной поверхности абразивных инструментов выполнены пазы для прохождения очищаемой проволоки, а зажимные фланцы снабжены грузами, подвешенными па гибких тягах, предварительно намотанных на соседние фланцы в противоположные стороны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для очистки сварочной проволоки | 1981 |
|
SU997848A1 |
| Устройство для очистки сварочной проволоки | 1978 |
|
SU774929A1 |
| Устройство для очистки проволоки | 1987 |
|
SU1511079A1 |
| Устроство для очистки проволоки | 1987 |
|
SU1526847A1 |
| Устройство для очистки сварочной проволоки | 1983 |
|
SU1183203A2 |
| Устройство для очистки длинномерных протягиваемых изделий | 1989 |
|
SU1655583A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ИЗДЕЛИЙ | 1970 |
|
SU288585A1 |
| Станок для правки и очистки длинномерных цилиндрических изделий | 1981 |
|
SU1018747A1 |
| Устройство для очистки проволоки | 1984 |
|
SU1250444A1 |
| Копир | 1989 |
|
SU1706824A1 |
-i 77
/ -Д
12
В- Б
10
(1/г.З
