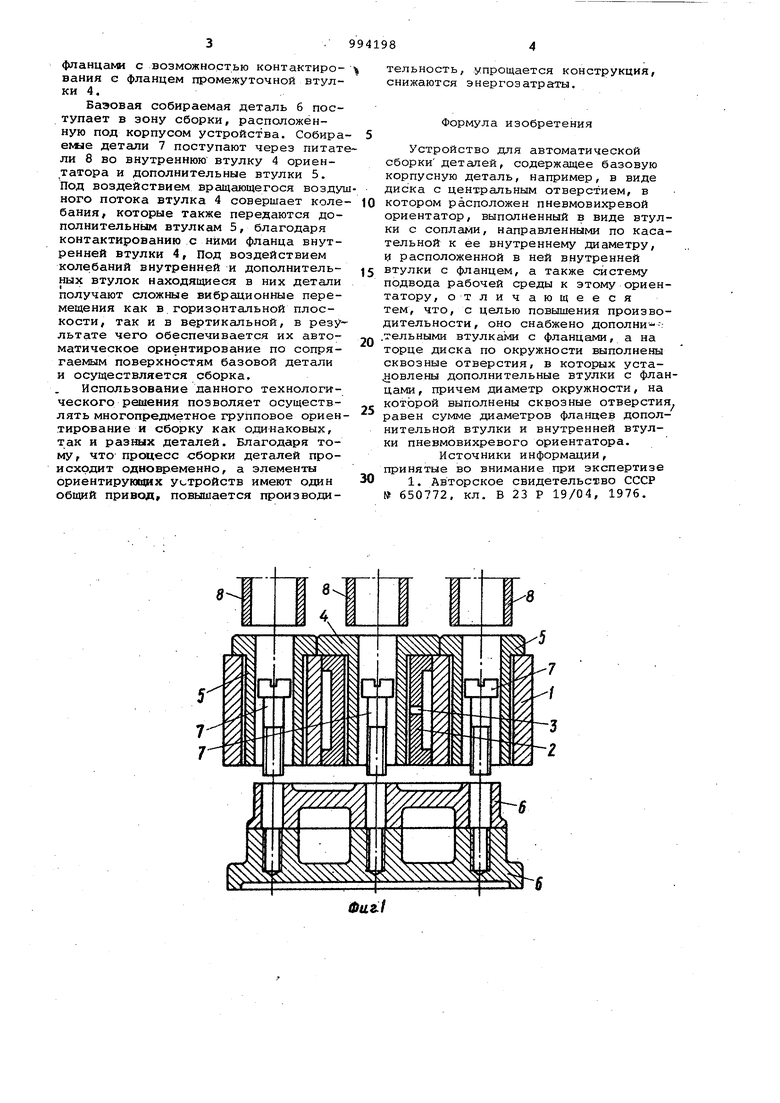
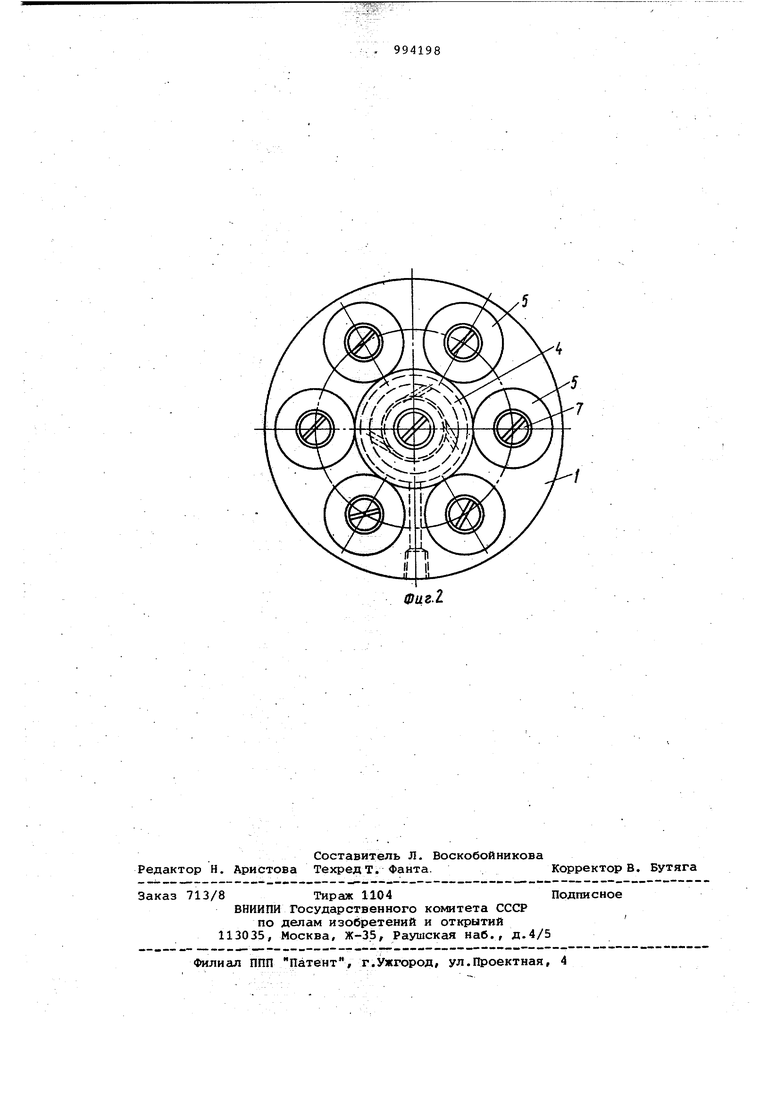
фланцами с возможностью контактирования е фланцем промежуточной втулки 4. Базовая собираемая деталь б поступает в зону сборки, расположенную под корпусом устройства. Собира елие детали 7 поступают через питат ли 8 во внутреннюю втулку 4 ориентатора и дополнительные втулки 5. Под воздействием вращающегося возду ного потока втулка 4 совершает коле бания, которые также передаются дополнительным втулкам 5, благодаря контактированию с Ними фланца внутренней втулки 4, Под воздействием колебаний внутренней и дополнительных втулок находящиеся в них детали получают сложные вибрационные перемещения как в.горизонтальной плоскости, так и в вертикальной, в резу льтате чего обеспечивается их автоматическое ориентирование по сопрягаемым поверхностям базовой детали и осуществляется сборка. Использование данного технологического решения позволяет осуществлять многопредметное групповое ориен тирование и сборку как одинаковых, так и разных деталей. Благодаря тому, что процесс сборки деталей происходит одновременно, а элементы ориентируюодах устройств имеют один общий привод, повышается производительность, упрощается конструкция, снижаются энергозатраты. Формула изобретения Устройство для автоматической сборки деталей, содержащее базовую корпусную деталь, например, в виде диска с центральным отверстием, в котором расположен пневмовихревой ориентатор, выполненный в виде втулки с соплами, направленными по касательной к ее внутреннему диаметру, И расположенной в ней внутренней втулки с фланцем, а также систему подвода рабочей среды к этому ориентатору, отличающееся тем, что, с целью повышения производительности , оно снабжено дополни- -. .тельными втулками с фланцами, а на торце диска по окружности шлполнены сквозные отверстия, в которых уста 1овлены дополнительные втулки с фланцами, причем диаметр окружности, на которой выполнены сквозные отверстия, равен сумме диаметров фланцев дополнительной втулки и внутренней втулки пневмовихревого ориентатора. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 650772, кл. В 23 Р 19/04, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентирования деталей | 1991 |
|
SU1794626A1 |
| Устройство для сборки резьбовых соединений | 1980 |
|
SU944859A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ И СБОРКИ ДЕТАЛЕЙ В АВТОМАТИЗИРОВАННОМ ПРОИЗВОДСТВЕ | 2001 |
|
RU2204469C2 |
| Устройство для ориентирования и сборки деталей | 1983 |
|
SU1168374A1 |
| Сборочный автомат | 1982 |
|
SU1144827A1 |
| Устройство для ориентированияи СбОРКи дЕТАлЕй | 1979 |
|
SU844199A1 |
| Устройство ориентирования деталей | 1986 |
|
SU1369122A1 |
| Способ сборки игольчатых подшипников, устройство для его осуществления и рабочая головка к устройству | 1990 |
|
SU1783185A1 |
| Устройство для подачи пружинных колец | 1987 |
|
SU1465254A1 |
| Устройство ориентирования деталей | 1986 |
|
SU1356358A1 |
8
8
