Фиг.1
. 11
Изобретение относится к машиностроению, в частности к обработке проплава и усилению сварных швов в изделиях типа обечаек и цилиндрических корпусов.
Цель изобретения - расширение технологических возможностей при обработке сварных швов за счет расширения типоразмеров цилиндрических кор- пусов и обечаек.
На фиг.1 представлено предлагаемо устройство для зачистки сварных швов общий вид; на фиг. 2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.1 в исходном положении фрезер
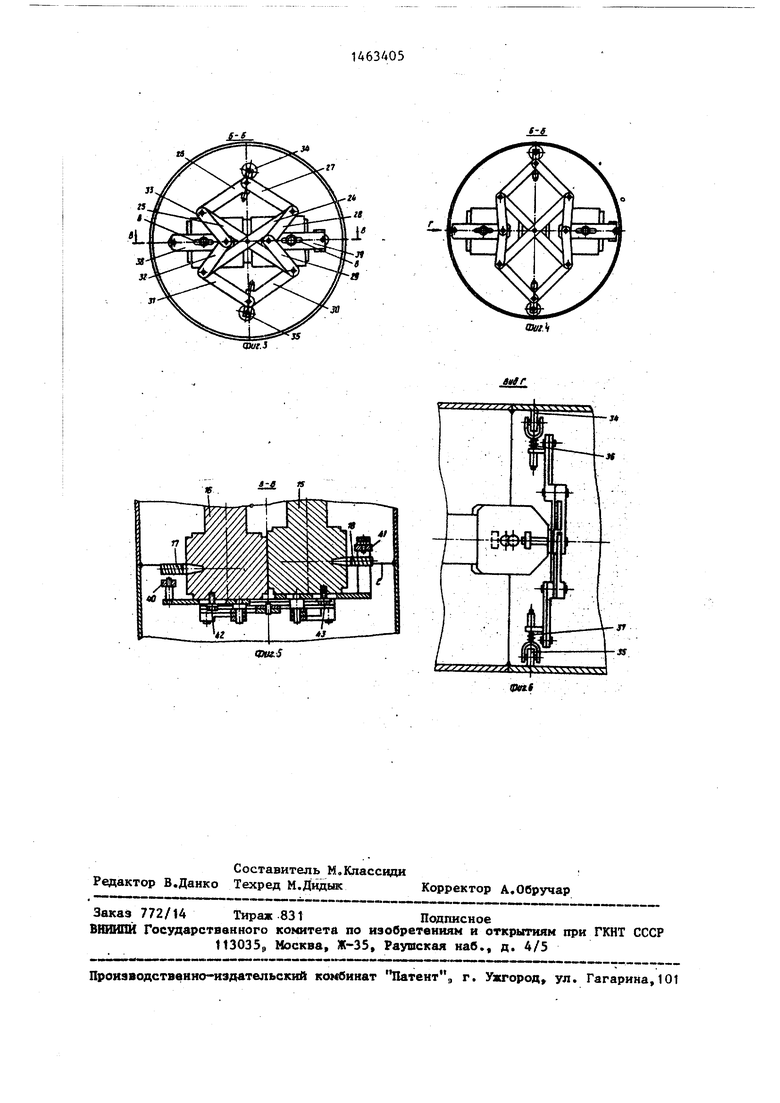
ных головок; на фиг.4 - разрез Б-Б на фиг.1 в рабочем положении .фрезерных головок; на фиг.З - разрез В-Б на фиг.З; на фиг.6 - вид Г на фиг.4. Устройство содержит станину 1, на которой размещены передняя бабка 2 с приводом 3 вращения обрабатываемого изделия 4 и самоцентрирующим кулачковым патроном 5, задняя бабка 6 с самоцентрирующим кулачковым патроном 7 и приводом 8 перемещения вдоль станины 1, причем бабка 6 и патрон 7 имеют отверстие « , в котором размещены две консольные балки 9 и 10, закрепленные с помощью шарниров 11 и 12 на траверсе 13, которая имеет привод 14 перемещения вдоль станины
1. На концах консольных балок 9 и 10
размещены фрезерные головки 15 и 16,
20
25
30
Консольные балки 9 и 10 снабжены подпружиненными штоками 44 и 45, взаимодействуюш ми с центральным клином 21 и пружиной 46. На консольной балке 9 и фрезерной головке 15 размещены два зеркала 47 и 48 и лампа 49 подсветки, обеспечивающи точную установку фрезерных головок относительно обрабатываемого шва.
Устройство работает следующим образом.
Обрабатываемое изделие 4 закрепляется в кулачковых патронах 5 и 7 Фрезерные головки 15 и 16 через отверстие а вводятся вовнутрь обрабатываемого изделия 4 перемещением траверсы 13 вдоль станины 1 и ориен тируются относительно обрабатываемо го сварного шва с с помощью зеркал 47 и 48. Затем последовательно вклю чаются электродвигатели 19 и 20, обеспечивая вращение фрезам 17 и 1 Привод 23 через тягу 22 включает в
- - J Lie AA yiriow i.- is;;jt c:o 1 Л1 у ii иллшЧеИ:; 1 В
снабженные фрезами 17 и 18 и злектро-- работу центральньй клин 21, которьй
40
45
двигателями 19 и 20 и расположенные симметрично оси обрабатываемого изделия 4. Между консольными балками 9 и 10 размещен механизм изменения радиального положения головок 15 и 16, состоящий из центрального клина 21, связанного тягой 22 с приводом 23, На торцах фрезерных головок 15 и 16 размещен центрирую1ций элемент, содержащий два шарнирно соединенных посередине рычага 24 и 23.
Конщл рычагов 24 и 25 связаны между собой посредством шарнирно соединенных между собой звеньев 26 и 27, 28 и 29, 30 и 31, 32 и 33. Бер- О шины противолежащих звеньев (тяг) 26, 27 и 30,31 снабжены прижиьшыми р(зли-- ками 34 и 35 с подпружиненными щтока- ми 36 и 37. Бершины звеньев (шатунов) 28, 29 и 32, 33 шарнирно соединены k кронштейнами 38 и 39. На концах крон- щтейнов 38 и 39 устаноапены копировальные ролики 40 и 41. Кронштейны
воздействует на подпружиненные штоки 44 и 45, при этом обеспечивается радиальное перемещение фрезерных головок 15 и 16 и врезание фрез 17 и 18 в поверхность зачищаемого шва с до упора копировальных роликов 40 и 41, при этом синхронно с копировальными роликами 40 и 41 происходит радиальное перемещение прижимных роликов 34 и 35 до поверхности обрабатываемого изделия 4. Перемещение передается через последовательно шарнирно соединенные звенья 28 и 29, 32 и 33, рычаги 24 и 25 и звенья 26 и 27, 30 и 31.
Осуществляется упругая фиксация фрезерных головок 15 и 16 относительно поверхности обрабатываемого изделия 4.
Усилие прижима копировальных роликов .40 и 41 ограничено задан- ной деформацией пружин штоков 44
38 и 39 крепятся к торцам фрезерных головок 15 и 16 с помощью болтов 42 и 43. Фрезы 17 и 18 и согласованные с ними копировальные ролики 40 и 41 размещены симметрично с двух сторон относительно обрабатываемого сварного шва с , обеспечивая тем самым обработку сварного шва одновременно с двух сторон с независимым копированием поверхностей - элементов сваренных деталей.
Консольные балки 9 и 10 снабжены подпружиненными штоками 44 и 45, взаимодействуюш ми с центральным клином 21 и пружиной 46. На консольной балке 9 и фрезерной головке 15 размещены два зеркала 47 и 48 и лампа 49 подсветки, обеспечивающие точную установку фрезерных головок относительно обрабатываемого шва.
Устройство работает следующим образом.
Обрабатываемое изделие 4 закрепляется в кулачковых патронах 5 и 7. Фрезерные головки 15 и 16 через отверстие а вводятся вовнутрь обрабатываемого изделия 4 перемещением траверсы 13 вдоль станины 1 и ориентируются относительно обрабатываемого сварного шва с с помощью зеркал 47 и 48. Затем последовательно включаются электродвигатели 19 и 20, обеспечивая вращение фрезам 17 и 18. Привод 23 через тягу 22 включает в
AA yiriow i.- is;;jt c:o 1 Л1 у ii иллшЧеИ:; 1 В
работу центральньй клин 21, которьй
0
5
О
воздействует на подпружиненные штоки 44 и 45, при этом обеспечивается радиальное перемещение фрезерных головок 15 и 16 и врезание фрез 17 и 18 в поверхность зачищаемого шва с до упора копировальных роликов 40 и 41, при этом синхронно с копировальными роликами 40 и 41 происходит радиальное перемещение прижимных роликов 34 и 35 до поверхности обрабатываемого изделия 4. Перемещение передается через последовательно шарнирно соединенные звенья 28 и 29, 32 и 33, рычаги 24 и 25 и звенья 26 и 27, 30 и 31.
Осуществляется упругая фиксация фрезерных головок 15 и 16 относительно поверхности обрабатываемого изделия 4.
Усилие прижима копировальных роликов .40 и 41 ограничено задан- ной деформацией пружин штоков 44
„314
и 45, после чего происходит автоматическое отключение привода 23, обеспечивающего радиальное перемещение головок 15 и 16. Затем исключается привод 3, производится зачистка шва с по всей длине за один оборот с двух сторон с независимым копированием поверхностей сваренных элементов изделия 4-.
После того как осуществится полный оборот обрабатьшаемого изделия 4, происходит отключение привода 3 и двигателей .19 и 20. Включается при вод 23, которьй через тягу 22 смещает влево клин 21, при этом консольные балки 9 и 10 с закрепленными на них фрезерными головками 15 и 16 и размещенным демпферным шарнирно-ры- чажным механизмом с копировальными роликами 40 и 41 и прижимными роликами 34 и 35 занимают исходное радиальное положение за счет пружины 46. Далее производится последователь ная обработка остальных сварных швов по указанному технологическому про- цессу.
05
Формула изобретени Устройство для обработки цилиндрических внутренних поверхностей, содержащее консольные балки, установленные на подвижной траверсе, несущие посредством центрирующего элемента с прижимными роликами две фрезерные головки с копировальными
. роликами, отличающееся тем, что, с целью расширения технологических возможностей при обработке сварных швов широкого типоразмера обрабатываемых цилиндрических корпусов, центрирующий элемент выполнен в виде двух шарнирно связанных посередине рыч.агов, несущих , с двух противоположных сторон по два шатуна, шарнирно связанных между собой и с рычагами, а с двух других противоположных сторон по две тяги, шарнирно связанные между собой и с упомянутыми рычагами, при этом на вершинах тяг размещены прижимные ролики, а торцы фрезерных головок установлены на введенных в устройство кронштейнах, шарнирно связанных с вершинами шатунов.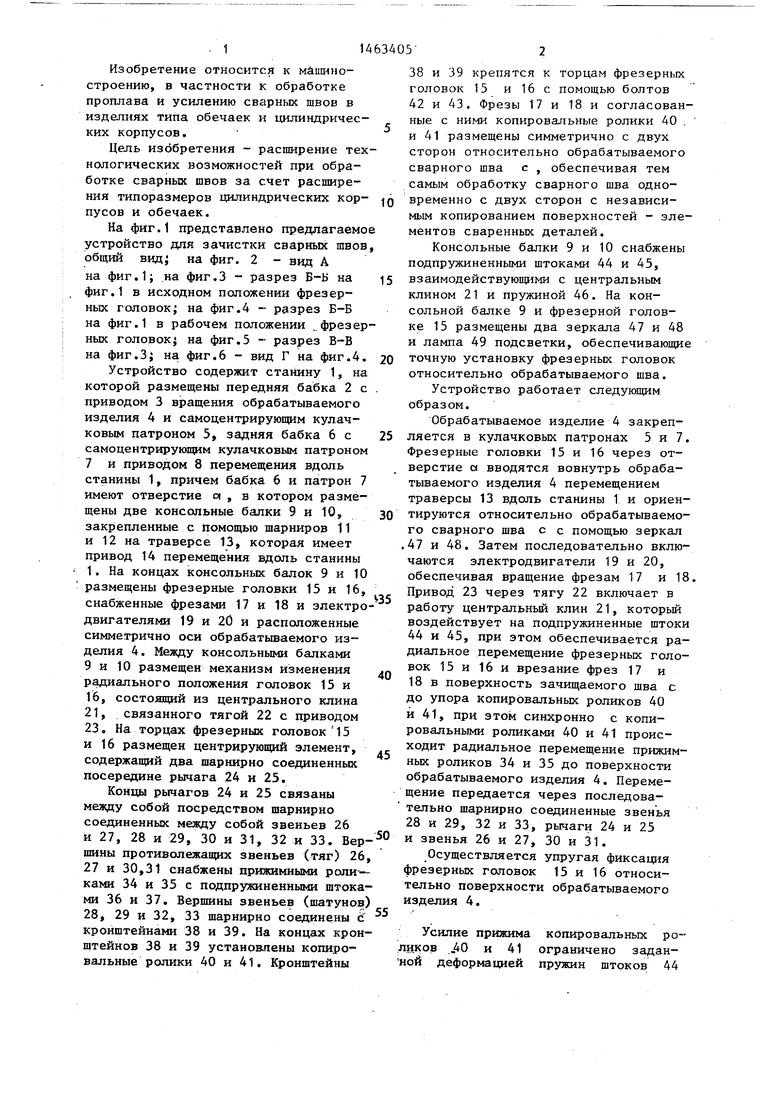

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для зачистки сварных швов угловых соединений | 1975 |
|
SU523766A1 |
| СТАНОК ДЛЯ ЗАЧИСТКИ ПРОДОЛЬНЫХ СВАРНЫХ швов | 1968 |
|
SU217889A1 |
| САМОДВИЖУЩЕЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ СВАРНЫХ ШВОВ | 1990 |
|
SU1743057A1 |
| Самодвижущееся устройство | 1979 |
|
SU780985A1 |
| Установка для дуговой сварки полос встык | 1979 |
|
SU785007A1 |
| СТРОГАЛЬНО-ПИЛЬНЫЙ СТАНОК | 1992 |
|
RU2050263C1 |
| Устройство для обработки швов приварки патрубков | 1977 |
|
SU722701A1 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| Автомат для сварки под слоем флюса | 1984 |
|
SU1146168A1 |
Изобретение относится к области машиностроения и может быть использовано для обработки проплава и усиления сварных швов в изделиях типа обечаек и цилиндрических корпусов. Цель изобретения - расширение технологических возможностей при обработке сварных швов широкого типоразмера обрабатываемых цилиндрических корпусов. Устройство содержит консольные с балки 9 и 10, закрепленные на -траверсе 13. Балки связаны с фрезерными головками 15 и 16 посредством центрирующего элемента, содержащего два шарнирно связанных посередине рычага 24 и 25. Концы рычагов связаны между собой посредством тяг 26, 27 и 30, 31, несущих прижимные ролики, и шатунов 28,29 и 32. На вершинах шатунов установлены кронштейны фрезерными головками 15 и 16. 6 ил. 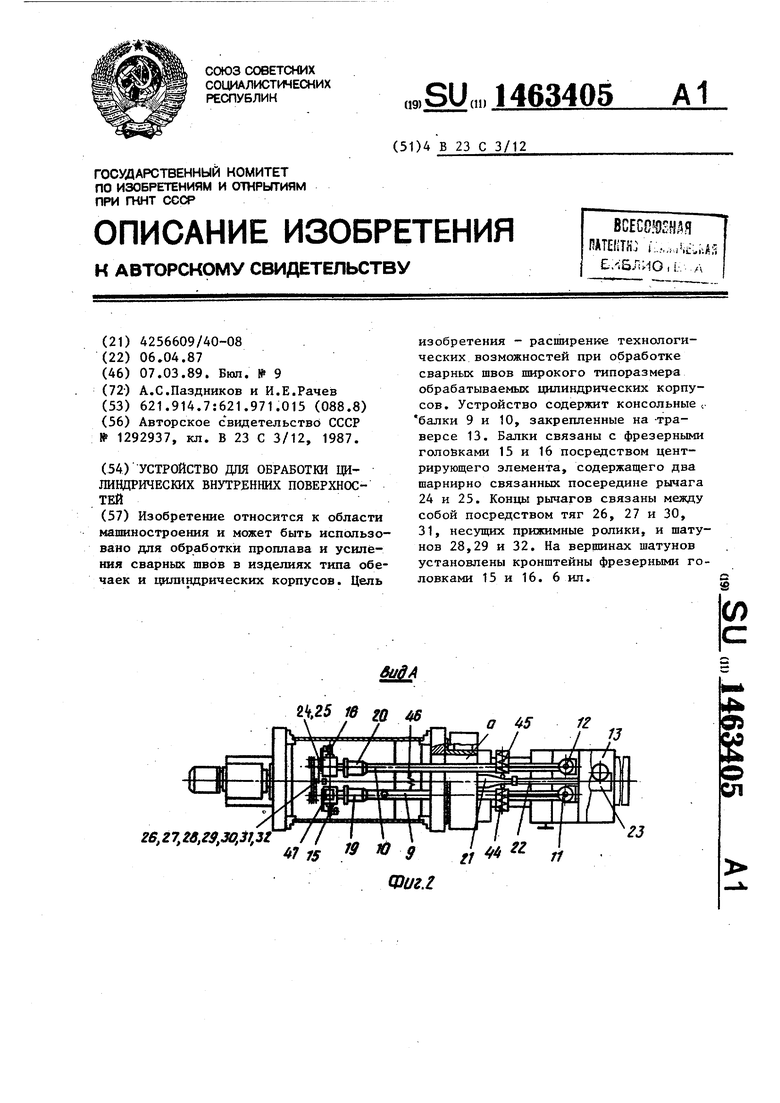
/ / .ij // /
25 6 -1
Фиг. 1
в
/
в s 7« /J
I:Jta
Я
ак/г.з
&JL
lOutS
fOuiM
| Устройство для обработки цилиндрических внутренних поверхностей | 1985 |
|
SU1292937A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
