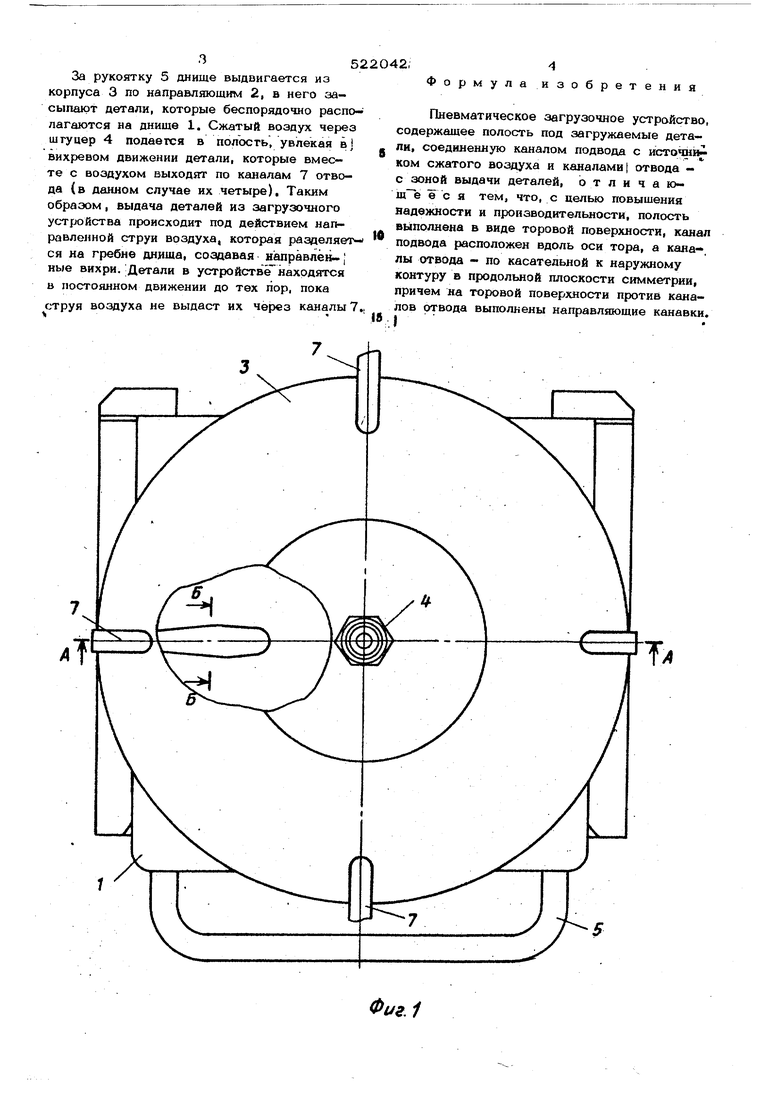
Изобретение относится к радиопромышленности и приборостроению, где необходима автоматическая подача штучных деталей ти па гильз, штырьков, полых втулок tia рабочие позиции станков, прессов, сборочных автоматов и т. д., а более конкретно - к радиопромышленности и приборостроению. Изйестны пневматические загрузочные устройства, содержащие полость под загружаемые детали, соединенную каиалом подвода с источником сжатого воздуха и каналами отвода - с зоной выдачи деталей. Известные устройства недостаточно надежны в работе к. следовательно, малопроиз водительны. В предлагаемом устройстве с целью повышения его надежности и производительное ти полость выполнена в виде торовой поверх ности, канал подвода расположен вдоль оси тора, а каналы отвода - по касательной к наружному контуру в продольной плоскости симметрии, причем на торовой поверхности против каналов отвода выполнены направлякь щие кана)вки. На фиг. 1 изображено описываемое уст ройство, общий вид; на фиг. 2 - разрез А -А на фиг. 1; на фиг. 3 - разрез &-Б на фиг. 1. Загрузочное устройство содержит днище 1, две направляющие 2(фиг. 1, 2), корпус 3, штуцер 4, рукоятку 5. Днище 1 задвигается до упора по направляющим 2 в корпус 3. В соединенном состоянии дннше 1 и корпус 3 образуют полость, поверхность которой представляет собой торовую поверхность. Вдоль оси тора в корпусе 3 выпол нен канал 6 подвода, соединяемый штуцером 4 с источником сжатого воздуха. По касательным к наружному контуру тора в продольной плоскости симметрии выполнены каналы 7 отвода, соединяемые с зоной Bbtдачи деталей. На торовой поверхности днища 1 против каналов отвода выполнены на правляющие канавки 8. 5 За рукоятку 5 днище выдвигается из корпуса 3 по направлжоощим 2, в него засыпают детали, которые беспорядочно располагаются на днище 1. Сжатый воздух через штуцер 4 подается в полость, увлекая в вихревом движении детали, которые вместе с воздухом выходят по каналам 7 отвода (в данном случае их четыре). Таким образом, выдача деталей из загрузочного устройства происходит под действием направленной струи воздуха, которая разделяется на гребне дняша, создавая направленные вихри. Детали в устройствё находятся в постоянном движении до тех пор, пока струя воздуха не выдаст их через каналы 7 2, и 3 о б о р м у л а р е т е н и я Пневматическое загрузочное устройство, содержащее полость под загружаемые детали, соединенную каналом подвода с источни ком сжатого воздуха и каналами | отвода - с зоной выдачи деталей, отличаюш е е с я тем, что, с целью повыщения надежности и производительности, полость выполнена в виде торовой поверхности, канал подвода расположен вдоль оси тора, а каналы отвода - по касательной к наружному контуру в продольной плоскости симметрии, причем на торовой поверхности против каналов отвода выполнены направляющие канавки.
Фиг.1 А
Фие.5 А.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки шариков и станок для его осуществления | 1986 |
|
SU1440672A1 |
| СТРУЙНОЕ ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 2001 |
|
RU2199428C2 |
| Струйное загрузочное устройство | 1977 |
|
SU701757A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ ДЕТАЛЕЙ | 1994 |
|
RU2063318C1 |
| Устройство для пневмодинамического упрочнения наружных поверхностей деталей | 1989 |
|
SU1632755A2 |
| Вакуумный схват для листовых деталей | 1982 |
|
SU1030293A1 |
| УСТРОЙСТВО (ЛОВУШКА) ДЛЯ УЛАВЛИВАНИЯ, ОХЛАЖДЕНИЯ И УДЕРЖАНИЯ РАСПЛАВА АКТИВНОЙ ЗОНЫ ЯДЕРНОГО РЕАКТОРА | 1993 |
|
RU2079904C1 |
| СПОСОБ ПЕРЕРАБОТКИ МАТЕРИАЛОВ И МЕЛЬНИЦА ДЛЯ ПЕРЕРАБОТКИ МАТЕРИАЛОВ | 1993 |
|
RU2016657C1 |
| Способ многопроходной обработки и инструмент для его осуществления | 1984 |
|
SU1237399A1 |
| ТОРОВЫЙ НАГРЕВАТЕЛЬ ЖИДКОСТИ | 2009 |
|
RU2392548C1 |

