(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ Изобретение относится к литейному производству, в частности к способу изготовления литейных форм вакуумной фор МОВКОЙ. Известен способ изготовления литей- ных форм вакуумной формовкой, включающий облицовьюание модели герметизирук щей пленкой, установку опоки на модельную оснастку, наполнение опоки сыпучим формовочным материалом, уплотнение, гер метизацию и вакуумирование, в котором с целью упрочнения рабочей поверхности формы после облиаования модели герметизирующей пленкой на ее оформл51ющей поверхности устанавливают формовочные гвоаци, направленные острием в опоку j,lj Недостатками этого способа являются у ложнение конструкции и увеличение стоимости модельной оснастки из-за применения в ней системы электрических магнитов для фиксации гвоздей относительно поверхности модели; ухудшение качества поверхности отливок из-за приваривання ВАКУУМНОЙ ФОРМОВКОЙ гвоздей к основному металлу отливки, что требует дополнительных трудозатрат на механическую обработтсу литья; необходимость дополнительной очистки формовочного материала от механических включений (гвоздей). Наиболее близким к изобретению по технической сушности и достигаемому результату является способ изготовления форм вакуумной формовкой, включающий облицовывание модели герметизирующей пленкой, установку опоки на модельную оснастку, наполнение опоки формовочным материалом, уплотнение, герметизацию и вакуумирование Г Недостатками известного способа являются пригар отливок в местах соприкосновения с формовочным материалом, что требует дополнительных трудозатрат на очистку литья; , увеличение трудозатрат на очистку сыпучего формовочного материала от комкообразных включений форм овочного материала, содержащего связующее; увеличенный расход формовочныхI материалов. Кроме того, указанные способы не обеспечивают равномерного распределения вакуума по объему формы и не- S обходимую прочность формы в случае преждевременного разрушения герметизирующей пленки и/или падения вакуума в форме и возникновения в материале формы под дей- ствием его собственной массы напряжений сдвига, которые при определенных условиях (больщие габариты и площадь рабочей поверхности формы, удаленность отдельных мест от поверхности ..вакуумирования, при менения наполнителя с большим удельным весом, механически и гидравлические удары при транспортировке, сборке и заливке форм и т. п.) превьпцают прочность формы на сдвиг, что приводит к деформации геометрии рабочей поверхности или обрушению формы. В этом случае элементы крепления рабочей поверхности формы в виде формовочных гвоздей или формовочного материала, содержащего связующее имеющие удельный вес и плотность равными и больше, чем основного сьшучего фор мовочного материала, и расположенные в его объеме или на его поверхности, перемещаются вместе с общей массой сыпучего формовочного материала. Цель изобретения - уменьшение деформации и разрушения формы и повьпиение качества отливок. Поставленная цель достигается тем, что в известном способе изготовления литейной формы вакуумной формовкой, включающем облицовывание модели герметизирующей пленкой, установку опоки и заполнение ее формовочным материалом уплотнение, герметизацию и вакуумирование, при наполнении опоки формовочным материалом в полость опоки вводят огнеупорный капиллярно-пористый газопроницаемый материал с плотностью и удельным весом в 1,5 - 20 раз меньшими плотности и удельного веса формовочного материала. В качестве огнеупорного капиллярнопористого газопроницаемого материала вводят шамотный, высокоглиноземный, каолиновый или динасовый легковес (ГОСТ 8691-73). Огнеупорньтй капиллярно-пористый газо проницаемый легковесный материал вводя в виде отдельных элементов или единого тела в количестве 10 - 70% от общего объема формовочного материала формы. Применение легковесных материала менее
10% не сказьтается существенным образом на изменении прочности формы, а более 70% нецелесообразно, так как, начиная с этого предела, форма обладает максимальной прочностью.
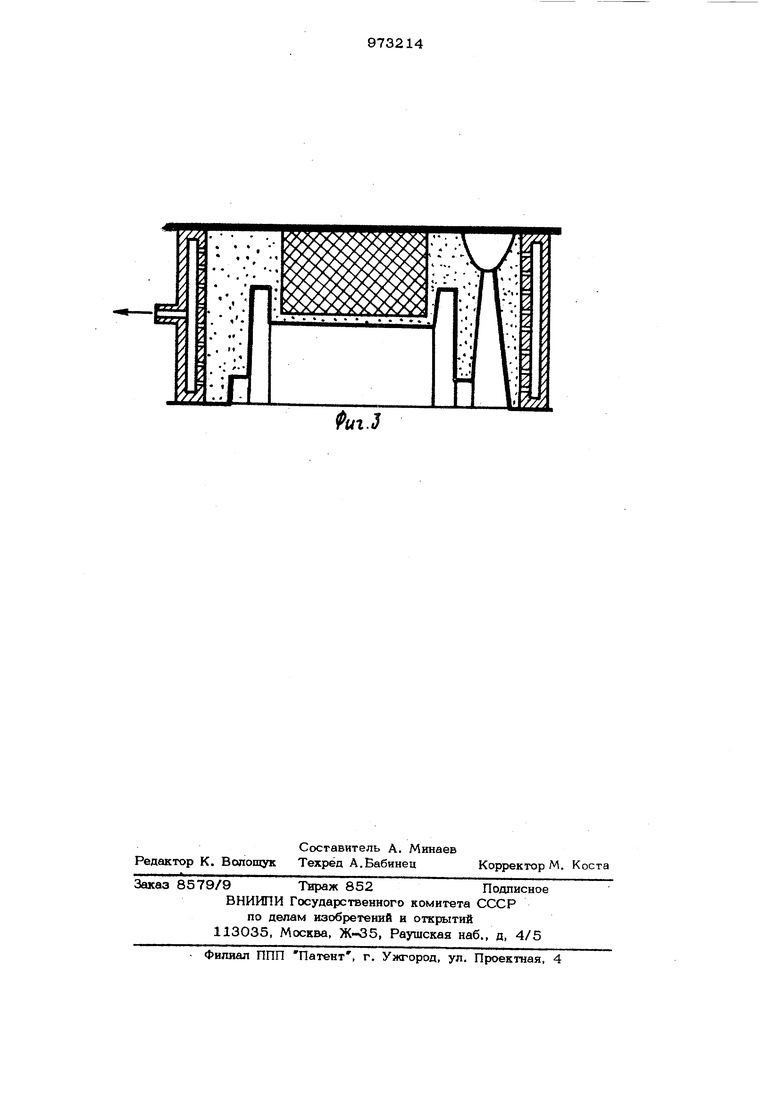
На фиг. 1, 2 и 3 представлена последовательность изготовления литейной полуформы по предлагаемому способу.
Установленная на основании 1 с полостью для вакуумирования модельная оснаста, включающая подмодельную плиту 2 с оделью 3 отливки и моделью стояка 4, облицовывается герметизирующей пленкой 5, устанавливается опока 6, которая наполняется сыпучим формовочным материалом 7 на высоту, превышающую верхнюю точку поверхности модели, над которой устанавливается газопроницаемое oi неупорное тело на 1 - 2О мм, в полость опоки вводится газопроницаемое огнеупор ное тело 8 и устанавливается на сыпучий формовочный материал,, опока уплотняется вибрацией и герметизируется пленкой 9 и вакуумируется.:, Готовая полуформа снимается с модельной оснастки. Затем известным способом собирается, крепится форма, в нее заливается расплав. ле затвердевания отливки снимается вакуум и газопроницаемое ог-неупорное тело удаляется из формы вместе с сыпучим формовочным материалом и отливкой. Так как газопроницаемое огнеупорное тело находится в массе сьшучего формовочного материала в верхней полуформе над отливкой, то в процессе удаления из формы оно практически не разрушается и может быть использовано многократно. Предлагаемый способ уменъ шает массу формовочного материала, расположенного в местах формы, где наиболее вероятна ее деформация и разрушение при прежде- временном выгорании гермегизнрующей пленки, резком падении вакуума, механическом и гидравлическом ударе формы. Основными такими местами бьгоают, как правило, геометрический центр формы больших габаритов или места, отделенные от поверхности вакуумирования газонепроницаемой перегородкой (например, хо-лодильником или заливаемым металлом). , Оцновременно эгот способ 0аег возможность уменьшить энергозатраты на поддержание вакуума в форме за счет применения вакуумных насосов меньшей производительности. Формула изобретения 1. Способ изготовления литейных форм вакуумной формовкой, включающий облико5973вьшание модели герметизирующей пленкой, установку опоки на модельную оснастку, наполнение оиоки формовочным материалом, уплотнение, герметизацию и вакуумированке, отличающийся тем, что, s с целью уменьшения деформации и разрушения формы и повышения качества отливок, при наполнении опоки формовочным материалом в полость опоки вводят огнеупорный капиллярно-пористый газопрони- О шeмыЙJматериал с плотностью и удель;ным весом в 1,5 - 20 раз меньшими плотности и удельного веса формовочного материала. 2. Способ по п. 1. о т л и ч а ю - щ и и с я тем, что в качестве огнеупоруного капиллярно-пористого газопроницае14мого ма1й})) ы/ глт)оземас.Пл;;, к f:i легкорзес-, 3. СПОСПГ: 111- ii Ч а ю 1Ц и ii - КаП1иГЛЯрПО--Т1н5 ;1 материал вводят а ментов iiji:t i:,U..Ci- 70% от обшето ODi териапа формьь ИСТОЧНШ : lu-lijK.CL-. , принятые во вн1а- анг5 экспертизе 1.Авторское свкцетельство СССР № 772685, кл. В 22 С 9/02, 1980. 2.Патент США № 4036276, кл. 164-7, onj 6a;uv. 1977.
Фи1.2

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм вакуумной формовкой | 1979 |
|
SU772685A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1979 |
|
SU869935A1 |
| Способ изготовления литейной формы вакуумной формовкой и устройство для его осуществления | 1983 |
|
SU1122399A1 |
| Опока для вакуумной формовки | 1980 |
|
SU952416A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1982 |
|
SU1052312A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1986 |
|
SU1379072A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВКИ В ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМЕ | 2018 |
|
RU2708035C1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1986 |
|
SU1435372A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления | 1989 |
|
SU1662739A1 |
| Способ вакуумной формовки | 1988 |
|
SU1629133A1 |