Изобретение относится к упрочнению деталей поверхностным пластическим деформированием и является усовершенствованием изобретения по авт. св. № 889722.
Цель изобретения - повышение качества наклепа за счет использования дополнительной энергии воздуха.
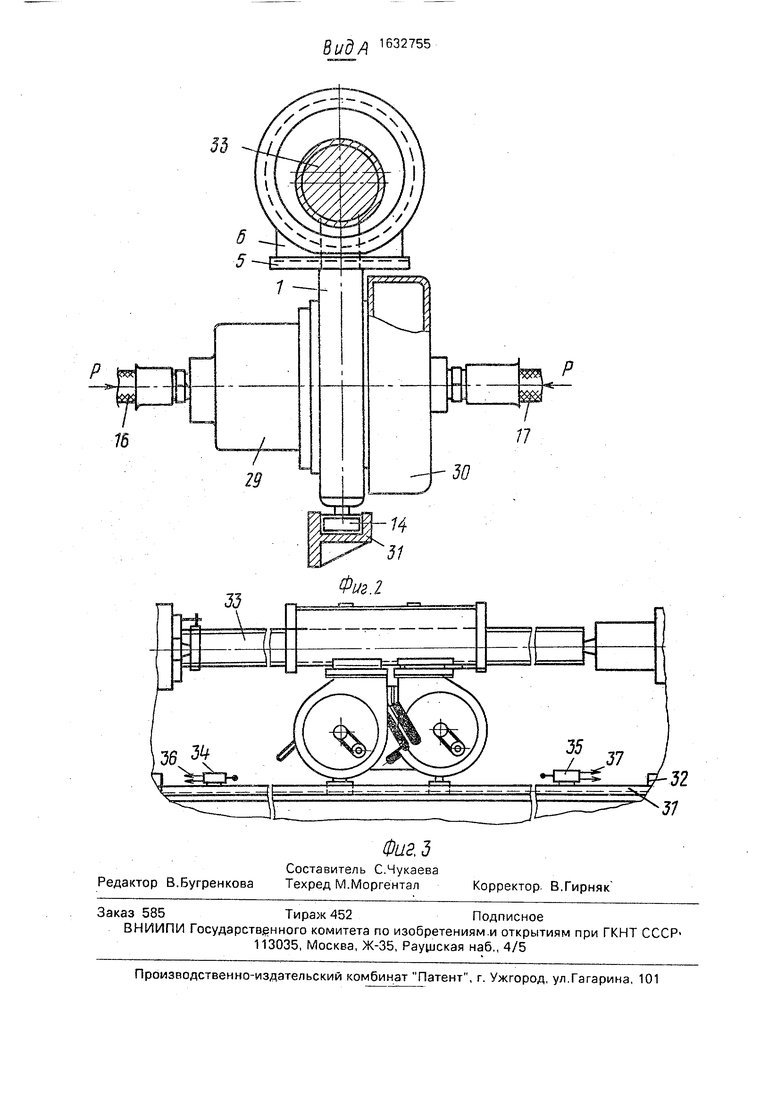
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - устройство с обрабатываемой деталью, рабочее положение.
Два корпуса 1 и 2 фланцами 3 и 4 закреплены гайками 5 к патрубкам 6 и 7 обоймы 8, в которую установлена сменная гайка 9 с двумя окнами 10 и 11, фиксируемая от смещения стопорными устройствами 12 и 13. Оба корпуса 1 и 2 устройства содержат .ролики 14 и 15 для предотвращения его разворота в радиальном направлении в процер- се работы, штуцеры для подвода 16 и 17 и для отвода 18 и 19 отработанного воздуха,
деформирующие элементы 20 (подшипниковые шарики), дополнительные обоймы 21 и
22с дроссельными щелевидными каналами
23и 24, выполненными в виде параболических спиралей, цилиндрической формы по- лости 25 и 26, внутри которых размещены радиальные золотники 27 и. 28 с общим пневматическим приводом 29 с одной стороны устройства и ресивером 30 с другой стороны. Шланг для сжатого воздуха подсоединен также и к пневмоприводу 29.
В комплект устройства входит направляющая линейка 31 с двумя кронштейнами 32 для крепления к станку, на котором обрабатывается деталь 33. Линейка 31 снабжена двумя концевыми переключателями 34 и 35 с проводами 36 и 37 для подключения их к шкафу управления станка.
Устройство работает следующим образом. :
о со го XI ел ел
к
Определяют геометрические параметры упрочняемой резьбы детали 33, профиль, номинальный диаметр, шаг резьбы. По параметрам резьбы подбирается сменная гайка 9 и закрепляется в обойме 8. Устройст- 5 во навинчивается на деталь 33, которые совместно устанавливаются в центры токарного станка. К станине станка крепится направляющая линейка так, чтобы ролики 14 и 15 входили в П-образный паз 10 линейки по всей длине обработки. Далее на штуцеры 16-19 устройства подсоединяются гибкие шланги для подвода сжатого воздуха и отвода отработанного воздуха. На линейке 31 на длину хода обработки резьбы уста- 15 навливаются и закрепляют концевые переключатели ЗА и 35, причем их размыкающие контакты подсоединяют в управляющую цепь станка на выключение исполнительных приводов и устройства в 20 двух крайних положениях.
Включается вращение детали и подача сжатого воздуха, при этом стальные шарики (дробь), циркулируя по замкнутому контуру, ударяется о резьбовую поверхность враща- 25 ющейся детали 33 и производят поверхностное пластическое упрочнение. Перемещение устройства обеспечивает ходовая гайка и направляющий П-образный паз линейки 31. В крайних положениях вы- 30
ключение устройства и станка производится срабатыванием концевых переключателей 34 и 35.
Предлагаемое устройство обеспечивает значительное повышение эффективности использования энергии сжатого воздуха, поступающего в разгонный канал с деформирующими элементами, скорость которых возрастает, увеличивая их кинетическую энергию и, соответственно работу деформации, которая непосредственно отражается на качестве наклепа, в частности на такие основные его компоненты как толщина наклепанного слоя и степень упрочнения.
Формула изобретения Устройство для пневмодинамического упрочнения наружных поверхностей деталей по авт. св. № 889722, отличающее- с я тем, что, с целью повышения качества за счет использования дополнительной энергии воздуха, оно снабжено установленной в каждом из корпусов дополнительной обоймой, имеющей щелевидные каналы в виде параболических спиралей и внутреннюю полость, размещенным в последней радиальным золотником и ресивером, причем полость с одной стороны связана с упомянутым ресивером, а с другой - с общим пневмоприводом.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пневмодинамического упрочнения зубьев крупномодульных зубчатых колес | 1989 |
|
SU1609542A2 |
| Устройство для пневмодинамического упрочнения наружных поверхностей деталей | 1979 |
|
SU889722A1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2113338C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2314186C2 |
| Устройство для упрочнения деталей наклепом | 1988 |
|
SU1523319A2 |
| Устройство для пневмодинамического упрочнения зубьев крупномодульных зубчатых колес | 1981 |
|
SU996015A2 |
| Устройство для поверхностно-упрочняющей обработки | 1991 |
|
SU1794634A1 |
| Устройство для упрочняющей динамической обработки деталей | 1978 |
|
SU766843A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРОВ, ТРУБ С ПОМОЩЬЮ НАНЕСЕНИЯ ПОКРЫТИЯ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2213653C2 |
| Устройство для упрочняющей обработки деталей шариками | 1979 |
|
SU992170A2 |
Изобретение относится к упрочнению деталей поверхностным пластическим деформированием, Цель изобретения - повышение качества наклепа. Цель достигается тем, что в устройстве для пневмодинамиче- ского упрочнения наружных поверхностей Деталей по авт. св. № 889722 каждый из корпусов снабжен турбинной обоймой с дроссельными каналами, центр симметрии которых совпадает с параболическими спиралями, связывающими разгонный канал корпуса с цилиндрической полостью, внутри которой размещен радиальный золотник. При этом полость с одной стороны соединена с камерой-ресивером, а с другой - с пневмоприводом. Это позволяет использовать дополнительную энергию воздуха, поступающего в разгонный канал, что ведет к увеличению кинетической энергии. 3 ил.
Фиг.1
77
| Устройство для пневмодинамического упрочнения наружных поверхностей деталей | 1979 |
|
SU889722A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
