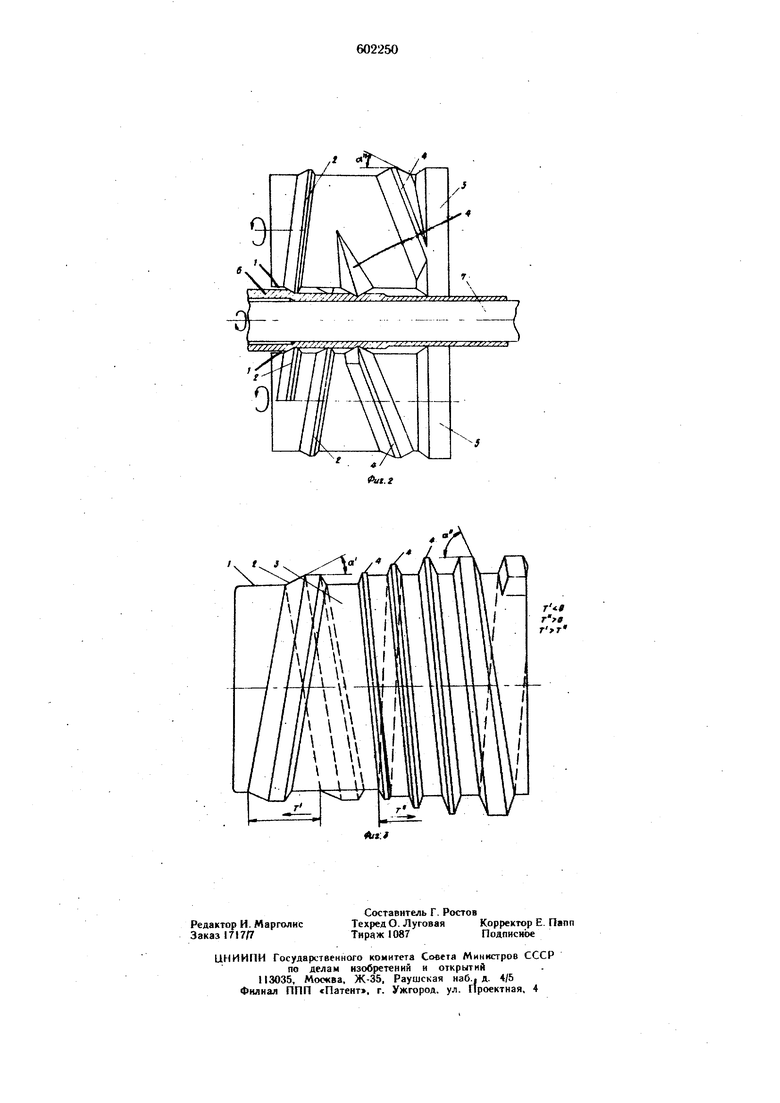
(54) ВАЛОК ДЛЯ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ тывается валками и вследствие перекоса валков получает врашательно-поступательное движение, при этом гильза практически без гранения редуцируется на оправку коротким конусным участком «встречиых гребней. Проходя таким образом зону редуцирования, гнльза попадает в зону раскатки 3 и захватывается также и гребнями 4, нарезанными в «попутном направлении. Диаметр каждого гребня 4 в наиболее удаленной от оси валка точке несколько больше соответствующего диаметра гребней 2 того же валка. Рабочая поверхность «попутных гребней 4 наклонена к оси прокатки под углом а 20°-35. «Попутные винтовые гребни 4 отсекают некоторый объем металла по наружному слою гильзы и начинают раскатывать его, при этом уснЛИЯ, которые создэкггся в гильзе от давления на нее «попутных гребней, направлены в сторону прокатки, в то время как усилия, создаваемые в гильзе от давления «встречных винтовых гребней 2, напраи1ены в противоположную сторону. Это создает в гильзе 6 осевое натяжение на всем участке редуии{к ваиия и раскатки и практически исключает тангенциальное течение металла. При необходимости осевое натяжение металла в прокатываемой гильзе можно регулировать, по-разному выбирая шаги «встречного и «попутного гребней. Раскатная гильза б на заключительной стадии прокатки проходит через калибрующий цилиндрический участок 5, расположенный в конце зоны раскатки валков. На этом цикл прокатки заканчивается. Возможны варианты выполнения валка для прокатки штучных изделий из круглой заготовки. Фиг. 3 изображает валок поперечно-винтовой прокатки, содержащий винтовые гребии, нарезанные на бочке валка и образующие две зоны редуцирования и формовки, прнчем первый гребень нарезан во «встречном направлении, а второй в «попутном. Кроме того второй гребень выполнен так, что в результате прокатки на таких валках получается не гладкая труба, а штучные кольцевые изделия. Предлагаемые валки могут быть использованы для прокатки на трехвалковых раскатных станах точных по наружному диаметру и толщине стенки тонкостенных труб для подшипниковой промышленности, различных отраслей машиностроения, а также при прокатке штучных заготовок колец подшипников повышенной точности. Формула изобретения Валок для поперечно-винтовой прокатки, содержащий бочку с редуцирующей и раскатной зонами и расположенными в этих зонах винтовыми гребнями, отличающийся тем, что, с целью прокатки более тонкостенных заготовок, направление винтовых гребней редуцирующей зоны противоположно направлению гребней раскатной зоны. Источники информации, принятые во внимание при экспертизе: f. Авторское свидетельство СССР № 68492, кл. В 21 В 19/02, 1940.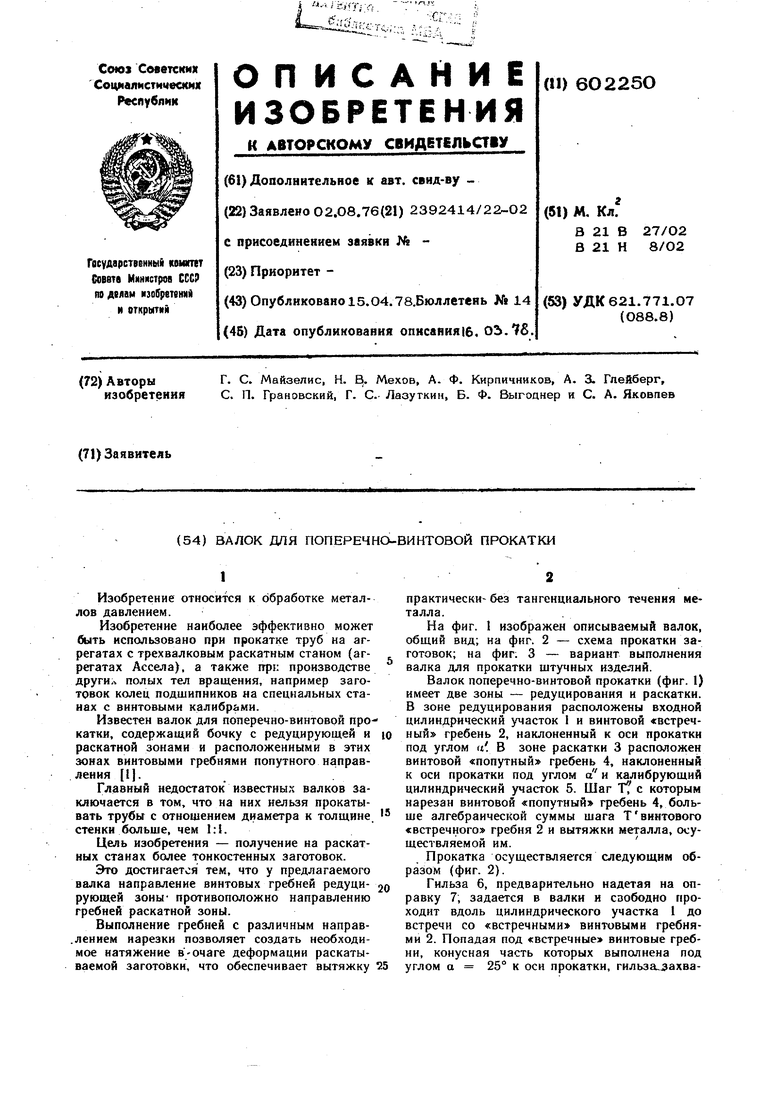

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСКАТКИ ГИЛЬЗ | 2006 |
|
RU2320433C2 |
| Инструмент для поперечно-винтовой прокатки штучных коротких полых тел вращения | 1978 |
|
SU768526A1 |
| Технологический инструмент для поперечно-винтовой прокатки | 1983 |
|
SU1138197A1 |
| Технологический инструмент трехвалкового раскатного стана | 1977 |
|
SU598666A1 |
| Валок трехвалкового раскатного стана | 1982 |
|
SU1047557A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ТРУБ НА ТРУБОПРОКАТНЫХ АГРЕГАТАХ С ТРЕХВАЛКОВЫМ РАСКАТНЫМ СТАНОМ | 2013 |
|
RU2556164C1 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ НА СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2378062C1 |
| Технологический инструмент прошивного косовалкового стана | 1978 |
|
SU749469A1 |
| Валок для поперечно-винтовой раскатки труб | 1978 |
|
SU710692A1 |
| Валок трехвалкового раскатного стана | 1985 |
|
SU1268221A1 |
П
г
TfT
