(54) ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2012 |
|
RU2496590C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2048219C1 |
| Способ раскатки полой заготовки на оправке в трехвалковом стане винтовой прокатки и рабочий валок для его осуществления | 2019 |
|
RU2723494C1 |
| Технологический инструментпРОшиВНОгО КОСОВАлКОВОгО CTAHA | 1979 |
|
SU804021A1 |
| Технологический инструмент трехвалкового раскатного стана | 1977 |
|
SU598666A1 |
| Технологический инструмент для винтовой прокатки труб | 1987 |
|
SU1424888A1 |
| Технологический инструмент для винтовой раскатки труб | 1983 |
|
SU1115821A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2006 |
|
RU2315671C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2012 |
|
RU2489221C1 |
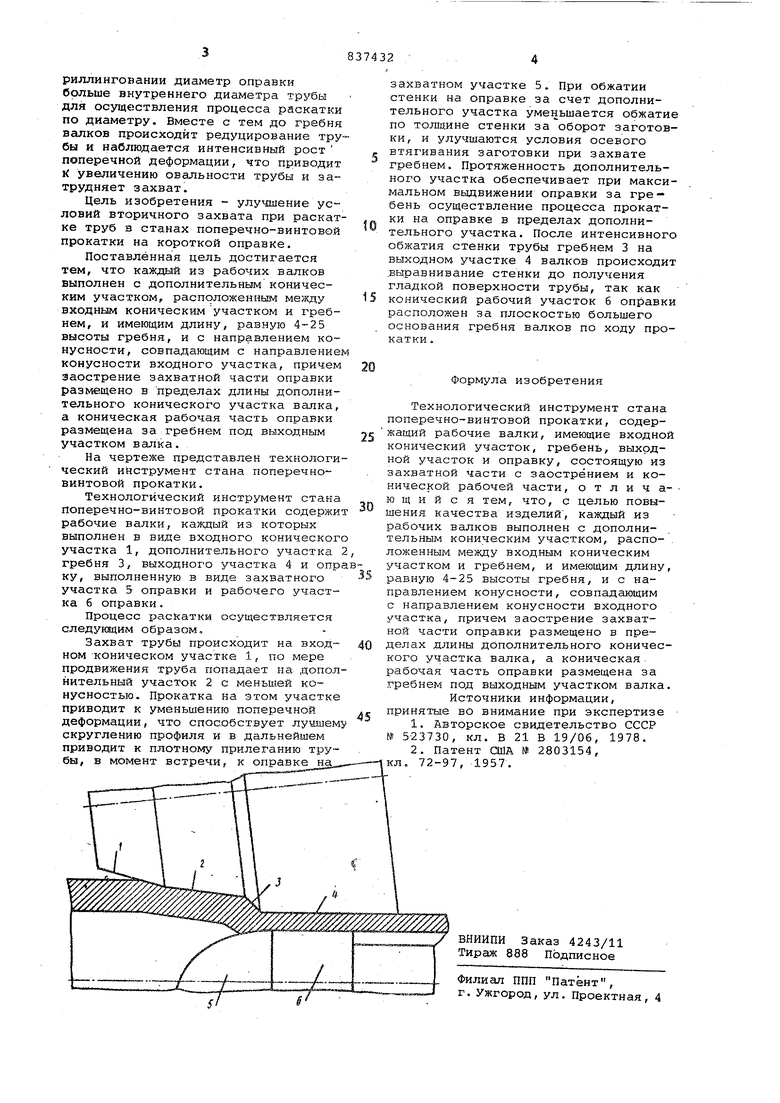
Изобретение относится к обработк металлов давлением и касается процесса раскатки труб на станах поперечно-винтовой прокатки. Известен технологический инструмент, включающий валки, имеющие входной конический участок, дополни тельный, расположенный п.еред гребнем, конический участок длиной 1,53,0 высоты гребня с конусностью того же направления, что и на входном участке, величина которой меньше на 1-1°ЗО при увеличивающемся по направлению к гребню диаметре входного участка, и на ту же величину больше при уменьшающемся по направлению к гребню диаметра входного участка и оправку. Дополнительный участок, расположенный перед гребнем, такой протяженности снижает поперечную деформа цию гильзы в процессе раскатки как на, короткой, так и на длинной оправ ке. На этом участке уменьшается обжатие по толщине стенки, что способ ствует некоторому скруглению профиля трубы и уменьшению ширины контак ной поверхности, что, в свою очеред благоприятно сказывается на прокатк тонкостенных труб. Вместе с тем по мере износа входного конического участка деформация трубы начинает в большей степени осуществляться на дополнительном, компенсирующем участке перед гребнем. Таким образом, несмотря на износ входного участка, обжатие, осуществляемое гребнем валка, остается постоянным 1 Недостатком данного инструмента является то, что при раскатке на короткой оправке длина дополнительного конического участка перед гребнем, равная 1,5-3,0 высоты гребня, является недостаточной, так как вторичный захват происходит на входном коническом участке валков, имеющем большую конусность, чем дополнительный участок, что приводит к интенсивному росту поперечной деформации перед оправкой и ухудшает условия захвата металла валками на оправке. Известен также технологический инструмент, содержащий валки, имеющие входной конический участок, грббень, выходной участок и оправку, состоящую из захватной части с заострением и конической рабочей части 2j, Недостатком технологического инструмента является затрудненный захват трубы на оправке, так как при
