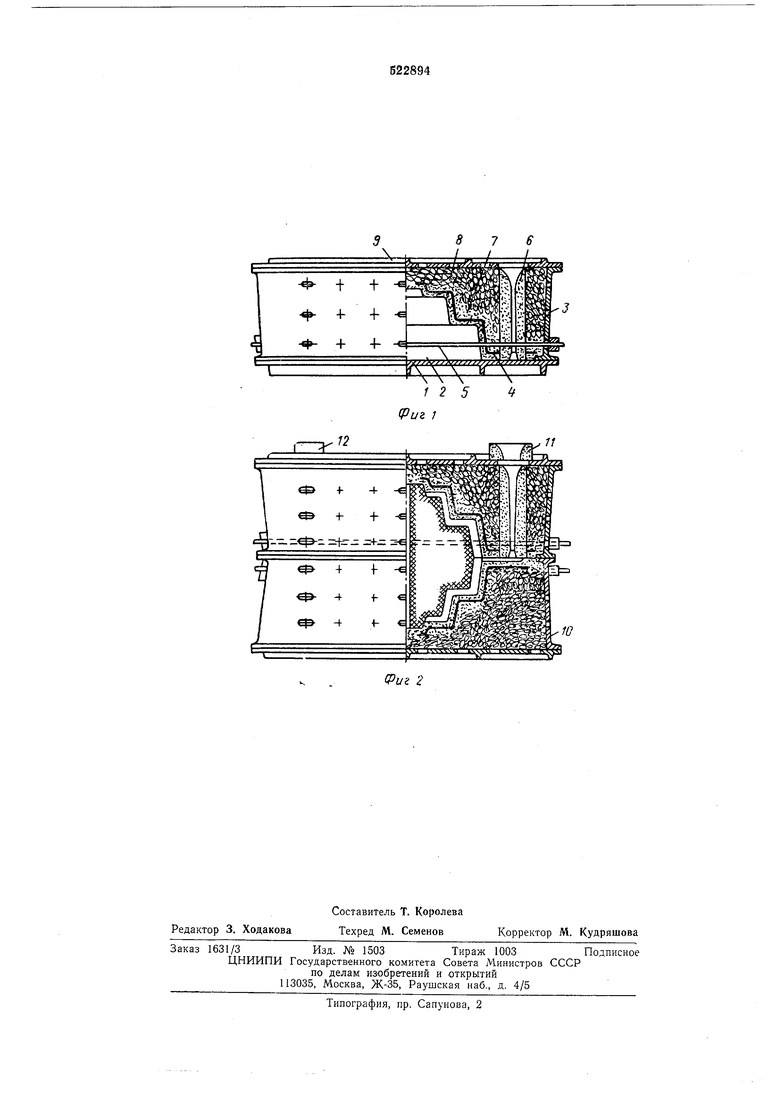
увеличенным на 1-2% количеством жидкого стекла, например, при следующем соотношении компонентов, вес. %: Песок кварцевый 1КО16 Глина формовочная в порошке Крепитель ДП (ГОСТ 8890-58) Феррохромовый саморассыпаюш,ийся шлак Жидкое стекло плотностью 1,46 модуль 2,6 Едкий натрий плотностью 1,3 Живучесть смеси 25-30 мин, прочность на сжатие через 40 мин не менее 1,2 кг/см, влажность 4,46%, газопроницаемость 226 ед. 15 Слегка обдувают поверхность нанесенной облицовочной смеси углекислым газом для получения поверхностной прочности, затем засыпают легковесный наполнитель 8. Воздействием кратковременной циклической виб- 20 рации (5-10 сек) наполнитель 8 относительно плотно укладывается в объеме опоки вокруг облицовочного слоя. Па опоку 3 накладывают плиту 9, жестко скрепляют ее с опокой. Плита 9 удерживает наполнитель 8 от 25 высыпания при кантовке; зажатый между облицовкой 7 и плитой 9 наполнитель обеспечивает надлежащую жесткость и прочность полуформы, противостоящую воздействию давлении залитого металла на облицовочный 30 слой. Размер гранул наполнителя берут больше размера вентиляционных отверстий в оснастке, Армирующие элементы прочно удерживают 35 облицовочный слой, противовостоят изгибающим усилиям и предотвращают образование термических трещин в облицовке как при сушке, так и при заливке. После кантовки опоки 3 слегка расталки- 40 вают модель, устанавливают на нее вторую половину модели и изготовляют полуформу низа 10 аналогичным полуформе верха образом. Па изготовленные полуформы наносят противопригарное покрытие, при необ- 45 ходимости подсушивают в течение 30 мин при 250-300°С Устанавливают стержни, собирают форму, опоки скрепляют между собой, устанавливают литниковую чашу Ни нарощалки 12. После заливки и остывания 50 формы снимают плиту 9 с опоки верха. Армирующие продольные и поперечные прутки 5 извлекают, после чего форму выбивают. 5 10 Выбивка осуш,ествляется без затруднений, так как отливка в опоках без шпон удерживается только облицовочным слоем, который после остывания отливки теряет значительную долю прочности. При подъеме формы краном отливка вместе с облицовкой и наполнителем под действием собственного веса вываливается из опок. После отделения наполнителя от кусков облицовки он готов к повторному использованию без дополнительных подготовительных операций. Керамический огнеупорный наполнитель, например, керамзит (ГОСТ 9759-65 - материал, широко применяемый в строительстве для легковесных теплоизоляционных изделий, Пористость - 70-80%, огнеупорность более 1100°С. Для литейных форм наиболее подходящей является крупная фракция размером гранул 20-40 -мм, с объемным весом 200 - 350 кг/м прочностью гранул на сжатие в пределах 5-14 кг/см. Кроме легковесного керамического наполнителя могут быть использованы специально изготовленные наполнители в виде шариков из легких металлических сплавов, например, пеноалюминия или из газонаполненных термостойких пластмасс, которые во много раздолговечнеее и прочнее керамических, не гигроскопичны, не растрескиваются при транспортировке, ,,., Формула изооретения 1. Способ изготовления облицованных литейных форм, включающий нанесение на модель слоя облицовочной смеси и пОСледующее заполнение объема опоки наполнителем в виде гранул, отличающийся тем, что, с целью снижения веса форм и уменьшения давления на облицовочный слой при кантовке опок, в качестве наполнителя берут легковесные пористые материалы. 2.Способ по п. 1, отличающийся тем, что в качестве легковесного пористого мате риала берут гравий керамзитовый. 3.Способ по пп. 1 и 2, отличающийся тем, что в качестве легковесного пористого материала берут легкие поризованные сплавы, а именно пенистый алюминий. 4.Способ по пп. 1, 2 и 3, отличающийс я тем, что в качестве легковесного пористого материала берут пенистые высокопрочные пеноэпоксидные шапластмассы, а именно рики.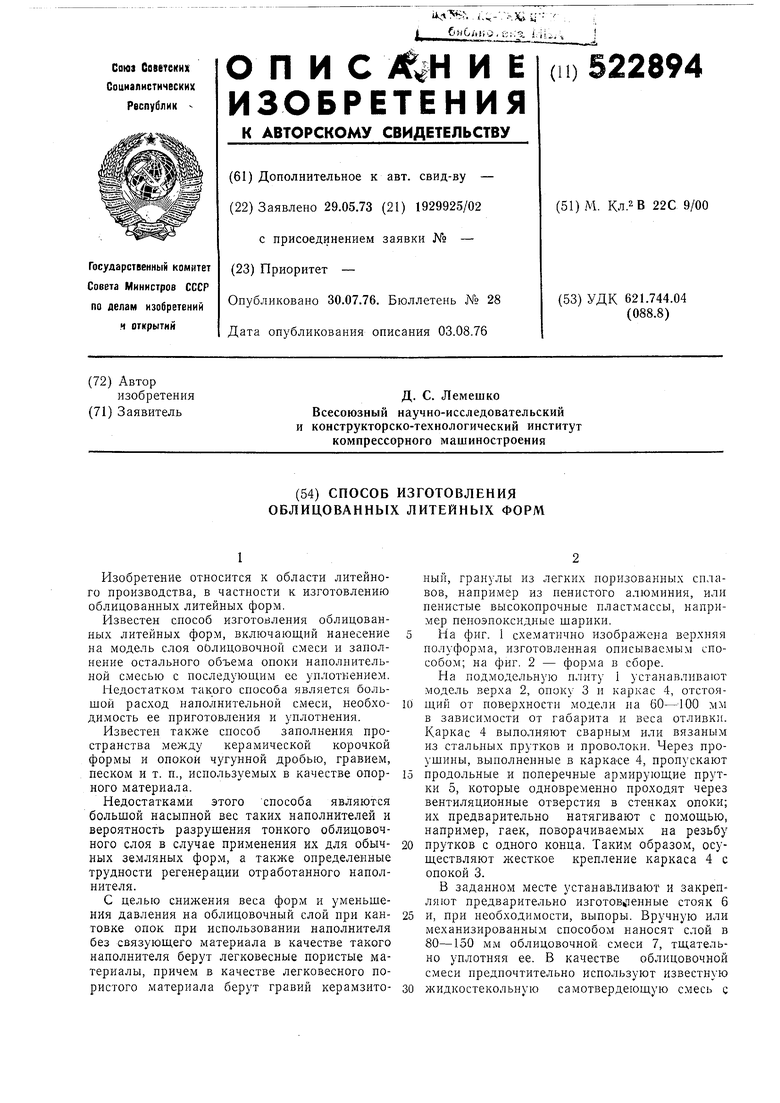

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм | 1979 |
|
SU780946A1 |
| Способ изготовления литейной формы вакуумной формовкой и устройство для его осуществления | 1983 |
|
SU1122399A1 |
| Способ изготовления литейных форм | 1980 |
|
SU933184A1 |
| СПОСОБ ВАКУУМНОЙ ФОРМОВКИ | 1992 |
|
RU2026129C1 |
| Способ изготовления разовой модели | 1980 |
|
SU954141A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1981 |
|
SU973214A1 |
| Способ изготовления облицованных литейных форм | 1983 |
|
SU1126356A1 |
| Способ поверхностного легирования отливок при вакуумной формовке | 1987 |
|
SU1588487A1 |
| Способ вакуумной формовки | 1987 |
|
SU1437131A1 |
| СПОСОБ ВАКУУМНОЙ ФОРМОВКИ | 1992 |
|
RU2070471C1 |