(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛОЛИУРЕТЛНОпОГО
ПОРТ) ПЛАСТ Л
ковые борта 4 и 5, нржние боковых листов загибаются под боковыми бортами и лежат плоско у краев лкста 6. Эти три листа совместно образуют келоб, кг горый перемещается вместе с транспортером 1,
и лежащие внахлестку края листов предо/вращают вытекание жидкой c -fecи реагентов. Рекомендуется наносить на кромки листа 6 клей, когда он выходит из пределов валка 9.
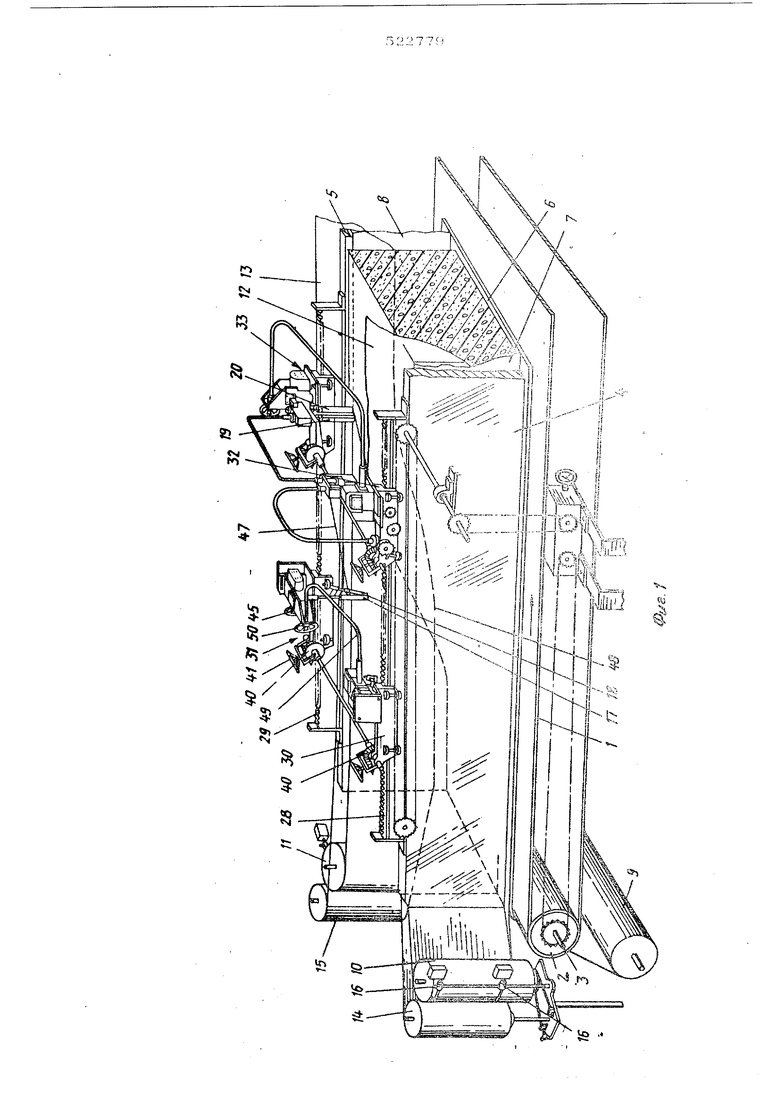
Стенки бумажного желоба выложены соответственно лис1ами 12 и 13 гибкого и эластичного материала, в данном случае полиэт1шеновой пленкой, поступающей соответственно с питающих валков 14 и 15. Листы 12 и 13 образуют направляющие поверхности транспортера и поднимаются по мере перемещения через зону образования поропласта для создания плоской верхней поверхности норопласта,
Приспособления, например, типа перьев 16 наносят полоски клея на наружные поверхности боковых листов 7 и 8, к которым временно приклеивазотся полиэтиленовы листы 12 н 13, для их крепления до поступления в зону образования поропласта. Рекомендуется пользоваться клеем, кото- рьй не высыхаэт или не затвердевает в достаточной степени во время прохождения полиэтиленовых листо.-. по транспортеру.
Каждый лолиэтшеновый лист подается, например, т пи ,.-аюшего палка 14 к перлым напр-твляюЕЬ,.л устройствам, состояиим из пары он- шых валков 17 и 18, затем пэднимлется вверх ко второму напPI 3JI; ,1ще: ly устройству, состоящему из пары приводимых во вращение защемляющих волков 19 I. 2О, помещенных на большем расстоянии от транспортера, чем опорные валки, а далее идет вниз вдоль пути транспортера. Следует учесть, что зона образования поропласта, в которой поднимаются полиэтиленовые листы, как правило расположена ниже вдоль пути транспортера чем это показано на фиг. 1, это расстояfiHe здесь уменьшено, чтобы показать все части на чертеже обычных размеров.
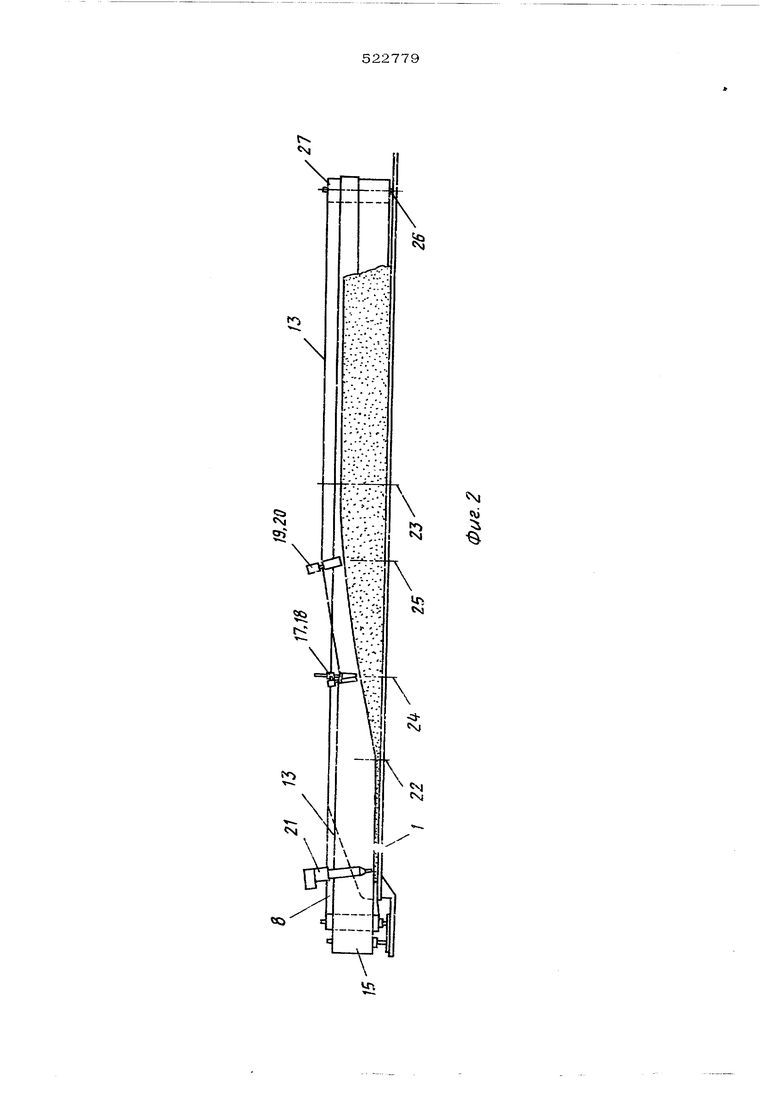
Химические реагенты выливают на л елобчатый транспортер из сопла смесительной головки 21, которая движется поперек движенпя транспортера. Жидкие реагенты перемещаются вдоль транспортера до позиции 22, где начинается вспершвание, уровень поропласта поднимается до максиму о в позиции 23, где вспенивание уменьшается, и дальще поропласт переходит в твердое состояние по море перемещения по транспортеру. Зона между позициями
зона образования 22 и 23 называется в этой зоне распололоропласта и именно
жег-ы в позициях 24 и 25 набор опорных валков 17 и 18 и набор защемляющих валков 19 и 2О.
Полиэтиленовый лист 13 подается питающим валком 15 и идет параллельно транспортеру к набору опорных ва.т1ков 1 7 и 18, временно приклеенньй клеем к боковму листу 8. У набора опорных валков клеевой шов разрушается, и полиэтиленовьй лист идет по наклонному пути вверх к защемляющим валкам 19 и 20, а затем вновь изменяет направление так, что начиная с позиции 23 он движется параллельно транс портеру, соприкасаясь спороплас- том. на то, то верхняя часть полкэгйленового листа направлена вверх после отхода от зацепляющих валков, на практике он свободно падает на край боковой части транспортера. ВажнОу чтобы нижняя часть полиэтиленового листт оставалась в соприкосновении с поропластом, так как порогшаст еще дает отлип в позиции 23, и любые попытки удалить полиэтиленовый лист на этой стадии неизбежно приведут к повреждению боковой поверхности и верхнего края поропласта. Удерживается нижняя часть полиэтиленового листа в желаемом положении на этой стадии за счет верхней полоски клея у листа 8, образующей клеевой шов между листом 8 и полиэтиленовым листом 13. После того, как поропласт в достаточной степени затвердел, полиэтиленовый лист удаляют в позиции 26, где его сматывают на валок 27 вместе с боковым листом бумаги.
Полиэтиленовый лист по мере своего перемещения вверх подвергается действию растягизающегю усилия. Следует учитывать что лист должен перемещаться вдоль этого пути с такой скоростью, которая имеет компонент, параллельный транспортеру. Следовательно, эффективная скорость вдоль наклонного, идущего вверх пути должна быть больше скорости транспортера. Дополнительная скорость достигается за счет действия растягивающего усилия на лист 13. которое вызывает удлинение листа можцу точкой, в которой разрушается клеевой шов с боковым лгстом 8, и защемляющими валками 19 и 2О. Защемляющие валки приводятся во вращение со скоростью которая соответствовала бы скорости перемещения транспортера . Никакого движения листа 13 по отношению к боковому листу 8 не происходит до той точки, в которой разрушается клеевой шов, так как лист в достаточной мере прикреплен клеем к боковому листу.
Устройство работает следующим образом. Смесь, подлежащая вспениванию, выходит из смесительной головки 21 в количестве 10О кг/мин, скорость flBHXiOKHH транспортера 4,35 м/мил, В момент выполнения наблюдений началось вспениван е (нозиция 22) на расстоянии 1,8 м от сопла смесительной головки, з этом положении высота слоя реагентов составляет 15 мм Длина зоны образования норонласта 4,6 м. Начиная с конца зоны образования поро-пласта,полиэтиленовый лист остается в
соприкосновении с норопластом еще на нротяжении 7,6 м до того, как он был удален (позиция 2G). Ширина затвердевшего поропласта 97 см, высота 8О см, а нлотность 28 кг/м .
В пределах зоны образования пороплас- та, а также во время наблюдения набор опорных валков 17 и 18 установлен на расстоянии 1,4 м от начала зоны образования пороплгста5 в этой позиции высота поропласта 34 см. Набор защемляющих вапков 19 и 2О расположен на расстоянии 2 м от набора оиоркьх валков, здесь высота пороплеста равна 70 c.v-,
Следует отметить, что идугций наклонно вверх путь полиэтиленового листа не простирается по всей длине зоны образования поропласта. Порогиаст является достаточно Ж5ЩКИМ в первой Чсзсти зоны его образования и набор опорны.х валков 17 и 18 может быть расположен несколько ниже пачала зоны образования поропласта, Наблюдение за различнь ми г роизводстве} ными цнкламп показало, что наклонный, идущий вверх путь полиэтиленового листа должен предпочтительно зачинаться на участке, составляющем ЗО-40% длины зоны образования поропластв; считая от пачала этой зоны. Обнаружено также, что поропласт стновится достаточно твердым вблизи конца зоны обргхзования поропласта и что наклонный, идущий вверх путь полиэтиленового листа может бьть OKOiine;-; на некотором расстоянии от конц.а зоны образования поропласта. Ei приведенном примере набор заилемляющих валков располс-олен на растояни 1;2 м выше конца зоны образования пэрэ j.iacTa. два фактора определяют расстояние между набором опорных валков 17 и 1 8 и набором защемляющих валков 19 и
2О, которое следует поддерживать в таких пределах, чтобы полиэтиленовый лист мог быть подвергнут действию растягивающего усилия н полностью контролировался на своем следовании по наклонному, идущему вверх путл, определяемому высотой подъел а по 1опласта,
эпнсь(Ба;отся детали наборов опорны ; а зашеЛГляюиигх валков и устройств
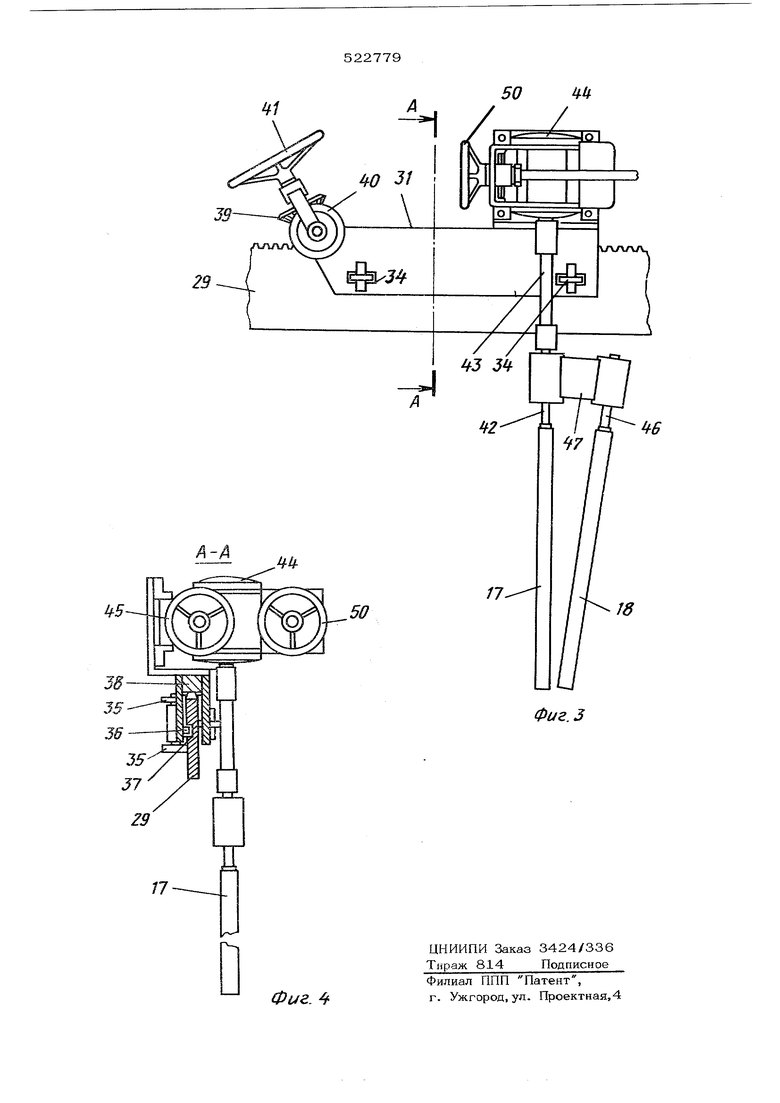
для их установки и регулирования в желаемом положении. На фиг. 1 показаны две рамы 28 и 29, которые жестко смонтированы у верхних краев боковых сторон транспортера. Длина этих рам выбратш такой, чтобы, по меньшей мере, большая часть зоны образования поропласта в любой момент времени находилась в нределах длины рам. Каждая рама несет на себе ог:Орный узел ЗО или 31, включающий пару опорных валков, таких как 17 и 18, а также опорный узел 32 или 33, содержа защерч/шяющие валки 19 и 2О.
Опорный узел 31 покоптся на раме 29 и скользит по зубу рамы, будучи поддерживаемым для предотвращения качающихся движений колесами 34 и 35. Выступающая часть 36 находится в канале 37, служащем для удержания опорного узла на раме. Опорный узел перемещается вдоль рамы с помощью выступа 38, приводимого в действие коническими зубчать ми колессми 39 и 4О от ручного штурвала 41. Опорные узлы ЗО, 32 и 33 сходные узлом 31.
В узле 3 опорный валок 17 свободно вращается на вертикальном валу 42, соединенном с валом 43, отходящим от кожуха зубчатой передачи 44. Кожух зубчатой передачи устроен так, что вращен:-е ручного штуовала 45 вызывает враш, вала 42 относительно своей оси при меньшем угле по сравнению с углгом вращения i:iT -pвале 45. Опорный валок 13 может свободно В1 ащйться н.а валу 4G, подде| ж;:ваемом кронштейно, 47, жестко yKpeiinoHnow
опорного валка 18 .олится :OL. yrnoN к осп опорного Еалка 17 и что (с. фиг, 1 верхлий край 48 полиэтиломсг-о.-. . 1.3 проходит позади валка 17, межлу валкамп и впереди валка 18. Таким сбразом, благодаря расположению под глом опорных валков полнэтиленовь Й л;;ст образует треугольную склаГКу пли изгиб, вершпп;- которого находится в нижней части листа. 1 ращение ручного штурвала 45 для перемещения опорного валка 18 нару;ку, к центру транспортера, увеличивает угол складки, который достигает максимума, когда опорный валок 18 перемешается поперек опорного валка 17 и начинает ле;кать на противоположной, расположенной ниже по ходу, стороне валка 17. Этот пзгшб образуется и в полиэтиленовом тисте, отходящем от опорных валков в направлении под зглом вверх, отклоненном от нанравлечия, по которому лист поступает к опорным валкам, угол этого наклона зависит от угла вращения вала 43. На фиг. 3 опорный валок 18 находится ниже по движению, чем опорный валок-17 и расположен пос- ледовательно с опорным валком 1 7 по от- 5 ношению к движению транспортера, В этом положении наклон полиэтиленового листа вверх является совсем незначительным. На фиг. 1 опорный валок 18 показан сдвигнутым к центру транспортера (примерною
на 45 ) по сравнению с. положением, показанным на фиг. 2, и угол подъема поли- этиленового листа является существенным, как показывает пунктирная линия, отмечающая нижний край 48 листа. Максималь- 15 ный наклон листа достигается, когда опорный валок 18 становится расположенным последовательно с опорзным валком 17, но выше по движению транспортера, чем опорный валок 17,20
Опорный узел 30 аналогичен узлу 31, но он не оборудован ручным штурвалом 45 и его вал 43 вращается от гибкого вала 49, приводимого в движение от руч- 25 ного щтурвала 50, смонтированного на опорном узле 31. 1аким образом, опорные валки двух опорных узлов могут ре- .
|гулироваться независимым орразом coaiffiu и той же стороны транспортера.
Формула изобретения
Устройство для изготовления полиуретанового поропласта, содержащее аппаратуру для разлива вспенивающейся композищш на желобчатый конвейер, к внутреннпм поверхностям ютенок которого приДыкают прокладки из гибких лент, оборудованные механизмом протяжки их со скоростью, горизонтальная составляющая которой равна скорости движения конвейера, а вертикальная - скорости подъема пены, о т л ич а ю щ е е с я тем, что, с целью получения /аистового поропласта с плоской поверхностью, к боковым прокладкам с внутренней стороны конвейера примыкают ленты из гибкого эластичного материала, снабженные механизмом их продольной протяжки и растяжения в поперечном направлении, включающим систе1у1у попарно установленных направляющих валиков, расположенных дру к другу под углом, рав- ным или несколько большим у1Ла подъема верхней кромки формуемого материала на участке его вспенивания.
fi
Ч)
K,
vo ,,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПОРОПЛАСТА12 | 1972 |
|
SU340140A1 |
| Устройство для электроконтактной сварки двух листовых изделий | 1986 |
|
SU1572403A3 |
| САНИТАРНАЯ САЛФЕТКА И СПОСОБ НАЛОЖЕНИЯ КЛЕЯ И СЪЕМНОЙ ПОЛОСКИ НА НЕЕ | 1991 |
|
RU2093128C1 |
| ЛИНИЯ ПРОИЗВОДСТВА КОНДИТЕРСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2151520C1 |
| СЛОИСТЫЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2283238C2 |
| Устройство для запечатывания клапана конверта | 1981 |
|
SU1082629A1 |
| Устройство для изготовления, наполнения и закрывания мешков | 1991 |
|
SU1838194A3 |
| Линия для изготовления деревянных клееных конструкций | 1975 |
|
SU528200A1 |
| ДЕРЖАТЕЛЬ КОНТЕЙНЕРА ДЛЯ НАПИТКОВ | 2001 |
|
RU2264294C2 |
| Универсальная клеть двойного назначения для прокатных станов и устройство для замены валков на таких клетях | 1989 |
|
SU1729281A3 |
t
CV)
:i %
