(54) СПСЮОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТРЕНИЯ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей трения | 1976 |
|
SU586001A1 |
| Способ изготовления деталей трения типа втулок для подшипников скольжения | 1976 |
|
SU592596A1 |
| ДРЕВЕСНО-МЕТАЛЛИЧЕСКИЙ КОМПОЗИТ ДЛЯ ВТУЛКИ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2018 |
|
RU2715319C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТРЕНИЯ | 1972 |
|
SU353826A1 |
| Устройство для изготовления подшипников скольжения из модифицированной древесины | 1987 |
|
SU1428575A1 |
| СПОСОБ УПЛОТНЕНИЯ И ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ ИЗ ЦЕЛЬНОЙ ДРЕВЕСИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2122944C1 |
| СПОСОБ УПЛОТНЕНИЯ И ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ ИЗ ЦЕЛЬНОЙ ДРЕВЕСИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2089385C1 |
| Способ получения древесно-металлических изделий типа втулок | 1972 |
|
SU452521A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЛОШНЫХ или полыхИЗДЕЛИЙ | 1967 |
|
SU205275A1 |
| СПОСОБ УПЛОТНЕНИЯ И ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ ИЗ ЦЕЛЬНОЙ ДРЕВЕСИНЫ | 1997 |
|
RU2122493C1 |
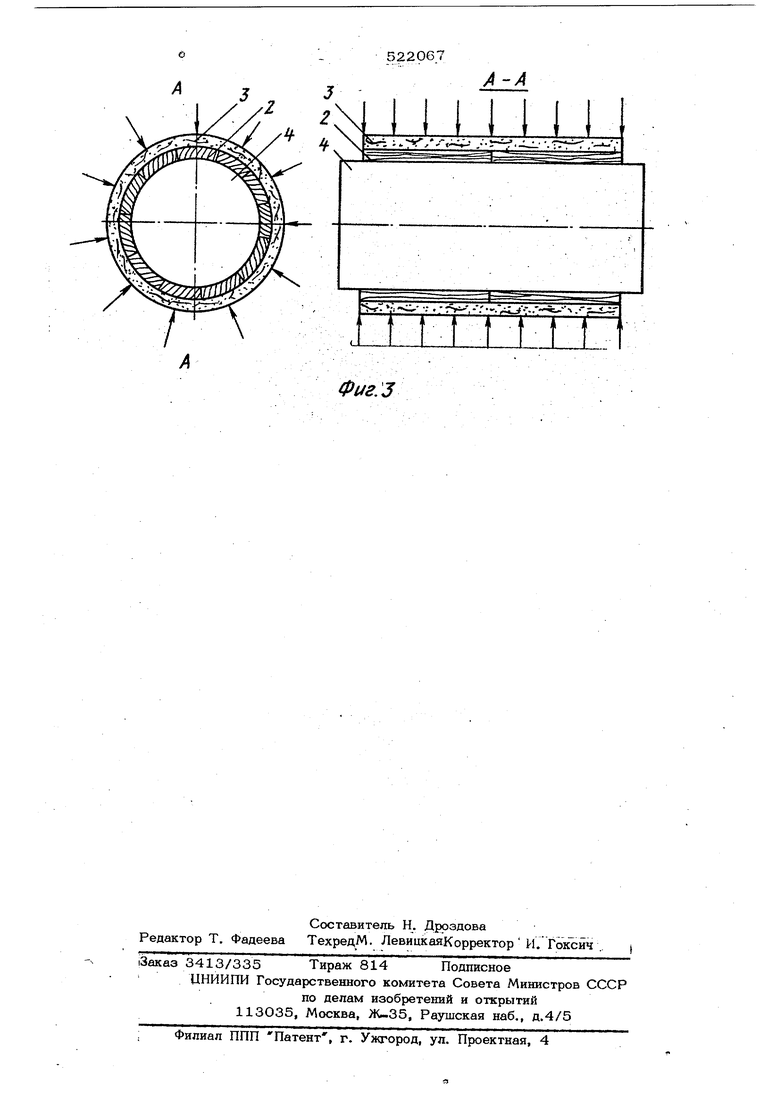
Изобретение отнсюится к способам изготовления деталей трения, преимущественно цилиндрических подшипниковых втулок и подобных им деталей из пресо-материала и цельной древесинь, и может быть применено в деревообрабатывающем машиностро&нии. Известен способ изготовления деталей путем формирования заготовок типа втулок| из Ьресс-масс, одноосного уг1лЬтнёния цёпь-. ной древесины, деления ее на заготовки, укладки последних со стороны внутренней поверхности втулок и совместного горячего прессования. Однако детали трения -скольжения, изготовленные по известному способу, обладают недостаточно высокими эксплуатацио ными свойствами. Целью изобретения является улучщение эксплуатационных свойств деталей трения. Это достигается тем, что совместное горячее прессование осуществляют в радиальном направлении, причем заготовки укладывают вдоль, втулок с направлением од6JO 15 (20 26 ноосного уплотнения перпендикулярно к направлению радиального прессования. Совместное радиальное прессование осуществляют при удельном давлении 300 500 кГс/см- и температуре 140-150°С. На фиг. 1 приведена схема действия сил на заготовку из цельной древесины при одноосном уплотнении, показаны линии пос ледующего разделения этой заготовки на элементы; на фиг. 2 - схема укладки отдельных элементов цельной древесины со стороны внутренней поверхности отформованной заготовки из пресо-материала; в верхней части отдельно показан элемент цельной древесины, предназначенный для размещения со стороны внутренней поверхности заготовки из пресо-материала вдоль втулок с направлением предварительного одноосного уплотнения перпендикулярно к направлению последующего радиального прессования изделия (векторы сил предв рительнохч) одноосного уплотнения показаны штриховыми стрелками); на фиг. 3 показана схема радиального действия сил при (Совместном горячем прессовании заготовj«H из пресс-материала с уложенными элементами заготовок цельной древесины одн Осыого уплотнения со стороны внутренней поверхности втулок с направлением одноосного уплотнения перпендикулярно к направлению радиального прессования (векторы действия сил радиального прессования показаны сплошными стрелками). На фиг. 1-3 показаны заготовка 1 из цельной древесины, элемент 2 из цельной древесины, отформованная заготовка 3 из пресс-материала, центрирующий шток 4. Способ изготовления деталей трения скольжения путем формирования заготовок типа втулок из пресс-масс по предлагаемому способу включает прессование заготовки 3 из пресс-материала; одноосное уплотнение заготовки 1 цельной древесины деление заготовки 1 цельной древесины на заготовки 2 (элементы); укладку поопедних со стороны внутренней поверхности втулок (внутри изделия должен быть установлен центрирующий шток 4), а заготовки укладывают вдоль втулок с направлением одноосного уплотнения перпендикулярно к направлению совместного горячего прессования в радиальном направлений;; совместное радиальное прессование, которое осуществляют при удельном давлении 300- 500 кГс/см и температуре 140-150°С, Использование деталей для пар трения скольжения, изготовленных предложенным способом, обеспечит длительную и надежную работу узлов трения как в нормаль кых условиях, так и в условиях влажных, агрессивных и абразивных сред. При этом повышенная формоустойчивость таких д 67, 4 талей обеспечит в эксплуатации более стаи бальную величину оптимального диаметрального зазора. Сравнительные испытания экспериме тальных образцов при размещении элементов цельной древесины березы предложенным способом показали, что износостойкость образцов на 30-35% выше, а изменение линейных размеров таких образцов при выдержке в воде при 20 С в течение 24 час в 5-6 раз меныше, чем при размещении этих элементов цельной Древесины известным способом. Формула изобретения 1.Способ изготовления деталей трения путем формирования заготовок типа втулок из пресо-масс, однооснсжо уплотнения цельной древесины, деления ее на заготовки, укладки последних со стороны внутренней поверхности втулок и совместного горячего прессования, отличающийся тем, что, с целью улучшения эксплуатационных свойств деталей, трения, совместное горячее прессование ocyraectw вляют в радиальном направлении, причем заготовки укладывают вдоль втулок с направлением одноосного уплотнения перпендикулярно к направлению радиального преосования. 2.Способ по п. 1,отличаю1ций| (91 3 тем, что совместное радиальное прессование осуществлякэтг при удельном давлении 300 - 500 кГс/см; и темпера- туре 140 - 150°С.
Фиг. 2
e,J -А J.Iii..LL.,
