Штампы-автоматы для высадки деталей из проволоки, например заклепок, содержащие отрезной нож, высадные пуансон и матрицу и механизм подачи проволоки, известны.
Описываемый штамп-автомат отличается от известных тем, что высадная пуансон-матрица выполнена разрезной с наружной конической поверхностью, а соосно матрице установлен возвратно-поступательно перемещаемый фиксатор с внутренней конической поверхностью, центрирующей матрицу и поджимающей последнюю к торцу отрезного ножа.
Отличием предложенного щтампа-автомата является и то, что механизм подачи проволоки выполнен в виде горизонтально перемещаемой ползушки с установленной на ней парой разрезных колец, осуществляющей подачу проволоки, и парой цельных колец, укрепленных на корпусе направляющих нолзушки и служащих для удерживания проволоки от проскальзывания.
Эти особенности штампа-автомата позволяют повысить точность размеров детали по длине и выполнить детали без заусенцев, которые ухудшают качество детали и затрудняют ее удаление из матрицы.
Механизмы описываемого штампа-автомата приводятся в движение ползуном пресса, на котором он монтируется.
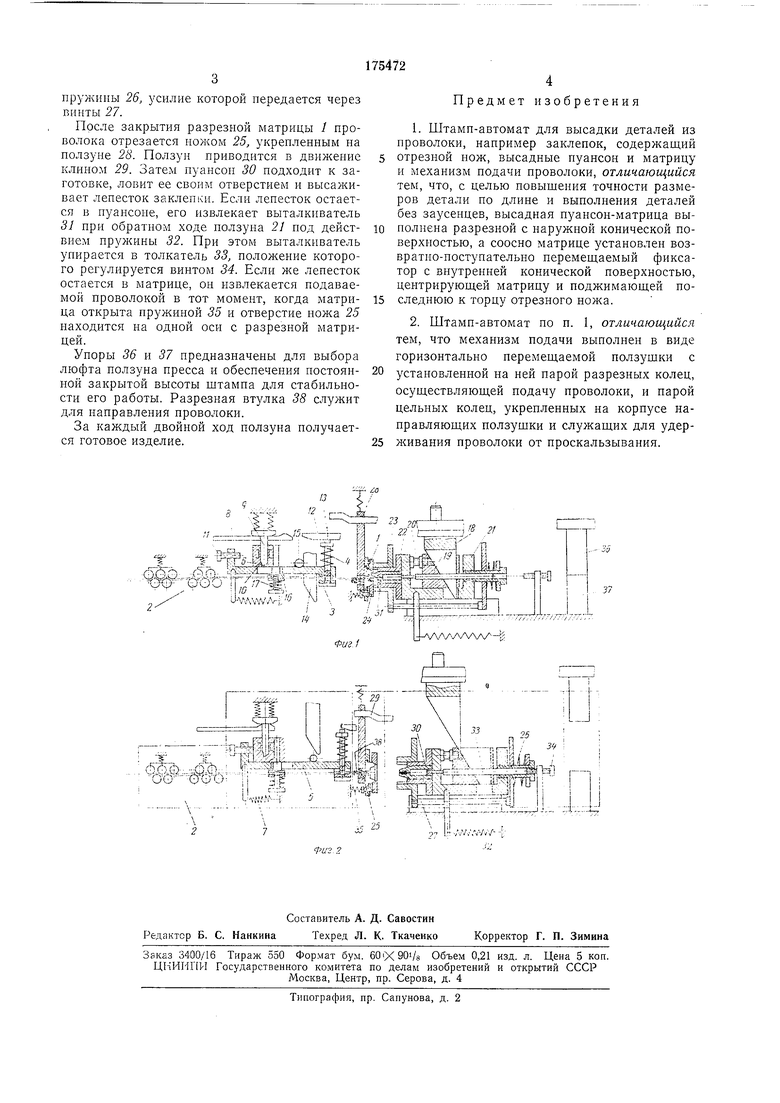
талей штампа-автомата при нижнем положении ползуна; на фиг. 2 - то же самое, при верхнем положении нолзуиа пресса.
Проволока подается в разрезную матрицу / через механизм 2 правки механизмом подачи, выполненным в виде нары разрезных колец ; с канавками, которые под действием пружин Я 4: зажимают ее. Разрезные кольца укреплены на ползушке 5, двил уще;;ся по паправляющим б. Во время подачи проволоки нолзушка движется нод действием тянущей пружины 7 (при обратном ходе ползуна пресса) после того, как клин S отведет курок 9, которьп удерживает упор 10, укрепленный на ползушке. Шаг подачи регулируется винтом 11.
При рабочем ходе ползуна пресса (вниз) под действием клина 12, который давит на стержень 13 и сжимает пружину 4, раскрываются разрезные кольца 3. Затем с помощью
клина 14 и ролика 15 ползушка 5 отводится
в зацепление с упором 10 и курком 9. В это
время проволока удерл ивается парой колец
16, сжимаемых пружиной /7.
Одновременно клин /S передает движение
ползуну 19, связанному винтом 20 с ползуном 21, на котором укреплен держатель 22 с фланцем 23, упирающимся в кольцо 24 с конусным отверстием, которое центрирует и закрывает разрезную матрицу, а также припружины 26, усилие которой передается через винты 27.
После закрытия разрезной матрицы / проволока отрезается ножом 25, укрепленным па ползуне 28. Ползун приводится в движение клином 29. Затем пуансоп 30 подходит к заготовке, ловит ее своим отверстием и высаживает лепесток заклепки. Если лепесток остается в нуапсоие, его извлекает выталкиватель 3 при обратном ходе ползупа 21 под деистБием пружины 32. При этом выталкиватель упирается в толкатель 33, положение которого регулируется винтом 34. Если же лепесток остается в матрице, он извлекается подаваемой проволокой в тот момент, когда матрица открыта пружиной 35 и отверстие ножа 25 находится на одной оси с разрезной матрицей.
Упоры 36 и 57 предназначены для выбора люфта ползуна пресса и обеспечения ностоянпой закрытой высоты штампа для стабильности его работы. Разрезная втулка 38 служит для направления проволоки.
За каждый двойной ход ползуна получается готовое изделие.
Предмет изобретения
1.Штамн-автомат для высадки деталей из проволоки, например заклепок, содержаш,ий отрезной пож, высадные пуансон и матрицу и механизм подачи проволоки, отличающийся тем, что, с целью повышения точности размеров детали по длине и выполнения деталей без заусенцев, высадная пуансон-матрица выиолнена разрезной с наружной конической поверхностью, а соосно матрице установлен возвратно-ноступательно перемещаемый фиксатор с внутренней конической поверхностью, центрирующей матрицу и поджимающей последнюю к торцу отрезного ножа.
2.Штамп-автомат по п. 1, отличающийся тем, что механизм подачи выполнен в виде горизонтально перемещаемой ползушки с установленной на ней парой разрезных колец, осуществляющей подачу проволоки, и парой цельных колец, укрепленных на корпусе направляющих ползушки и служащих для удерл ивания проволоки от проскальзывания.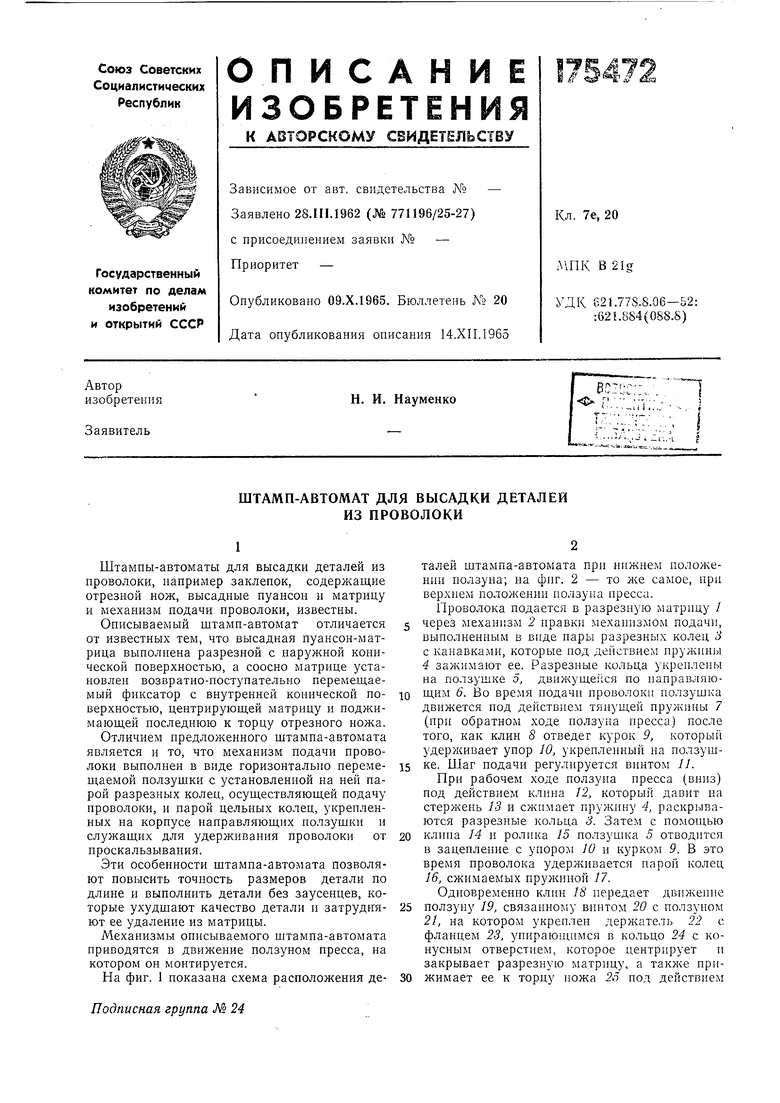
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления изделий из прутка | 1974 |
|
SU515563A1 |
| Штамп для гибки | 1985 |
|
SU1299658A1 |
| Автоматический штамп | 1958 |
|
SU140026A1 |
| Штамп для вырезки деталей из листового материала | 1974 |
|
SU490535A1 |
| Штамп для изготовления свертных втулок | 1984 |
|
SU1248701A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп последовательного действия для обработки полосового и ленточного материалов | 1982 |
|
SU1065064A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШПИЛЕК | 1967 |
|
SU190321A1 |
| Штамп-полуавтомат для изготовления лепестков из проволоки | 1980 |
|
SU980910A1 |
