Изобретение относится к сборочному производству, в частности к автоматическим линиям для сборки.
Цель изобретения - расширение технологических возможностей, повышение производительности труда и надежности работы автоматической сборочной линии.
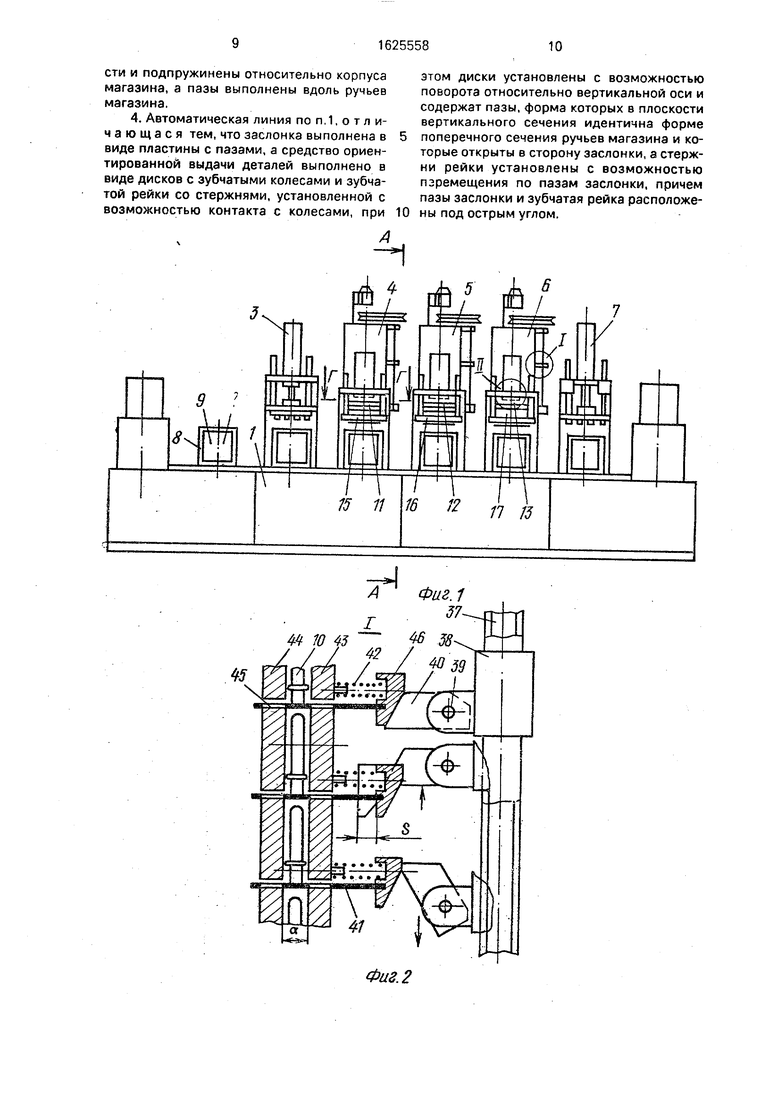
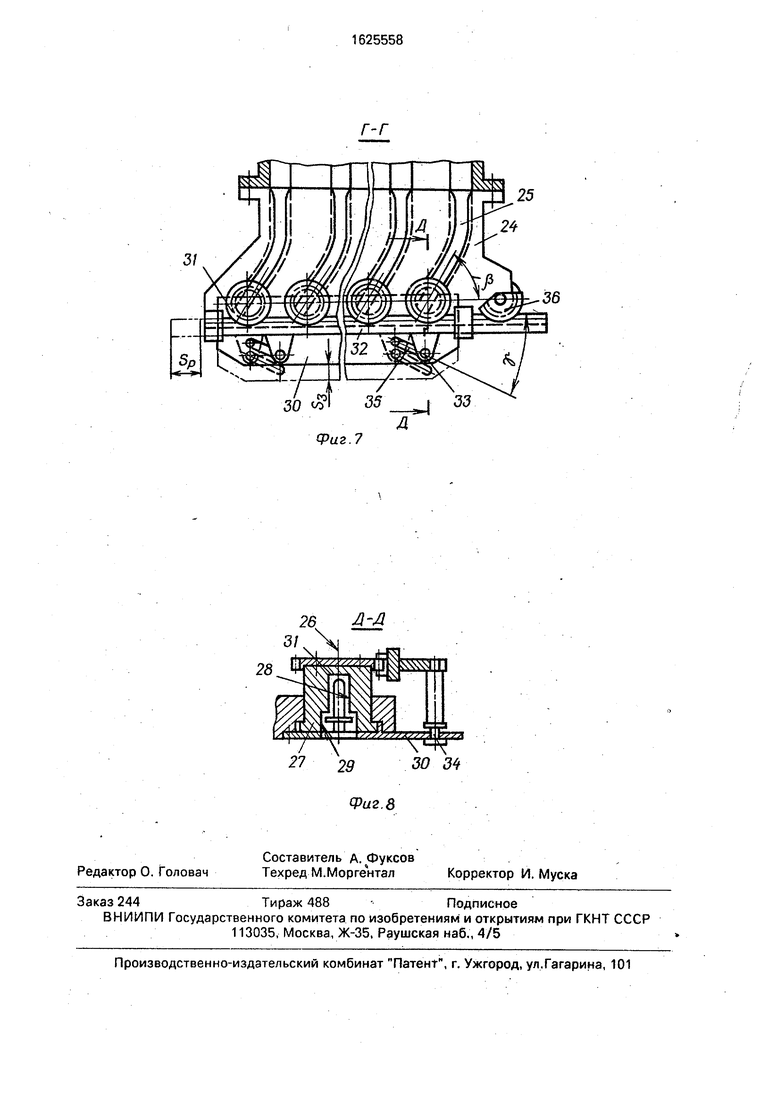
На фиг.1 изображена линия, общий вид; на фиг.2 - узел I на фиг.1; на фиг.З - узел Н на фиг.1; на фиг.4- разрез А-А на фиг.1; на фиг.5 - разрез Б-Б на фиг.4; на фиг.6 - разрез В-8 на фиг.4; на фиг.7 - разрез Г-Г на фиг.1; на фиг.8 - разрез Д-Д на фиг,7.
Автоматическая сборочная линия спутникового типа содержит станину 1, расположенное по ходу технологического процесса и связанное между собой транспортным средством 2 технологическое оборудование: устройство 3 для развальцовки трубок, магазины 4-6 собираемых деталей и пресс 7. Транспортное средство 2 служит для перемещения спутников 8 е закрепленными на них базовыми элементами (остов конденсатора) 9, куда устанавливаются детали (калач) 10. Маганизы 4, 5 и 6 собираемых деталей включают в себя устройства 11-13
О
го ел ел ел
00
ориентации и выдачи деталей, а также механизм 14 для вертикальной перегрузки деталей с верхних ярусов на нижние, Линия оснащена загрузочными устройствами 15 - 17. Магазины установлены с возможностью возвратно-поступательного перемещения поперек оси транспортного средства 2 по направляющим 18 и с возможностью наклона в сторону устройств 11-13 ориентации и выдачи деталей на угол Достаточный для гравитационного перемещения деталей 10 по дну магазина. В зависимости от расположения деталей 10 на базовом элементе 9 устройства 11-13 имеют различную конструкцию.
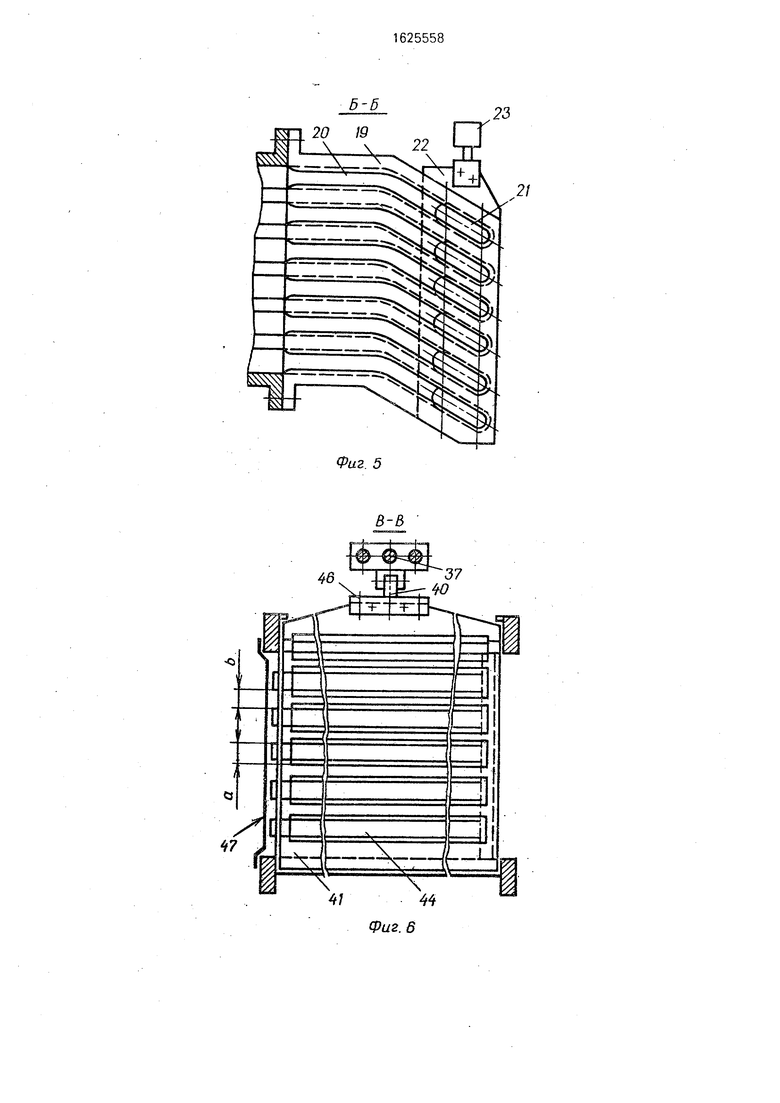
Устройство 12 (фиг.5) состоит из корпуса 19, в котором выполнены ручьи 20, в конце которых имеются сквозные вертикальные отверстия 21, под этими отверстиями установлена заслонка 22 с приводом 23 . Устройства 11 и 13 (фиг.6) имеют корпус 24 с ручьями 25, в конце которых с возможностью поворота на угол /3 относительно вертикальной оси 26 установлены диски-ориентаторы 27, имеющие профильные отверстия 28, являющиеся продолжением формы примыкающих ручьев 25, м вертикальные отверстия 29, сообщающиеся с профильными и обращенные к установленной под ними заслонке 30, На дисках- ориентаторах 27 жестко закреплены зубчатые колеса 31, входящие в зацепление с рейкой 32, с которой жестко связаны стержни 33, свободные концы 34 которых введены в пазы 35 этой заслонки. Пазы 35 наклонены под углом у к вектору перемещения рейки, которая приводится в движение от привода 36 и, переместившись на величину Sp, поворачивает диски-ориентаторы на угол/3 и выдвигает заслонку на величину Эз.
Механизм 14 для вертикальной перегрузки деталей с верхних ярусов на нижние включает винтовую передачу, состоящую из винта 37 и гайки 38, С гайкой 38 при помощи шарнира 39 связана собачка 40.
Магазины собираемых деталей 4-6 выполнены многоярусными и многоручьевыми. Разделители 41 ярусов установлены с возможностью возвратно-поступательного перемещения на величину S в горизонтальной плоскости и подпружинены пружинами 42 относительно корпуса 43 магазина. Магазин имеют разделители 44 ручьев, вдоль которых в разделителях 41 ярусов выполнены пазы 45 шириной а, которая должна быть не менее расстояния b
между смежными разделителями 44 ручьев,
На разделителях 41 ярусов жестко закреплены кулачки 46, с которыми поочередно контактирует собачка 40.
Магазины 4 - 6 со стороны загрузки деталями имеют дверь 47. Возвратно-поступательное перемещение и наклон магазинов осуществляются при помощи привода
48.
Загрузочные устройства 15- 17 включают кондуктор 49, жестко связанный с колонками 50, введенными в направляющие отверстия 51 станины 1, на которой закреплен силовой цилиндр 52 с жестко соединенным с его штоком подпрессовщиком 53, смонтированным на этих колонках с возможностью возвратно-поступательного движения и подпружиненным относительно
кондуктора 49 пружиной 54. В кондукторе 49 выполнены сквозные отверстия 55, количество и расположение которых зависят от соответствующего устройства (11-13) ориентации и выдачи деталей. Под сквозными
отверстиями 55 кондуктора установлена заслонка 56, приспособление для автоматического открывания которой имеет жестко присоединенные к подпрессовщику 53 клинья 57, контактирующие с кулачками 58,
подпружиненными относительно кондукто- оа 49 пружинами 59 и жестко связанными с этой заслонкой.
Кондуктор 49 загрузочного устройства имеет фиксирующие стержни 60, которые
свободными концами контактируют с отверстиями 61 спутника 8. Нз технологических позициях линия оснащена фиксаторами 62 спутников с приводами 63 и приспособлениями 64 для прижима спутников с приводами
65.
Подпрессовщик 53 оснащен прижимами 66, расположенными над сквозными отверстиями 55 кондуктора 49.
Автоматическая линия работает следующим образом.
До начала работы производится заправка магазинов 4-6 деталями 9, после чего двери 47 надежно закрываются. Поданные при помощи транспортного средства 2 на
технологические позиции спутники 8 с закрепленными на них базовыми элементами 9 фиксируются при помощи фиксаторов 62, которые приводятся в действие от приводов 63, и надежно прижимаются к станине 1 с
помощью приспособлений 64, работающих от привода 65.
На всех технологических позициях одновременно выполняются соответствующие операции.
При помощи устройства 3 осуществляется развальцовка трубок в остове 9 конденсатора, куда на последующих технологических позициях подаются для сборки калачи (детали) 10.
Для подачи деталей в зону выдачи до начала работы магазины 4-6 собираемых деталей вначале наклоняют при помощи привода 48 на угол «, после чего ставят в горизонтальное положение. В исходном положении загрузочных устройств 15 - 17 их кондукторы,49 и подпрессовщики 53 находятся в крайнем верхнем положении, а между ними располагаются устройства 11-13 ориентации и выдачи деталей.
Загрузка калачей из магазина 4 производится следующим образом. При помощи привода 36 рейка 32 перемещается на величину Sp, поворачивая при этом относительно вертикальной оси 26 находящиеся с ней в зацеплении зубчатые колеса 31 и жестко связанные с ними диски-ориентаторы 27 на угол/. Жестко связанные с рейкой 32 стержни 33, своими свободными концами 34 входящие в наклоненные под углом у к вектору движения рейки пазы 35, выполненные в заслонке 30, выдвигают заслонку 30 из- под вертикальных отверстий 29, выполненных в дисках-ориентаторах 27, на величину Зз. Одновременно с дисками-ориентатора- ми поворачиваются (переориентируются) детали 10, поступившие из магазина по ручьям 25, выполненным в корпусе 24, в профильные отверстия 28 этих дисков- ориентаторов. После поворота дисков- ориентаторов и совмещения отверстий 29 со щелью, образованной после выхода из под них заслонки 30, детали 10 под собственным весом перемещаются Е сквозные отверстия 55 кондуктора 49, под которыми установлена заслонка 56.
После перегрузки деталей в кондуктор и возврата дисков-ориентаторсв в исходное положение магазин 4 при помощи привода 48 по направляющим 18 отводится от загрузочного устройства 15 и наклоняется в крайнем положении на уголсг . Находящиеся на нижнем ярусе детали передвигаются по ручьям, образованным ограничителями 44, а по выходу из магазина - по ручьям 25, выполненным в корпусе 24, занимая освободившиеся поофильные отверстия 28 в дисках-ориентаторах 27.
При отсутствии устройства 11 в зоне загрузочного устройства воздух подается в верхнюю полость силового цилиндра 52, жестко соединенный с его штоком подпрес- совщик 53, подпружиненный относительно кондуктора 49 пружиной 54, а вместе с ним и кондуктор 49, жестко связанный с колонками 50, введенными в отверстия 51 станины 1, перемещаются вниз. Кондуктор 49 перемещается до упора со спутником 8 и фиксируется на нер при помощи фиксирую- 5 щих стержней 60, вошедших в отверстия 61. Подпрессовщик 53 за счет сжатия пружин 54 перемещается вниз относительно остановленного кондуктора 49. Жестко соединенные с подпрессовщиком 53 клинья 57
0 контактируют с кулачками 58, подпружиненными относительно кондуктора пружинами 59 и жестко связанными с заслонкой 56. Заслонка отодвигается, освобождая сквозные отверстия 55. Детали 10 под собствен5 ным весом перегружаются на базовые элементы 9 и при помощи прижимов 66 под- прессовываются.
Сжатый воздух подается в нижнюю полость силового цилиндра 52, жестко связанQ ный со штоком силового цилиндра подпрессовщик 53, увлекающий за собой колонки 50, и жестко связанный с ними кондуктор 49 поднимаются. Загрузочное устройство 15 приводится в исходное
r положение.
При помощи привода 48 магазин 4 становится в горизонтальное положение, при котором устройство 11 ориентации и выдачи деталей располагается ежду подпрессов« щиком 53 и кондуктором 49,
Загрузочные устройства оснащены приспособлениями (не показаны) для контроля наличия деталей 10 на устройствах ориентации и выдачи деталей. При отсутствии дета5 лей 10 в ручьях устройств 11-13 включается механизм 14 для вертикальной перегрузки деталей с верхних ярусов магазина на нижние. Вращаясь, винт 37 перемещает гайку 38 вверх. Связанная с гайкой при помощи
П шарнира 39 собачка 40 поочередно контактирует с кулачками 46, жестко закрепленными на разделителях 41 ярусов, отодвигая разделители ярусов на величину S, совместив на всех ручьях данного яруса пазы 45 с
t- промежутками b между смежными разделителями 44 ручьев. Благодаря тому, что ширина паза а равна или больше расстояния Ь между смежными разделителями ручьев, детали 10 беспрепятственно под собственQ ным весом перегружаются с верхнего яруса на нижний. Перемещаясь далее вверх, собачка 40 выходит из контакта с кулачком 46, оставляя его внизу. Под действием пружин 42, которыми кулачок 46 подпружинен отное сительно корпуса 43, нижний разделитель ярусов возвращается в исходное положение. При дальнейшем перемещении вверх собачка 40 контактирует со следующим верхним кулачком, осуществляя перегрузку деталей со следующего верхнего яруса на
освободившийся нижележащий. Таким образом собачка 40 доходит до крайнего верхнего положения, поочередно перегружая детали с верхних ярусов на нижележащие, после чего возвращается, отклонившись, в исходное (крайнее нижнее) положение. При первом проходе собачки вверх освобождается самый верхний ярус, при втором проходе - второй сверху ярус и т.д., пока все ярусы магазина не освободятся от деталей . Работа механизма 14 для вертикальной перегрузки деталей с верхних ярусов на нижние может быть организована по заданной программе.
Загрузка калачей из магазина 5 осуществляется аналогично магазину 4, за исключением работы устройства 12 ориентации и выдачи деталей, отличающегося по конструкции от устройства 11. При наклонном положении магазина 5 детали 10 по дну нижнего яруса, а далее по ручьям 20, выполненным в корпусе 19 устройства 12, перемещаются в сквозные вертикальные отверстия 21, выполненные в конце этих ручьев. Магазин 5 при помощи привода 48 приводится в положение, при котором устройство 12 располагается между подпрессовщиком 53 и кондуктором 49 своего загрузочного устройства 16. В заслонке 22, установленной под отверстиями 21, имеются окна, которые при перемещении этой заслонки с помощью привода 23 совмещаются с отверстиями 21. Под собственным весом детали 10 с устройства 12 перегружаются в кондуктор 49 загрузочного устройства 16. Дальнейшая работа загрузочного устройства, механизма для вертикальной перегрузки деталей с верхних ярусов на нижние не отличается от описанной по магазину 4.
Магазин 6 отличается от магазина 4 количеством устанавливаемых на базовый зТпемент 9 деталей 10, работа магазина 6 аналогична работе магазина 4.
Пресс 7 предназначен для одновременной запрессовки на необходимую глубину всех установленных с магазинов 4 - 6 на базовый элемент 9 деталей 10.
После выполнения предусмотренных на линии операций на всех технологических позициях спутники с закрепленными на них базовыми элементами расфиксируются (фиксаторы 62 с приводами 63) и освобождаются от прижимов (приспособления 64 с приводами 65) и при помощи транспортного средства 2 перемещаются на следующую позицию.
Готовые изделия на позиции съема и установки базовых элементов снимаются с линии, а на их место устанавливаются новые базовые элементы.
Далее цикл повторяется. Формула изобретения
1.Автоматическая сборочная линия спутникового типа, содержащая станину с
направляющими отверстиями, технологическое оборудование, расположенное по ходу технологического процесса и связанное между собой транспортным средством со спутниками, несущими базовый элемент,
магазины для размещения деталей со средством загрузки деталей на базовый элемент и средством ориентированной выдачи деталей, отличающаяся тем, что, с целью расширения технологических возможностей, повышения производительности и надежности работы линии, она снабжена заслонкой и средством ее автоматического открывания, а также фиксаторами спутников и приспособлениями для прижима спутников к станине, при этом магазины выполнены многоручьевыми и установлены на станине с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном направлению
перемещения транспортного средства, и с возможностью наклона в сторону средства ориентации и выдачи деталей, а средство загрузки ,выполнено в виде кондуктора со сквозными отверстиями, фиксирующими
стержнями и колонками, подпрессовщика и силового цилиндра, закрепленного на станине и жестко связанного с подпрессовщиком, причем заслонка установлена под сквозными отверстиями кондуктора, колонки установлены в направляющих отвверсти- ях станины, подпрессовщик установлен на колонках с возможностью возвратно-поступательного перемещения и подпружинен относительно кондуктора, а фиксирующие
стержни установлены на кондукторе с возможностью взаимодействия со спутниками.
2.Автоматическая линия по п.1, о т л и ч а- ю щ а я с я тем, что средство автоматического открывания заслонки выполнено в виде клиньев, закрепленных на подпрессовщике, и кулачков, закрепленных на заспонке, при этом кулачки установлены с возможностью взаимодействия с клиньями и подпружинены относительно кондуктора.
3.Автоматическая линия по п.1. о т л и ч а- ю щ а я с я тем, что магазины снабжены разделителями деталей в вертикальной плоскости с кулачками и пазами, а также передачей винт - гайка с собачкой, шарнирно связанной с гайкой и установленной с возможностью взаимодействия с кулачками, при этом разделители деталей установлены с возможностью возвратно-поступательного перемещения в горизонтальной плоскости и подпружинены относительно корпуса магазина, а пазы выполнены вдоль ручьев магазина.
4. Автоматическая линия по п, 1, о т л и- ч а ю щ а с я тем, что заслонка выполнена в виде пластины с пазами, а средство ориентированной выдачи деталей выполнено в виде дисков с зубчатыми колесами и зубчатой рейки со стержнями, установленной с возможностью контакта с колесами, при
0
этом диски установлены с возможностью поворота относительно вертикальной оси и содержат пазы, форма которых в плоскости вертикального сечения идентична форме поперечного сечения ручьев магазина и которые открыты в сторону заслонки, а стержни рейки установлены с возможностью пэремещения по пазам заслонки, причем пазы заслонки и зубчатая рейка расположены под острым углом.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для подачи деталей | 1988 |
|
SU1593909A1 |
| Устройство для подготовки радиоэлементов к монтажу | 1988 |
|
SU1704306A1 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| РОТОРНАЯ МАШИНА | 1969 |
|
SU247217A1 |
| В ПТ Б | 1973 |
|
SU383622A1 |
| Загрузочный ротор | 1990 |
|
SU1745508A1 |
| Роторная машина | 1981 |
|
SU1038040A1 |
| Автоматическая линия спутникового типа | 1991 |
|
SU1784445A1 |
| Устройство для манипулирования деталями при обработке | 1988 |
|
SU1717302A1 |

Изобретение относится к сборочному производству, а частности к автоматическим линиям для сборки. Цель - расширение технологических возможностей, повышение производительности труда и надежности работы линии. Линия оснащена транспортным средством со спутниками, многоярусными и многоручьевыми магазинами для расширения деталей, снабженными разделителями ярусов, установленными с возможностью возвратно-поступательного движения в горизонтальной плоскости и имеющими пазы. Магазины снабжены механизмами для вертикальной перегрузки деталей с верхних ярусов на нижние и установлены с возможностью возвратно-поступательного перемещения в поперечном направлении относительно направления перемещения спутников и с возможностью наклона в сторону устройств ориентации и выдачи деталей, оснащенных дискзми-ори- ентаторами и заслонками, Линия содержит загрузочные устройства с многоместным кондуктором, подпрессовщиком и фиксаторами загрузочных устройств относительно спутников, а также фиксаторы и прижимы самих спутников. Линия обеспечивает полную автоматизацию процесса сборки различных изделий в пределах своих технологических возможностей. 3 з.п. ф-лы, 8 ил. (Л С
А Фиг. 1
г 3744 10 4546 38
55
а
ФигЛ
5-5
Фи2 5
3/
30 v
Фиг 7
26 М-Д
28 Щ
27 29
25
30 34
Фиг 8
| Авторское свидетельство СССР № 1161311, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
