Изобретение относится к сборочному производству, а именно к устройствам для тепловой сборки деталей типа вал-втулка.
Целью изобретения является снижение энергозатрат и расширение технологичес- ких возможностей.
Поставленная цель достигается путем снабжения устройства приводом возвратно- яоступательного перемещения нагреваемого стержня механизма температурной обработ- ки, выполнения накопителя в виде барабана с гнездами для деталей и выполнения механизма поштучной подачи в виде наклонных лотков, отсекателя, о-риентаторов и толкателя, что обеспечивает последовательную подачу каждой детали сначала на позицию нагрева, а затем на позицию сборки. Выполнение узлов устройства регулируемыми по ширине обеспечивает возможность обработки в нем деталей различных типоразмеров.
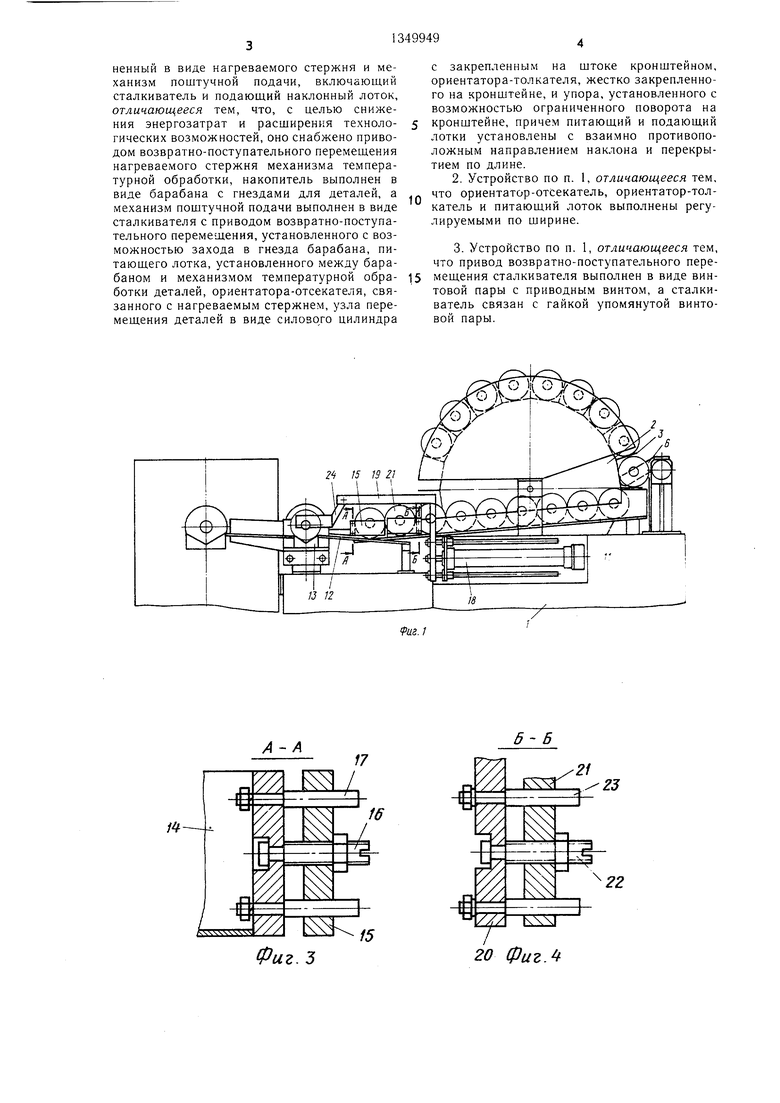
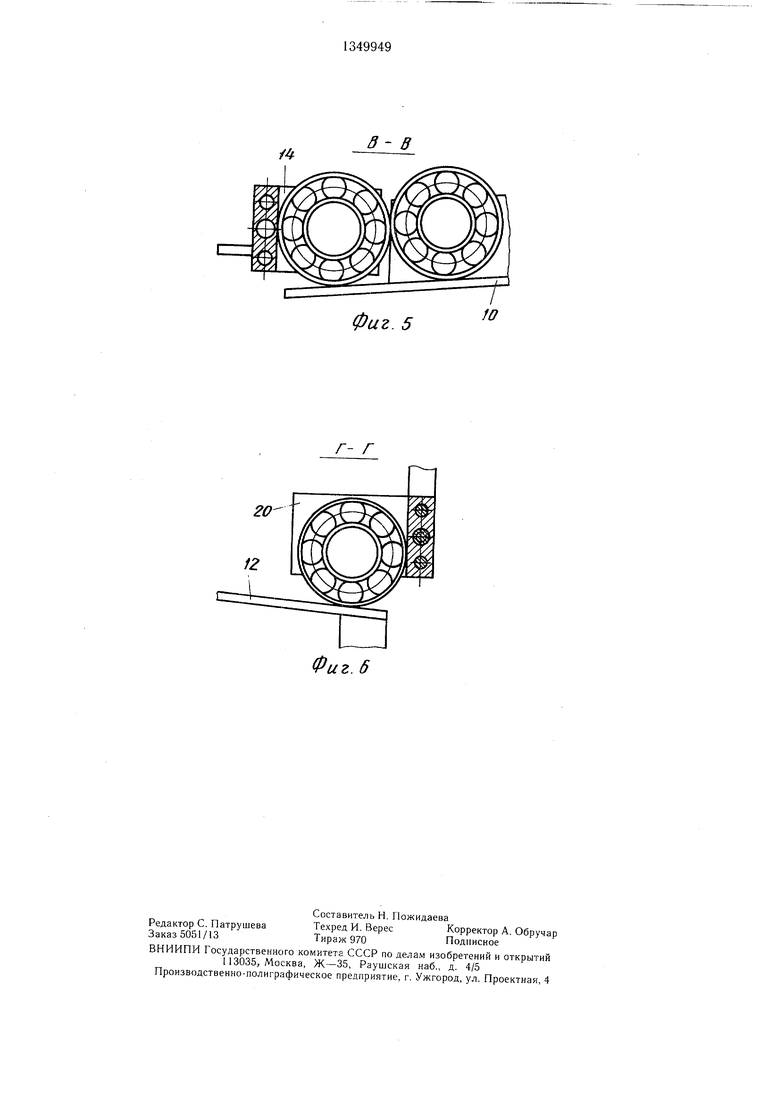
На фиг. 1 изображено устройство для нагрева и поштучной подачи охватывающих деталей типа втулок на позицию сборки; на фиг. 2 - то же, вид сверху; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - сечение Б-Б на фиг. 1; на фиг. 5 - сечение В-В на фиг. 2; на фиг. 6 - сечение Г-Г на фиг. 2.
Устройство для нагрева и поштучной подачи охватывающих деталей, например подшипников, содержит смонтированные на станине 1 накопитель, выполненный в виде барабана 2 с установочными гнездами 3, в которые устанавливаются в ряд по ширине детали, причем установочные гнезда 3 выполнены такими, что позволяют загружать в них детали и.меющие разные в определенном диапазоне диа.метры, механизм те.м- пературной обработки, состояилий из тепло- изолированного корпуса 4 и смонтированного в нем электрообогреваемого стержня 5, имеющего возможность возвратно-поступательного перемещения в осевом направлении, механизм поштучной подачи, содержащий сталкиватель 6, выполненный в виде гайки, винт 7 с приводом от редуктора 8 и электродвигателя 9, питающий лоток 10 регулируемый по ширине с помощью перемещающейся стенки 11, подающий лоток 12 с гнездом 13 для установки детали на позицию нагрева, причем питающий лоток 10 и подающий лоток 12 имеют противоположные уклоны и зону взаимного перекрытия, в которой происходит перемендение детали из питающего лотка 10 и подающий лоток 12, ориентатор-отсекатель 14, регулируемый по ширине с помощью щеки 15, перемещающейся винтом 16 по кольцам 17, привод 18 перемещения деталей в зону нагрева и зону сборки , снабженный кронштейном 19, на котором установлены жестко связанный с ним ориентатор-толкатель 20 ре- гулируемый по ширине с помощью щеки 21 переме цающейся винтом 22 по пальцам 23, и качающийся упор 24, а также привод 25 поворота барабана 2 накопителя.
Устройство работает следующим образом.
Загружают -установочные гнезда 3 накопителя подшипниками и устанавливают под- щипник в гнездо 13 на позицию нагрева.
Электродвигатель 9 через редуктор 8 вращает винт 7. Винт 7, вращаясь, перемещает выполненный в виде гайки сталкиватель 6, который, перемещаясь, выгружает подшипники из установочных гнезд 3, установленных на барабане 2 накопителя в питающий лоток 10, по которому они скатываются, попадая в ориентатор-отсекатель 14 и заполняя питающий лоток 10. При достижении сталкивателем 6 крайнего положения выгрузки включается реверс электродвигателя 9 и сталкиватель б возвращается в исходное положение. Включается привод 25 и поворачивает на один шаг барабан 2 с заполненными установочными гвезда.ми 3. Как только в питающий лоток 10 выгрузится из установочного гнезда 3 накопителя хотя бы два подщипника подается команда и нагреваемый стержень 5 механизма температурной обработки перемещается в осевом направлении, входит во внутреннее кольцо подшипника, а ориентатор-отсекатель 14, закрепленный на механизме температурной обработки, при этом перемещает подшипник из питающего лотка 10 на подающий лоток 12 в зоне их взаимного перекрытия и отсекает подшипники, оставщиеся в питающем лотке 10. Перемещенный на подающий лоток 12 подшипник скатывается по нему в ориентатор-толкатель 20.
По истечении заданного времени, при котором на внутреннем кольце подшипника будет достигнута температура, необходи.мая для сборки, механиз.м температурной обработки возвращается в исходное положение, выводя при этом стержень 5 из внутреннего кольца подшипника, при этом в ориентатор-отсекатель 14 закатывается подшипник из питающего лотка 10. Включается привод 18 Ьере.ме- щения деталей в зону нагрева и зону сборки, при этом перемещается кронштейн 19 и, воздействуя упором 24 на нагретый подшипник, а ориентатором-толкателем 20 на подщипник, находящийся в нем, перемещает их соответственно на позицию сборки и позицию нагрева. Достигнув крайнего положения, привод 18 возвращается в исходное положение.
Далее цикл нагрева и выдачи повторяется. Как только в питающем лотке iO подшипников останется меньще, чем необходимо для непрерывной работы устройства, в нашем случае меньше двух, цикл загрузки устройства повторяется.
Формула изобретения
1. Устройство для нагрева и поштучной подачи охватывающих деталей типа втулок на позицию сборки, содержащее смонтированные на станине накопитель, .механизм температурной обработки деталей, выполненныи в виде нагреваемого стержня и механизм поштучной подачи, включающий сталкиватель и подающий наклонный лоток, отличающееся тем, что, с целью снижения энергозатрат и расширения технологических возможностей, оно снабжено приводом возвратно-поступательного перемещения нагреваемого стержня механизма температурной обработки, накопитель выполнен в виде барабана с гнездами для деталей, а механизм поштучной подачи выполнен в виде сталкивателя с приводом возвратно-поступательного перемещения, установленного с возможностью захода в гнезда барабана, питающего лотка, установленного между барабаном и механизмом температурной обработки деталей, ориентатора-отсекателя, связанного с нагреваемым стержнем, узла перемещения деталей в виде силово/о цилиндра
с закрепленным на щтоке кронщтейном, ориентатора-толкателя, жестко закрепленного на кронштейне, и упора, установленного с возможностью ограниченного поворота на кронштейне, причем питающий и подающий лотки установлены с взаимно противоположным направлением наклона и перекрытием по длине.
2.Устройство по п. 1, отличающееся тем, что ориентатор-отсекатель, ориентатор-толкатель и питающий лоток выполнены регулируемыми по щирине.
3.Устройство по п. 1, отличающееся тем, что привод возвратно-поступательного перемещения сталкивателя выполнен в виде винтовой пары с приводным винтом, а сталкиватель связан с гайкой упомянутой винтовой пары.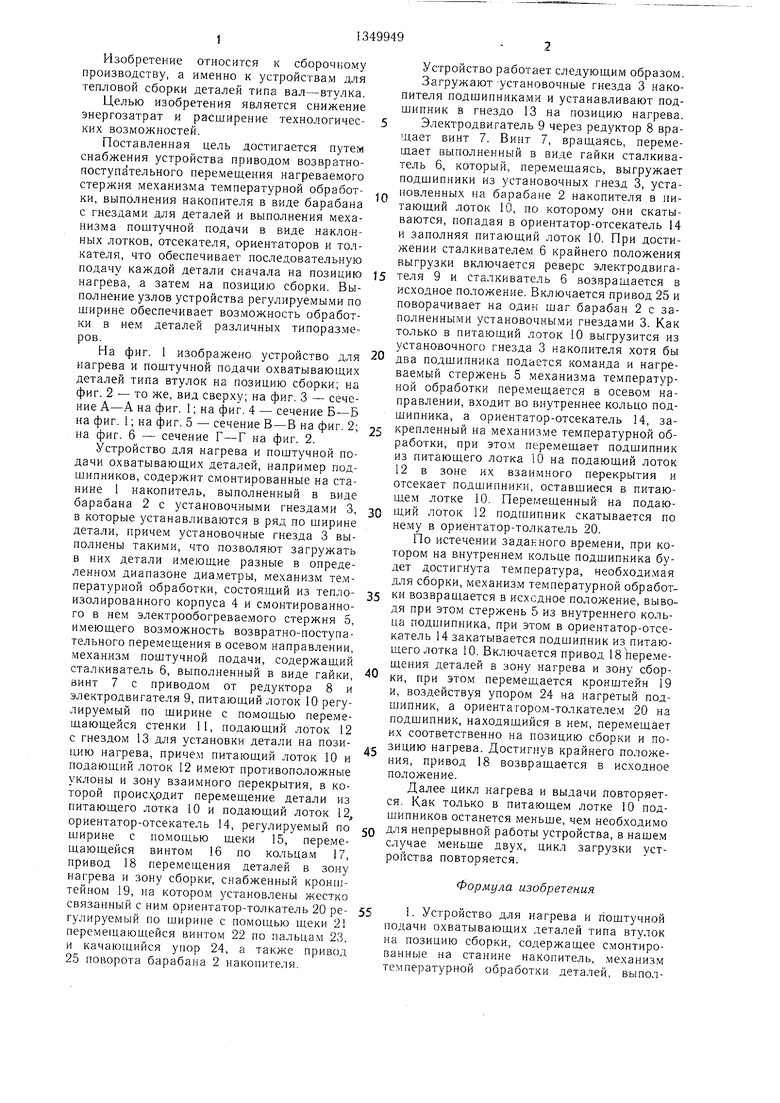
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ОТДЕЛЕНИЯ АРМАТУРЫ ОТ РЕЗИНОМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2037417C1 |
| Устройство для подачи деталей | 1983 |
|
SU1152098A1 |
| Устройство для ориентированной поштучной выдачи деталей | 1977 |
|
SU634907A1 |
| Автомат для индукционно-тепловой сборки неподвижных соединений | 1979 |
|
SU876352A1 |
| Устройство для ориентированной подачи деталей типа заклепок | 1980 |
|
SU912610A1 |
| Способ сборки игольчатых подшипников, устройство для его осуществления и рабочая головка к устройству | 1990 |
|
SU1783185A1 |
| Устройство для тепловой сборки запрессовкой обхватываемой и обхватывающей детали | 1983 |
|
SU1106625A1 |
| УСТРОЙСТВО ДЛЯ ВТОРИЧНОЙ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1987 |
|
SU1469730A1 |
| Многопозиционный автомат | 1983 |
|
SU1202778A1 |
| Устройство для подготовки радиоэлементов к монтажу | 1988 |
|
SU1704306A1 |
Изобретение относится к сборочному производству, а именно к устройствам для тепловой сборки деталей типа вал-втулка., и позволяет снизить энергозатраты и расширить технологические возможности путем последовательной подачи охватывающих деталей сначала на позицию нагрева, а затем на позицию сборки. При вращении приводного винта 7 сталкиватель, выполненный в виде гайки 6, выгружает охватывающие детали, например подщипники (П), из гнезд накопителя-барабана в питающий лоток (Л) 10. Перед началом работы один из П устанавливают на позицию нагрева. При включении устройства нагреваемый стержень 5 перемещается в осевом направлении и входит во внутреннее кольцо П. Одновременно ориентатор-отсекатель 14 перемещает предыдущий П из питающего Л 10 на подающий Л 12 отсекает остающиеся П на Л 10. По истечении заданного времени нагрева стержень 5 соверщает обратный ход, при этом в ориентатор-отсекатель 14 закатывается очередной П. Включается привод 18, который упором 24 и сриентатором-толка- телем 20 перемещает нагретый П и П, находящийся в ориентаторе-толкателе 20, соответственно на позиции сборки и нагрева, после чего возвращается в исходное положение, и цикл повторяется. Л и ориентатор- отсекатель 14 и ориентатор-толкатель 20 выполнены с возможностью регулировки их щирины, а гнезда барабана- допускают установку в них П различных диаметров. 2 з.п.ф-лы, 6 ил. $ со со со 4 со 70 cpaz.Z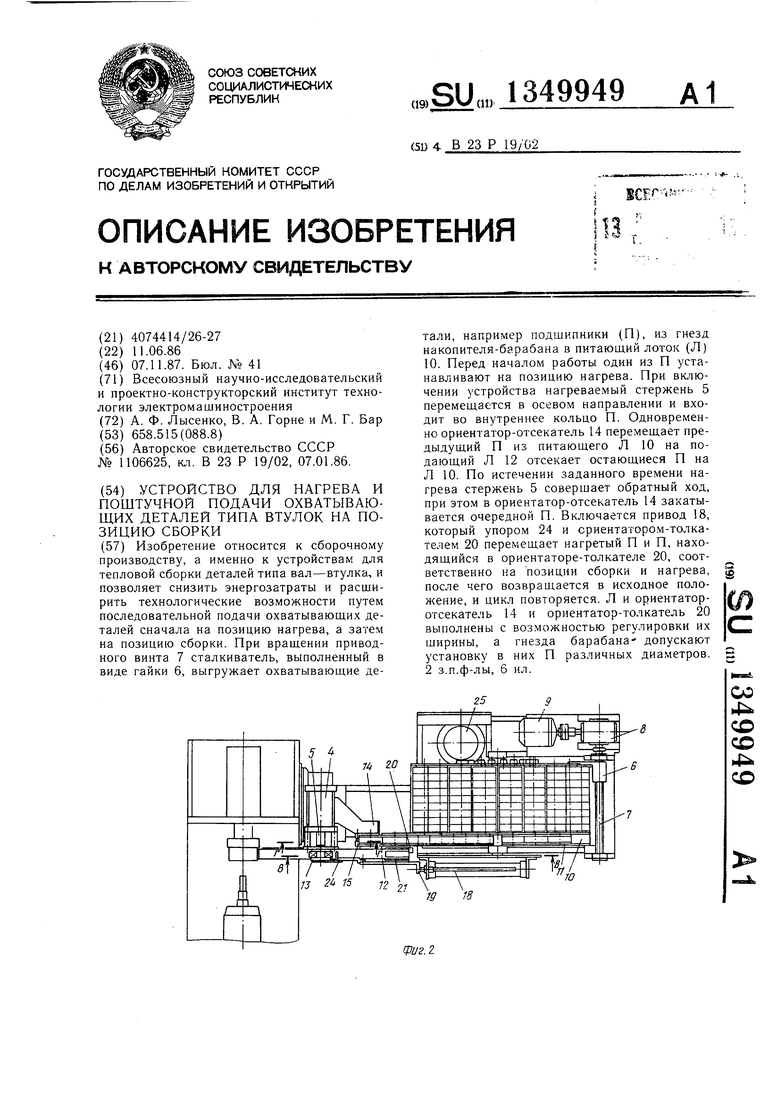
fug. 1
А- А
Фиг.Ъ
5- В
20 Фиг л
3- в
фиг. 5
20
Фиг. 6
| Устройство для тепловой сборки запрессовкой обхватываемой и обхватывающей детали | 1983 |
|
SU1106625A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
