€ти - обеспечивают высокое качество сочленения кромок 4 и 5, а также высокую частоту .поверхности инструментального валка, исключающую возможность повреждения рулоиного материала. Для повышения прочности крепления винты 9 и штифты 10 располагают в шахматном порядке в два ряда.
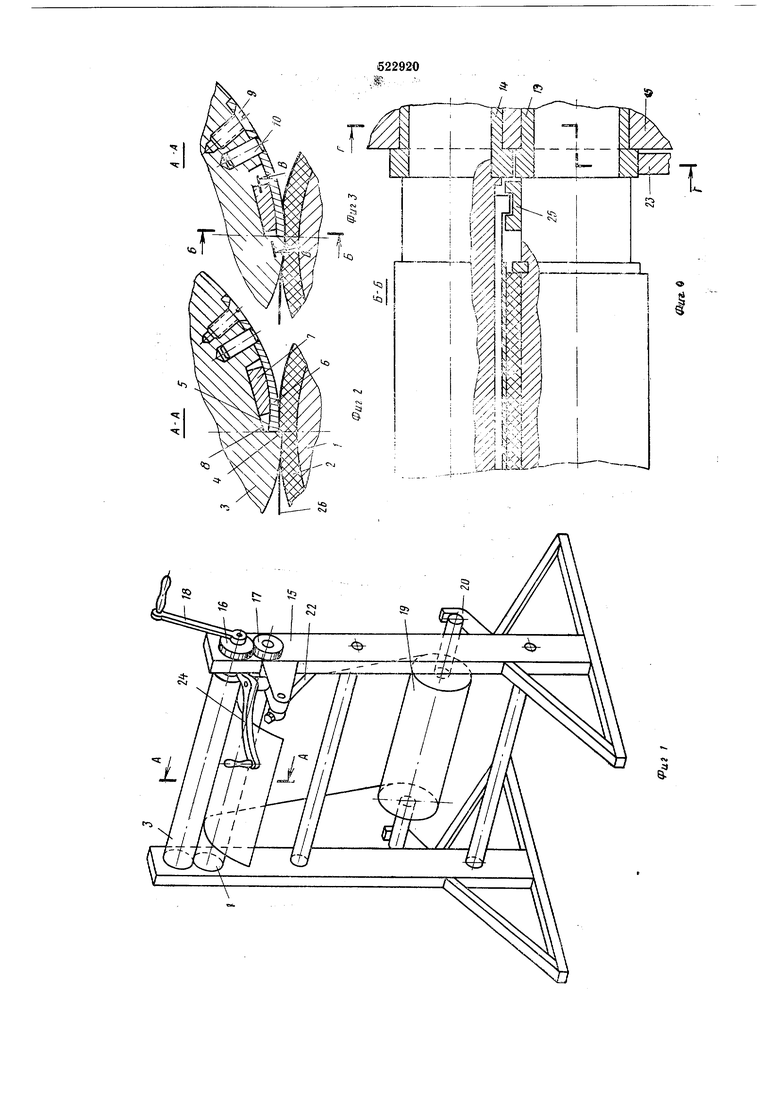
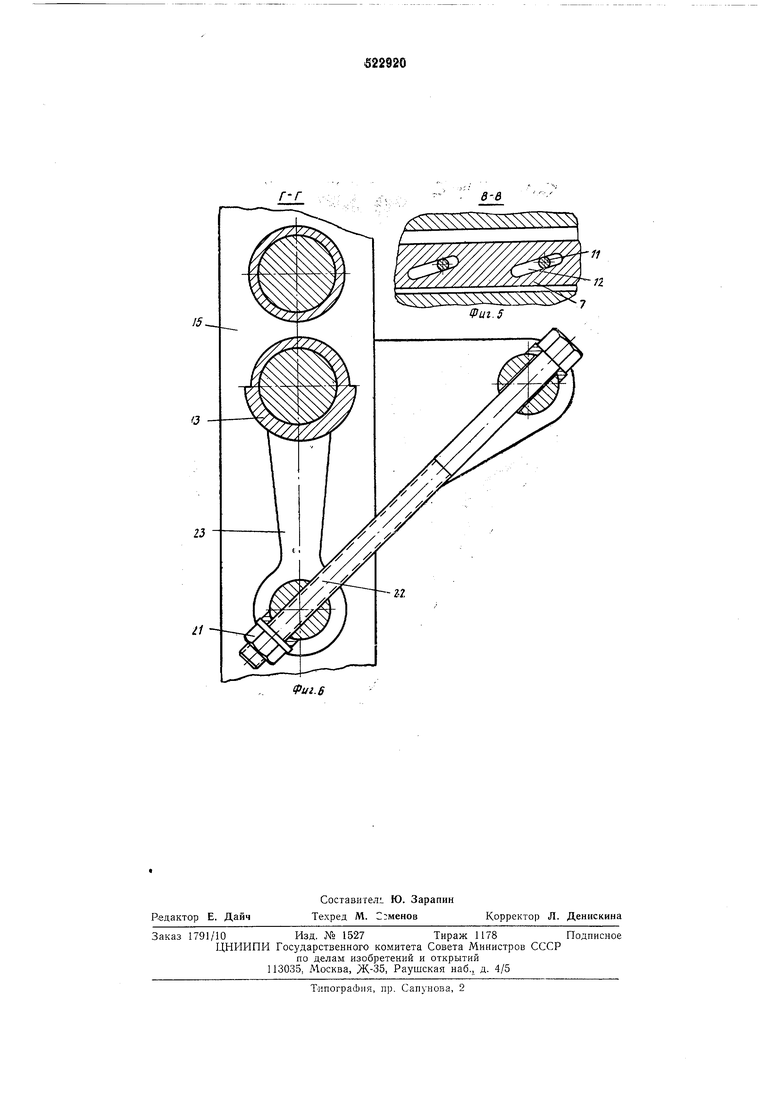
Для обеспечения несрабатывания режущих элементов клин 7 должен быть (см. фиг. 3) подведен по наклонному дну каиавки 8 до упора в листовую шружииу. Это осуществляется при продольной сдвижке клина благодаря штифтам 11 и косорасиоложенным в теле клвна пазом 12, которыми клин насажива-ется на штифты 11. При упоре в листовую пружину м-ежду клином и стенкой канав ки 8 должен быть равный по всей длине зазор. Это выполняется за счет точности выполнения размеров лаза клина и пружины. Кроме того, при (Предварительном закреплении листовой пружины определяется требуемое положение клина на две канав.ки 8, обеспечивающее обязательное контактирование клина с листовой пружиной по всей длине. Координаты отверстий под штифты 11 определяются через пазы 12 клина, находящегося в определенном по указанному способу положении.
Ручной бумагорезательный станок, пОказанный на фиг. 1, - пример реализации изобретения. Валки 1 и 3 установлены в подшипни ки скольжения 13 к 14 на вертикальных стойках 15 станины. Концы валков со стороны .рукояток выступают за торец стойки 15 и на них закреплены шестерни 16 и 17 для синхронизации вращения валков, а такжс рукоятка 18 для вращения инструментального валка. Рулон бумаги 19 с подшипниками на концах центрирующей оси устанавливается на призмы 20. Бумажная лента, сматываемая с рулона, заправляется в зазор между валками. Далее валки поджимаются друг к другу посредством вращения гаек 21 на концах болтов 22. Поджатие валков осуществляется при этом за счет эксцентричности посадочных отверстий в подшипниках 13 и за счет поворота этих подшипников за кронштейны 23.
Процесс мерной резки осуществляется следующим образом. При диаметре инструментального валка 63 мм длина окружности валка равна 200 мм. Для отрезки листа длиной 1200 мм необходимо сделать рукояткой 18 шесть оборотов, три этом перед завершением
шестого оборота необходимо сдвинуть за рукоятку 24 копир 25. После выхода режущих кромок 4 и 5 из зоны резки копир 25 за рукоятку 24 возвращается в исходное положение, благодаря чему клин 7 перед очередным
входом режущих кромок в зону резки возвращается в исходное положение, подпирая листовую пружину и не позволяя ножевому устройству срабатывать (вплоть до двенадцатого оборота инструментального валка). Далее
операции повторяются. Отсчет требуемого числа оборотов производится визуально. Отрезные листы бумаги отводятся от валков девой рукой и после отрезки укладываются в стопку, располагаемую в непосредственной
близости от станка.
При наличии на инструментальном валке нескольких ножевых устройств визуальность отсчета требуемого числа прохождений ножевых устройств через зону резки может быть
облегчена установкой специального счетчика над инструментальны.м валком.
Формула изобретения
Устройство для поперечной резки рулонных материалов, состоящее из опорного валка с эластичной, например, полиуретановой облицовкой и из сопряженного с ним инструментального валка, содержащего один или несколько равнорасположенных по окружности продольных ножей примыкающих к ним заподлицо листовых пружин, отличающееся тем, что, с целью резки рулонного материала на листы, длины которых кратны расстоянию между двумя соседними ножами, под листовыми пружи нами установлены клинья, снабженные приводом возвратно поступательного перемещения.
Источники информации, принятые во внимание при экспертизе:
1 «Кузнечно-штамповочное производство, 1974 г., № 1, с. 10-14.
622920
,t Г-Г
15
23
11 в-в
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки листового материала | 1990 |
|
SU1738504A1 |
| Устройство для подачи и поперечной резки листовых материалов | 1975 |
|
SU556000A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| УСТРОЙСТВО ОБРАБОТКИ ГОФРИРОВАННЫХ ЛИСТОВ | 2016 |
|
RU2731348C2 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| Устройство для резки рулонной бумаги и подачи ее для механической укладки на нее конфет | 1961 |
|
SU152171A1 |
| Устройство для резки волокнистых материалов | 1981 |
|
SU996536A1 |
| Устройство для резки листовых заготовок | 1975 |
|
SU537764A1 |
| Способ наладки многодисковых ножниц в процессе продольного резания тонких полос | 1988 |
|
SU1720814A1 |
| Устройство для продольной резки материала на ленты | 1981 |
|
SU1006100A1 |