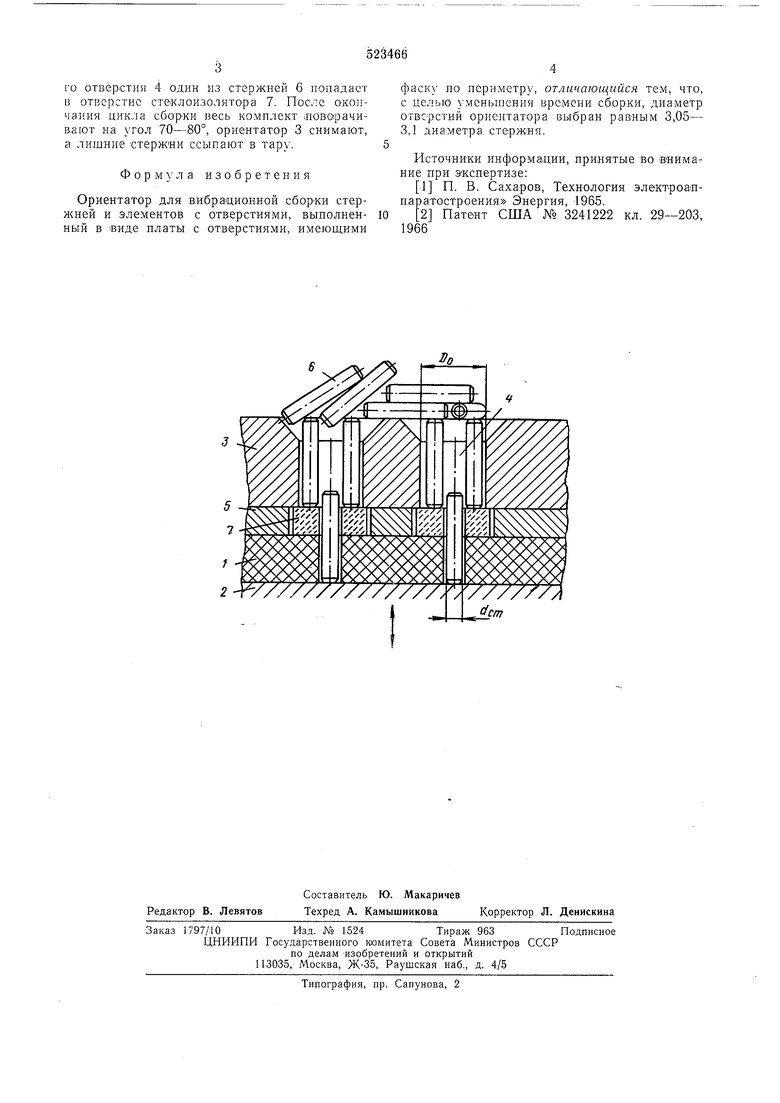
го отверстия 4 один из стержней 6 попадает в отверстие стбклоизолятора 7. После око чакия цикла сборКИ весь комплект 1пово:рачивают на угол 70-80°, ориентатор 3 снимают, а лишние стержии ссыпают в тару.
Формула изобретения
Ориентатор для вибрационной сборКи стержней и элементов с отверстиями, выполненный в виде платы с отверстиями, имеющими
фаску по периметру, отличающийся тем, что, с целью уменьшения времени сборки, диаметр отверстий ориентатор а выбран равным 3,05- 3,1 диаметра стержня.
Источники информации, принятые во внимание при экспертизе:
1 П. В. Сахаров, Технология электроалпаратостроения Энергия, 1965.
2 Патент США № 3241222 кл. 29-203, 1966
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вибрационной сборки стержней и элементов с отверстиями | 1974 |
|
SU518820A1 |
| Устройство для сборки деталей /его варианты/ | 1981 |
|
SU988521A1 |
| Цоколь герметичного реле | 1973 |
|
SU490203A1 |
| Устройство для нагрева и поштучной подачи охватывающих деталей типа втулок на позицию сборки | 1986 |
|
SU1349949A1 |
| Способ сборки каркасов катушек электромагнитных реле | 1975 |
|
SU555459A1 |
| Способ заполнения втулками отверстий в плате | 1973 |
|
SU461460A1 |
| Способ заполнения диафрагмы массажной щетки штырями со шляпками | 1985 |
|
SU1308312A1 |
| Устройство для автоматической сборки деталей | 1981 |
|
SU994198A1 |
| Автоматическая сборочная линия спутникового типа | 1988 |
|
SU1625558A1 |
| Устройство для ориентированной подачи деталей типа заклепок | 1980 |
|
SU912610A1 |
