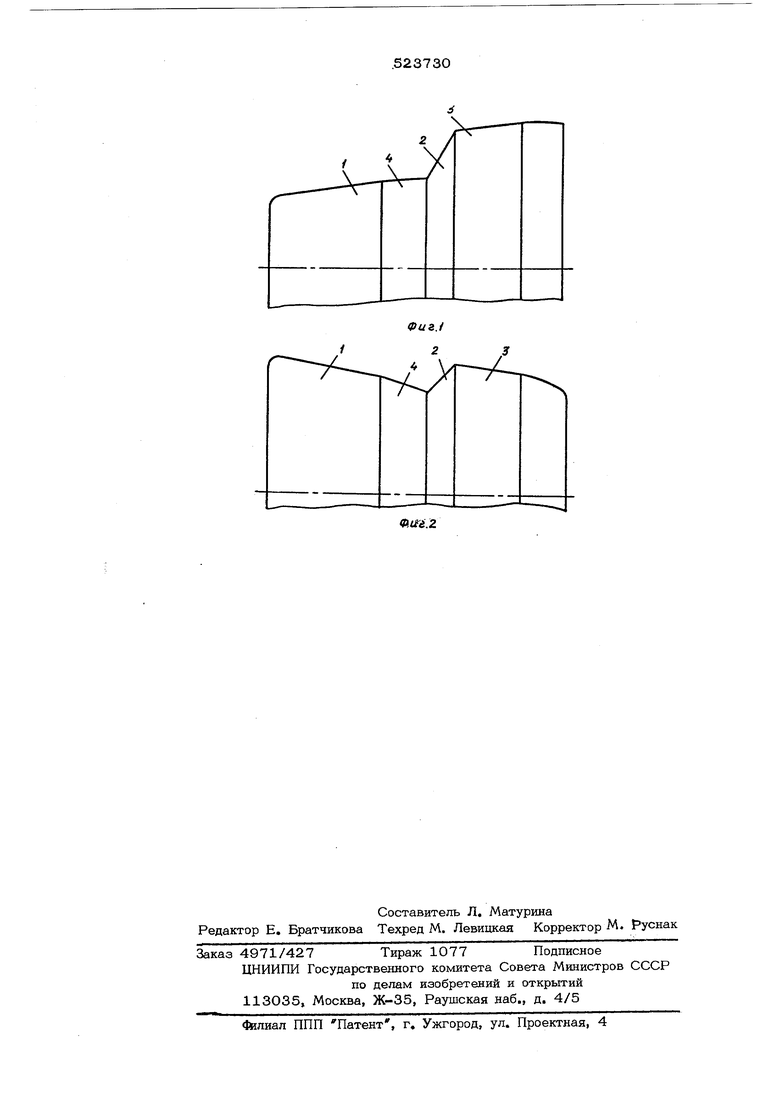
(54) ВАЛОК РАСКАТНОГО СТАНА нический участок длиной 1,5-3 высоты гре& ня с конусностью того же направления, что и на входном участке, величина которой меньше на 1-1,5 при увеличивающемся по направлению к гребню диаметре входного участка и на ту же величину больше при уменьшающемся по направлению к гребню диаметре входного участка. Дополнительный участок компенсирует износ входного и выходного участков, ПО&тому обжатие, осуществляемое гребнем вал ка, остается постоянным. На фиг, 1 изображен предложенный валок с увеличивающимся по направлению к гребню диаметром, т. е. валок стана, у которого расстояние от оси валка до оси прокатки по направлению к выходному сечению возрастает; на фиг, 2 - то же, с уменьшающимся по направлению к гребню диаметром, т, е, валок стана, у которого расстояние от оси валка до оси прокатки по направлению к выходному сечению уменьшается. Валок раскатного стана имеет входной конический участок 1, гребень 2 и выходной калибрующий участок 3. Перед гребнем выполнен дополнительный участок 4 длиной 1,5-3 высоты гребня, имеющий конусность того же направления, что и на входном учас ке, величина которой меньше на 1-1,5 . Для валков с увеличивающимся по направ лению к гребню диаметром (фиг. 1), т. е. для валков с увеличивающимся расстоянием от оси валка до оси прокатки угол конус- норти дополнительного участка 4 меньше. чем угол конусности входного участка редуцирования 1, Для валков с уменьшаюшимся по направлению к гребню диаметром (фиг, 2) т. е, для валков с уменьшающимся по направ лению к гребню диаметром (фиг. 2), т, е. для валков с уменьшающимся расстоянием от оси валка до оси прокатки, угол конускости дополнительного участка 4 больше, чем угол конусности входного участка 1. Если профиль участков 1 и 4 очерчен радиусом или любой кривой линией, то конусность в любом поперечном сечении валка определяется углом наклона касательной в точке, лежащей на поверхности валка к оси валка. Валок работает следующим образом. Захват гильзы происходит на входном уч,астке 1. По мере продвижения по этому участку происходит редуцирование диаметра гильзы до посадки ее на оправку и некоторо обжатие стенки. При обжатии стенки начнет возрастать поперечная деформация. При этом профиль гильзы из круглого становится блиэ КИМ к треугольному со скругленными углами На дополнительном участке 4 обжатие по толщине стенки уменьшается, так как уменьшается угол наклона образующей этого участка к оси прокатки. Это способствует некоторому округлению профиля гильзы и умен1 щению ширины контактной поверхности между валком и гильзой. Уменьшение же контакта, вызванное снижением доли поперечной деформации, благоприятно сказььвается на прокатке тонкостенных труб, По мере эксплуатации валков изнашиваются как входной участок редуцирования так и выходной калибрующий участок 3, При этом по мере износа участка 1 деформация гильзы начинает в большей степени осущест- вляться на дополнительном компенсирующем участке 4 перед гребнем 2, Таким образом, несмотря на износ входного участка редуцирования обжатие, осуществляемое гребнем 2 валка, остается постоянным. Применение предложенных валков позволит увеличить скорость прокатки тонкостенных труб. Так как наличие дополнительного компенсирующего участка 4 сйижает поперечную деформацию гильзы, повышается шаг подачи за 1/3 оборота, что вызывает возрастание скорости прокатки. Кроме того, при уменьшении поперечной деформации можно применять одни и те же валки для прокатки тонкостенных и толстостенных труб. Это, в свою очередь, уменьщает парк ва; ков, упрощает составление графика проката и тем самым уменьшает количество плано- вых перевалок, Наличие дополнительного компенсирующего участка перед гребнем повышает стойкость валков, что также приводит к уменьшению числа перевалок, вызванных износом валков, и повышает качество наружной поверхности формула изобретения Валок раскатного стана, содержащий входной конический участок, гребень и выходной участок, отличающийся тем, что, с целью увеличения производительности стана путем снижения попереч- ной деформации, он снабжен дополнительным, расположенным перед гребнем коническим участком длиной 1,5-3 высоты гребня с конусностью того же направления, что и на входном участке, величина которой меньше на 1-1,5 при увеличивающемся по направленюо к гребню диаметре входного участка, и на ту же величину больше при уменьщаю- щемся по направлению к гребню диаметре входного участка.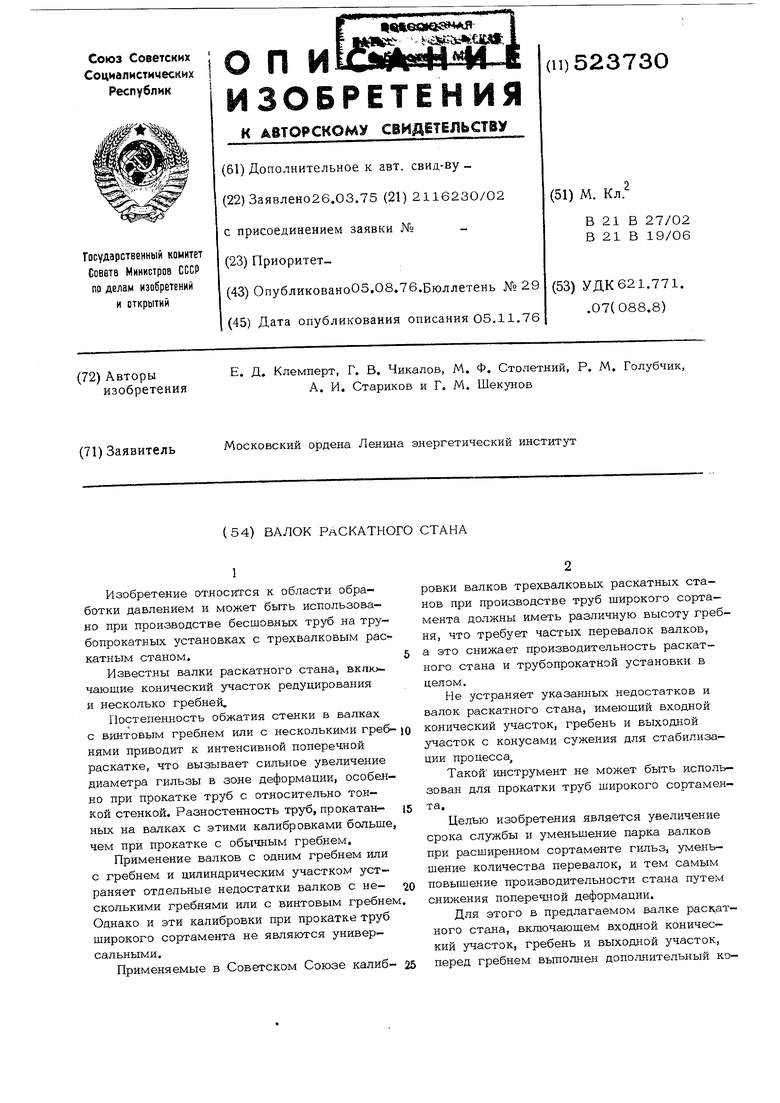
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент трехвалкового раскатного стана | 1977 |
|
SU598666A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ТРУБ НА ТРУБОПРОКАТНЫХ АГРЕГАТАХ С ТРЕХВАЛКОВЫМ РАСКАТНЫМ СТАНОМ | 2013 |
|
RU2556164C1 |
| СПОСОБ РАСКАТКИ ГИЛЬЗ | 2006 |
|
RU2320433C2 |
| Валок трехвалкового раскатного стана | 1989 |
|
SU1736651A1 |
| Валок трехвалкового раскатного стана | 1982 |
|
SU1047557A1 |
| Валок для поперечно-винтовой прокатки | 1976 |
|
SU602250A1 |
| Способ винтовой раскатки труб | 1977 |
|
SU679266A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 1998 |
|
RU2138348C1 |
| Технологический инструмент станапОпЕРЕчНО-ВиНТОВОй пРОКАТКи | 1979 |
|
SU837432A1 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ НА СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2378062C1 |