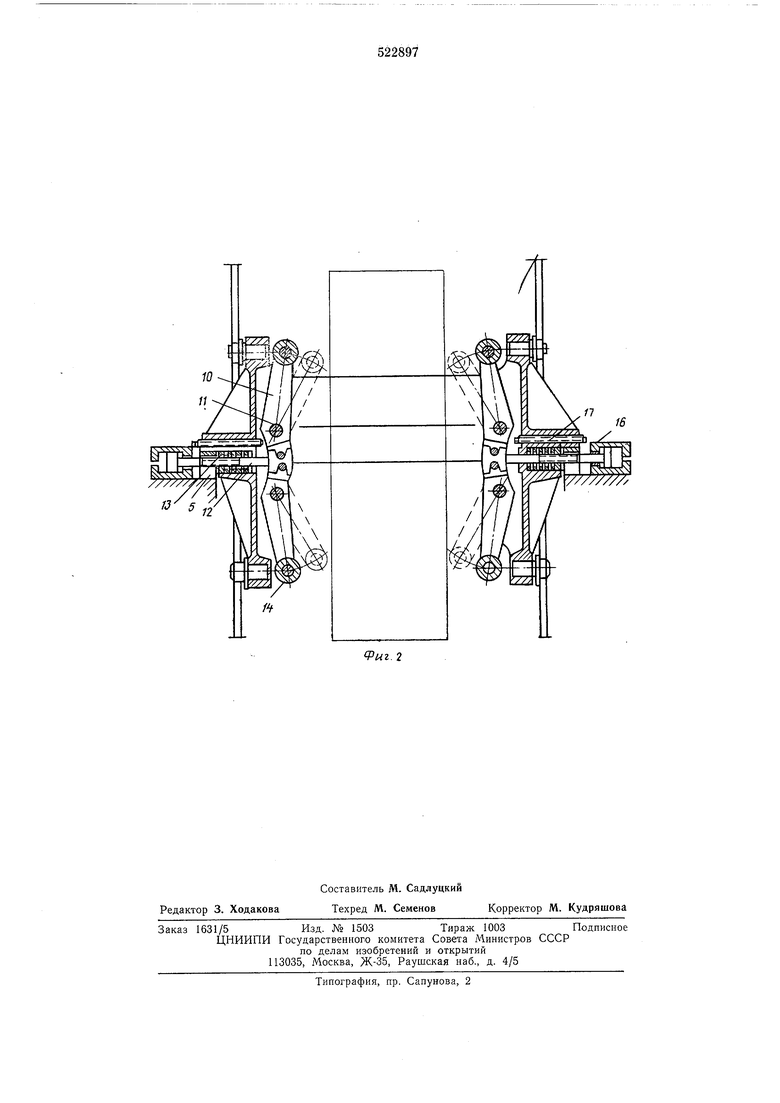
Для настройки центрирующих рычагов 10 на размер отливаемого слитка имеются винтовые упоры 17.
Устройство работает следующим образом. Задача затравки в тянущую клеть осуществляется в следующей последовательности. Уложенную на рольганг затравку подают к
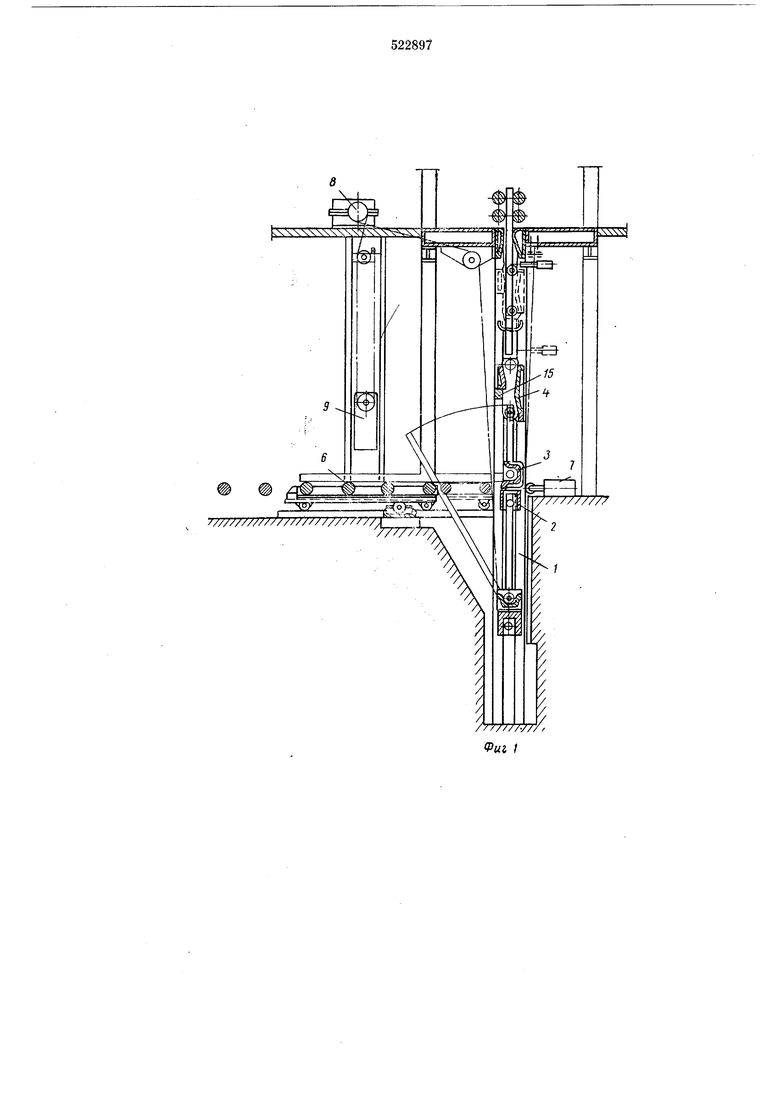
устройству. Роликовая опора 6 занимает промежуточное положение между стационарным рольгангом и приемной тележкой устройства, обеспечивая нормальное удерживание переднего конца затравки и его заведение в тележку. Дно 3 тележки развернуто на ЭО толкателем 7. Далее опора отходит в крайнее левое положение, обеспечивая расположение центра тяжести затравки вправо от опоры 6, тележка 2 опускается в нижнее положение с опусканием конца затравки. После этого опора 6 перемещается в крайнее правое положение с переводом затравки в вертикальное положение. Тележка 2 поднимает затравку и задает ее в тянущую клеть. Во время подъема затравки направляющая проводка 4 находится на упорах 5. Если щирина затравки больше отливаемого слитка, гидроцилиндры 16 своими щтоками давят на тяги 12 и разводят рычаги 10, обеспечивай необходимый для прохода затравки раствор между ними.
Выдача затравки производится в обратной последовательности. При этом приемная тележка 2 в ожидании затравки находится в верхнем положении под направляющей проводкой 4. Рычажная система проводки разведена (в случае необходимости). Привод перемещения тележки расторможен. Затравка опускается тянущей клетью, встречается с тележкой и начинает ее перемещать со скоростью разливки. После отделения затравки от слитка приемная тележка 2 под действием веса слитка ускоряется, включается двигатель привода и тележка опускается вниз до выхода верхнего конца затравки из-под нижнего обреза продольной стенки 15, направляющей проводки 4, обращенной к роликовой опоре 6. Удержание затравки от опрокидывания производится в это время нижними пальцами 14 центрирующих рычагов проводки и
роликовой опорой 6, которая находится в крайнем правом положении.
Выдача слитков производится аналогично выдаче затравки. При выдаче слитков остановка приемной тележки 2 при ее движении вниз производится в зависимости от положения верхнего конца слитка, обеспечивая его расположение в момент остановки между нижним обрезом продольной стенки направляющей проводки 4 и нижними пальцами 14 ее механизма центрирования. При выдаче последнего в плавке короткого слитка приемная тележка 2 поднимается выпле положения, при котором она находится при выдаче не последних слитков и поднимает направляющую проводку 4 выще упоров 5, обеспечивая тем самым выдачу последнего слитка малой длипы. При последующем опускании тележки 2 с коротким слитком направляющая проводка 4 по ходу движения садится на упоры 5, а тележка движется дальще вниз и выдача слитка производится в обычном . При изменении ширины отливаемых слитков винтовыми упорами 17 производится регулировка положения центрирующих рычагов 10.
Формула изобретения
1.Устройство для выдачи слитков вертикальной установки непрерывной разливки металла, содержащее вертикальные стационарные направляющие с размещенной между ними приемной тележкой, над которой расположена направляющая проводка, отличающееся тем, что, с целью упрощения конструкции, оно снабжено установленной со стороны выдачи слитка, перпендикулярно направляющим, роликовой опорой, выполненной в виде приводного рольганга.
2.Устройство по п. 1, отличающееся тем, что, с целью пропуска затравки, направляющая проводка снабжена приводным центрирующим механизмом.
3.Устройство по пп. .1 и 2, отличающееся тем, что, с целью исключения трения конца слитка при его развороте, дно приемной тележки выполнено поворотным.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выдачи слитков | 1980 |
|
SU994107A1 |
| Установка для непрерывной разливки стали | 1959 |
|
SU125883A1 |
| Способ подачи затравки в кристаллизатор машины непрерывной разливки металла | 1957 |
|
SU115715A1 |
| Устройство для выдачи слитков машины полунепрерывного литья заготовок | 1982 |
|
SU1103939A1 |
| Подъемное устройство для выдачи длинных слитков из колодца на установках для непрерывной разливки стали | 1956 |
|
SU109556A1 |
| Устройство для непрерывной разливки стали | 1961 |
|
SU143214A1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038916C1 |
| Машина непрерывной разливки стали для одновременной отливки двух слитков квадратного сечения | 1958 |
|
SU119317A1 |
| СПОСОБ И ВЕРТИКАЛЬНАЯ УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ТОЛСТЫХ СЛЯБОВ ИЗ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2012 |
|
RU2563388C2 |