1
Изобретение относится к машиностроению и может быть использовано для зачистки сварных швов, в частности для зачистки угловых соединений тонкостенных изделий типа электрошкафов или колпаков прямоугольного профиля.
Известен станок для зачистки сварных швов угловых соединений, на станине которого установлена фрезерная головка и направляюшая каретки с механизмом ее перемешения и разъемным столом 1.
Однако известное устройство не обеспечивает одновременную обработку нескольких кромок швов, имеюших отклонения от прямолинейности.
Цель изобретения - расширение технологических возможностей и повышение производительности путем одновременной обработки нескольких кромок изделия в двух взаимно перпендикулярных -плоскостях,и быстрой переналадки станка.
Для достижения этой цели станок дополнительно снабжен фрезерными головками, причем последние объединены попарно в вертикальные и горизонтальные узлы зачистки, каждый из которых выполнен в виде кронштейна, несушего фрезерную головку
И установленного шарнирно на каретке с возможностью возвратно-поступательного перемешения по направляюш.ей посредством механизма перемешения каретки, при этом направляюшие узлов зачистки установлены на столе, а вертикальные узлы зачистки снабжены стержнем переменного сечения, предназначенным для их ориентации, а одна из частей разъемного стола и направляюшая одцого из вертикальных узлов зачистки установлены с возможностью перемешения относительно станины.
10
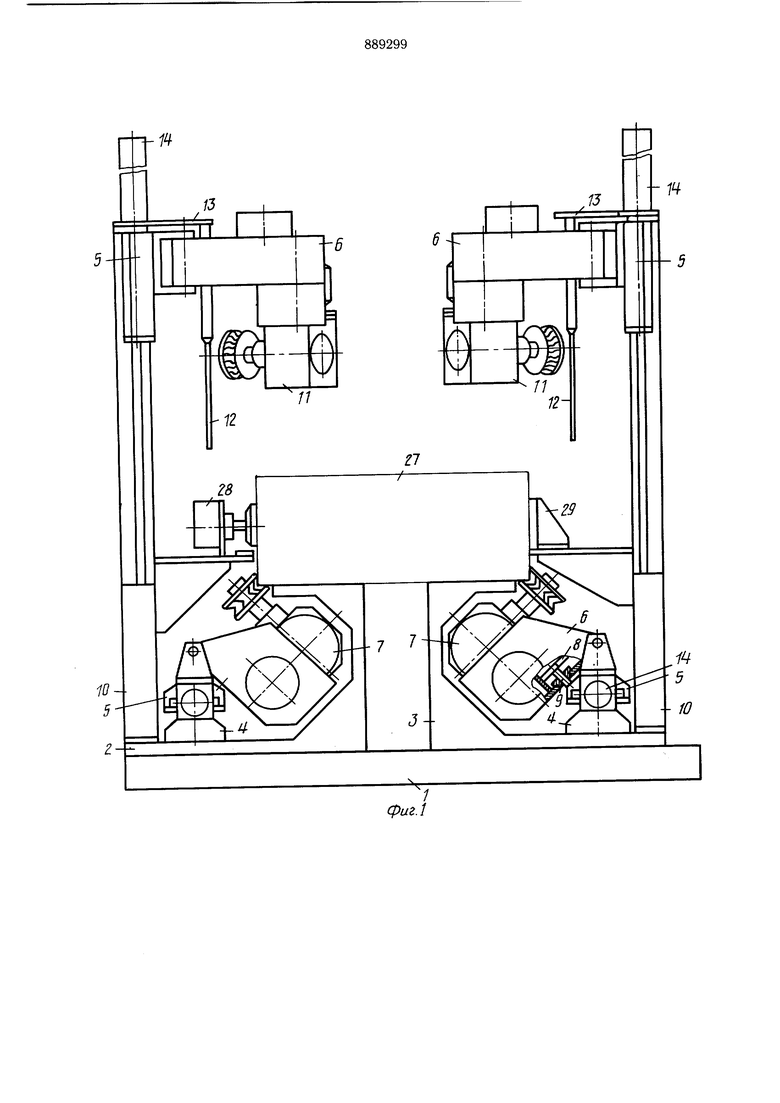
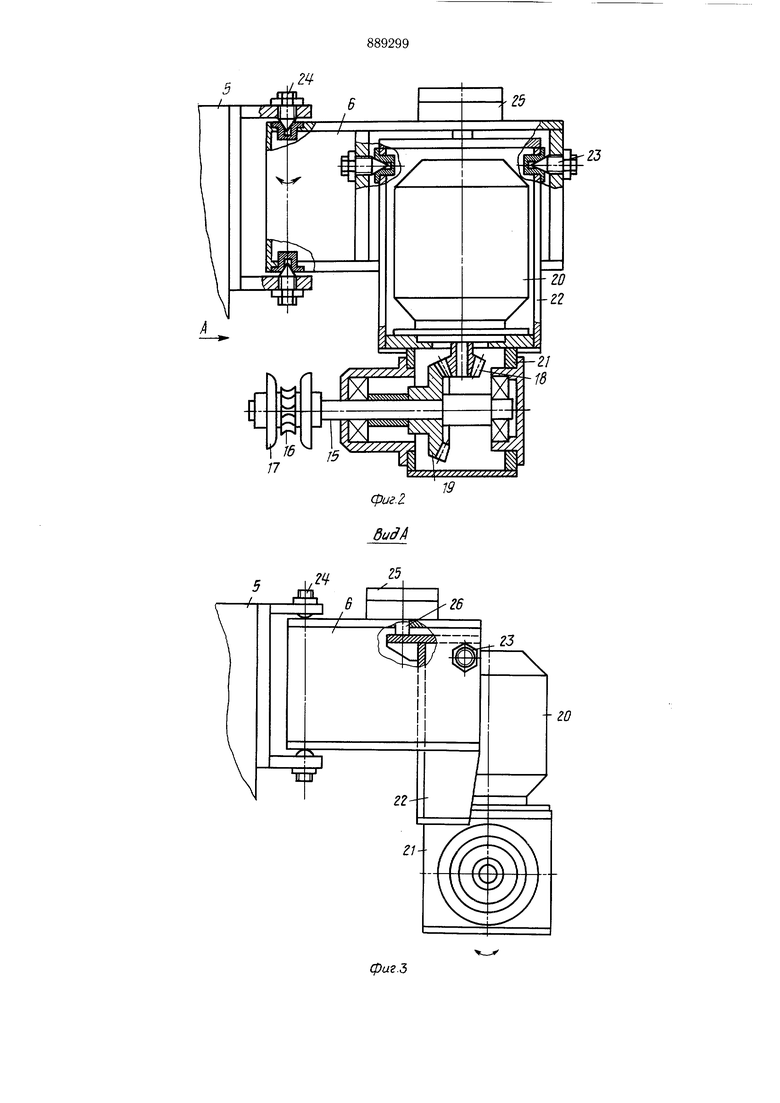
На фиг. 1 изображен станок, общий вид; на фиг. 2 - фрезерная головка; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - фрезерная голов ка с кареткой в аксонометрической проекции.
Станок состоит из станины 1 с установленными на ней столами 2 и 3, на каждом из
15 которых закреплены горизонтальные направляюшие 4 с каретками 5, связанными посредством кронштейнов 6 шарнирно с горизонтальными фрезерными головками 7, имеющи ми уравновешиватели, в частности пневмоцилиндры 8, взаимодействующие с опорными
20 площадками кареток 5 при помощи штоков 9, и вертикальные направляюшие 10 с каретками 5, которые соединены посредством кронштейнов 6 шарнирно с вертикальными фрезерными головками 11, в кронштейнах 6 установлены стержни 12 переменного сечения, закрепленные кронштейнами 13 на вертикальных направляюш,их 10. На направляющих 4 и 10 установлены тидроцилиндры 14, соединенные с каретками 5 с расположенными на них фрезерными головками 7 и 11, в которых установлены шпиндели 15 с закрепленными на них фрезами 16 и копирами 17. Шпиндели 15 связаны при помощи конических шестерен 18 и 19 с электродвигателями 20, установленными на корпусах 21, соединяющихся через кронштейны 22 и оси 23 с кронштейнами 6, которые в свою очередь осями 24 связаны с каретками 5. На кронштейнахх 6 смонтированы пневмоцилиндры 25, взаимодействующие при помощи щтоков 26 с опорными площадками кронштейнов 22. Станок работает следующим образом. На опорную поверхность столов 2 и 3 устанавливается подлежащее зачистке сварных швов угловых соединений изделие 27. Пневмоцилиндр 28 прижимает изделие к упору 29. Шпиндели 15 с установленными на них фрезами 16 и копирами 17 приводятся одновременно во вращение при помощи конических щестерен 18 и 19 и электродвигателей 20. При помощи пневмоцилиндров 25 кронштейны 22 поворачиваются вокруг осей 23 и прижимают копиры 17 и фрезы 16 к обрабатываемой поверхности углового соединения. Линейные перемещения вдоль обрабатываемого углового шва кареток 5 с фрезерными головками 7 и 11 осуществляются гидроцилиндрами 14 по направляющим 4 и 10. Во время движения фрезерных головок 7 и 11 фрезы 16 обрабатывают швы угловых соединений, имеющих отклонения от прямолинейности, за счет поворота кронштейнов 6 вокруг осей 24 и кронштейнов 22 вокруг осей 23, что позволяет фрезам отклоняться в двух взаимно перпендикулярных плоскостях. После окончания обработки швов фрезы 16 отводятся от обрабатываемых поверхностей при помощи пневмоцилиндров 25, гидроцилиндры 14 возвращают каретки 5 в исходное положение. Пневмоцилиндр 28 освобождает изделие 27, которое снимается со станка. Затем цикл повторяется. Таким образом, применение в станке нескольких фрезерных головок с профилированным инструментом, имеющих автономный привод фрез и механизмы перемещения, позволяет одновременно или последовательно вести обработку швов угловых соединений в двух взаимно перпендикулярных плоскостях как равных, так и отличающихся по длине и кривизне щвов при одной установке изделия, что способствует повыщению производительности и расширяет технологические возможности станка. Использование в станке стола, выполненного из 2-х частей, одна из которых имеет возможность перемещения относительно станины, позволяет обрабатывать изделия различных габаритов при минимальной затрате времени на переналадку. Формула изобретения 1.Станок для зачистки сварных швов угловых соединений, на станине которого установлена фрезерная головка и направляющая каретки с механизмом ее перемещения и подъемным столом, отличающийся тем, что, с целью расширения технологических возможностей и повышения производительности путем одновременной обработки нескольких кромок изделия в двух взаимно перпендикулярных плоскостях, станок дополнительно снабжен фрезерными головками, причем головки объединены попарно в вертикальные и горизонтальные узлы зачистки, каждый из которых выполнен в виде кронштейна, несущего фрезерную головку, и установленного шарнирно на каретке с возможностью возвратно-поступательного перемешения по направляюшей посредством механизма перемещения каретки, при этом направляюшие узлов зачистки установлены на столе, а вертикальные узлы зачистки снабжены стержнем переменного сечения, предназначенным для их ориентации. 2.Станок по п. 1, отличающийся тем, что с целью быстрой переналадки, одна из частей разъемного стола и направляющая одного из вертикальных узлов зачистки установлены с возможностью перемещения относительно станины. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 523766, кл. В 23 С 3/12, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для зачистки сварных швов угловых соединений | 1975 |
|
SU523766A1 |
| Станок для фрезерования мест сопряжений деревянных деталей | 1984 |
|
SU1219350A1 |
| СТАНОК ДЛЯ ЗАЧИСТКИ ПРОДОЛЬНЫХ СВАРНЫХ швов | 1968 |
|
SU217889A1 |
| Фрезерный станок | 1975 |
|
SU610617A1 |
| ФРЕЗЕРНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1993 |
|
RU2065810C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| Копировально-фрезерный станок | 1984 |
|
SU1168350A1 |
| Фрезерный станок для разделки переменных малок и разладок на кромках досок наружной обшивки и настила палуб деревянных и композитных судов | 1949 |
|
SU87261A1 |
| ПРОДОЛЬНО-ФРЕЗЕРНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2015 |
|
RU2616395C1 |
| Двухсторонний фрезерно-копировальный станок | 1990 |
|
SU1824304A1 |