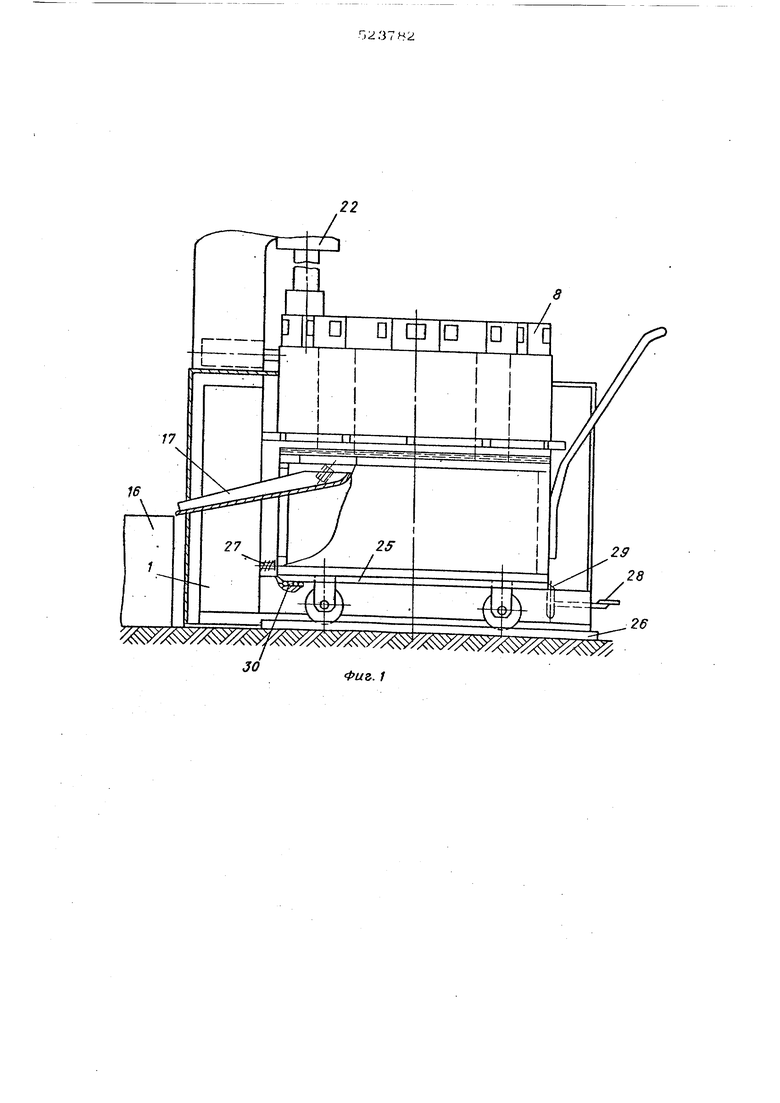
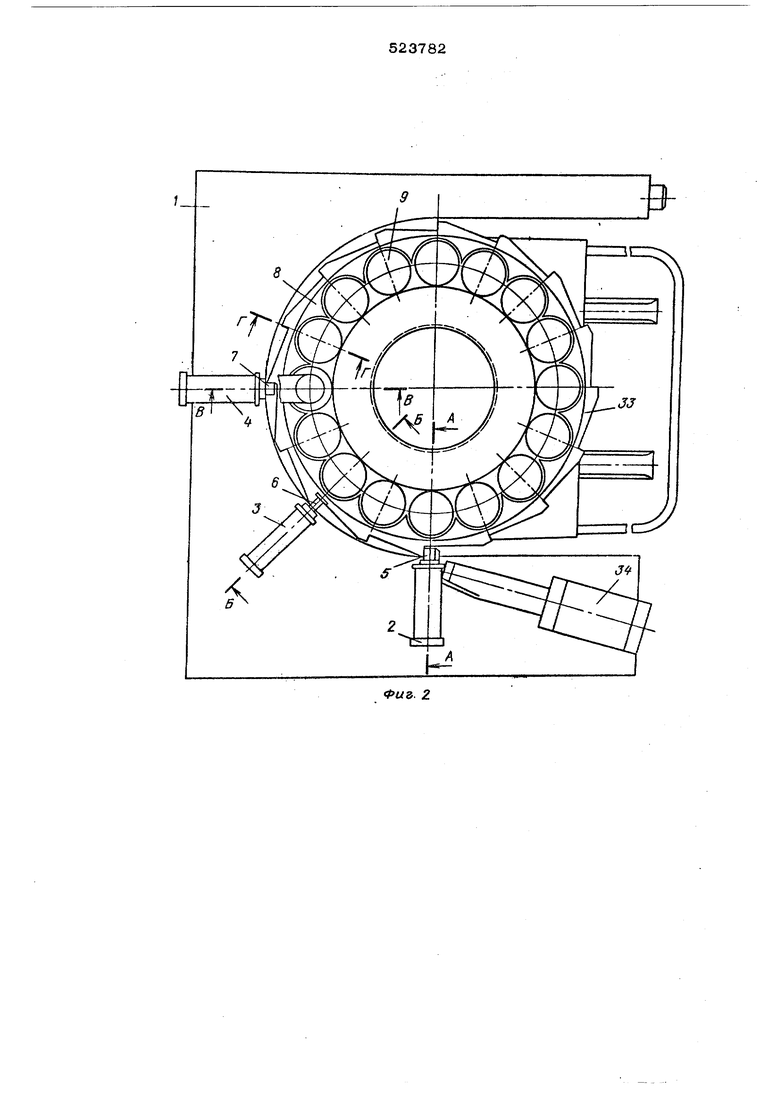
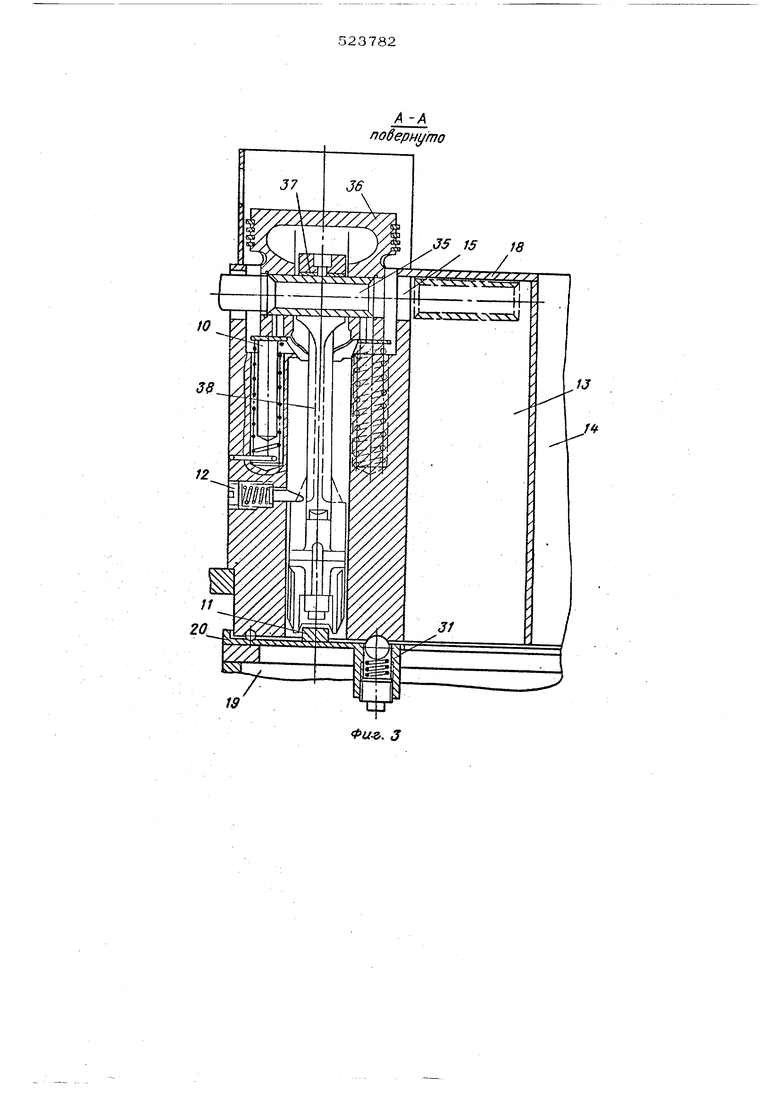
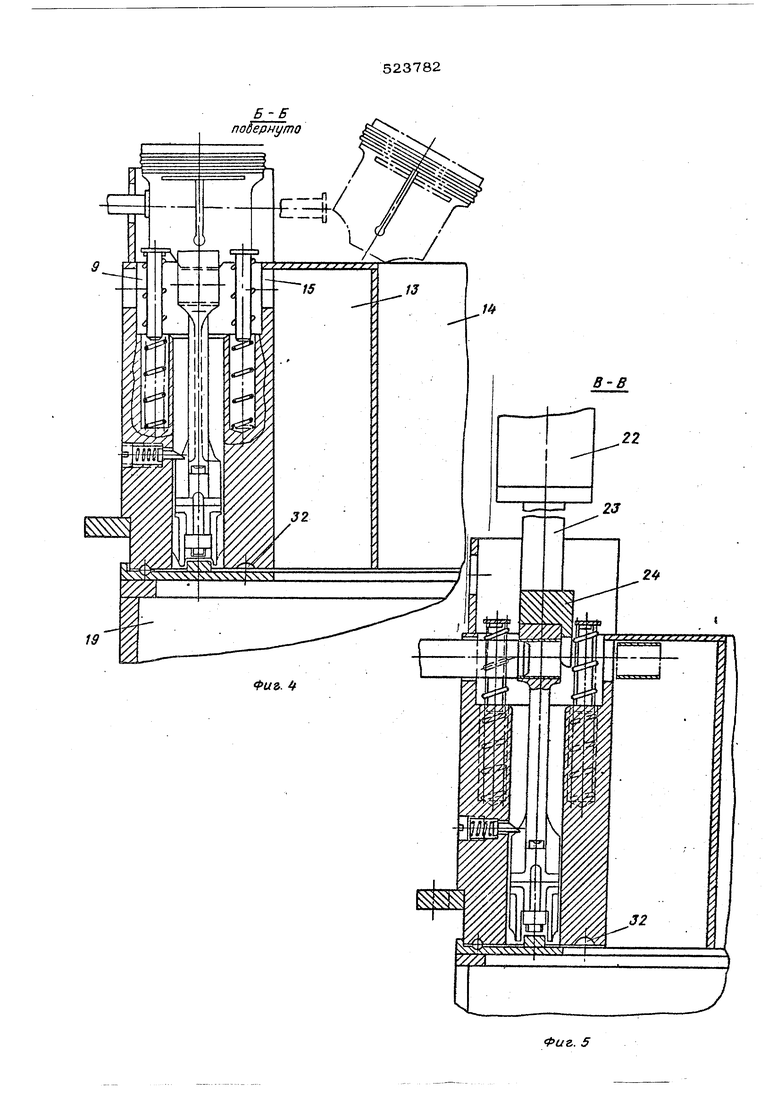
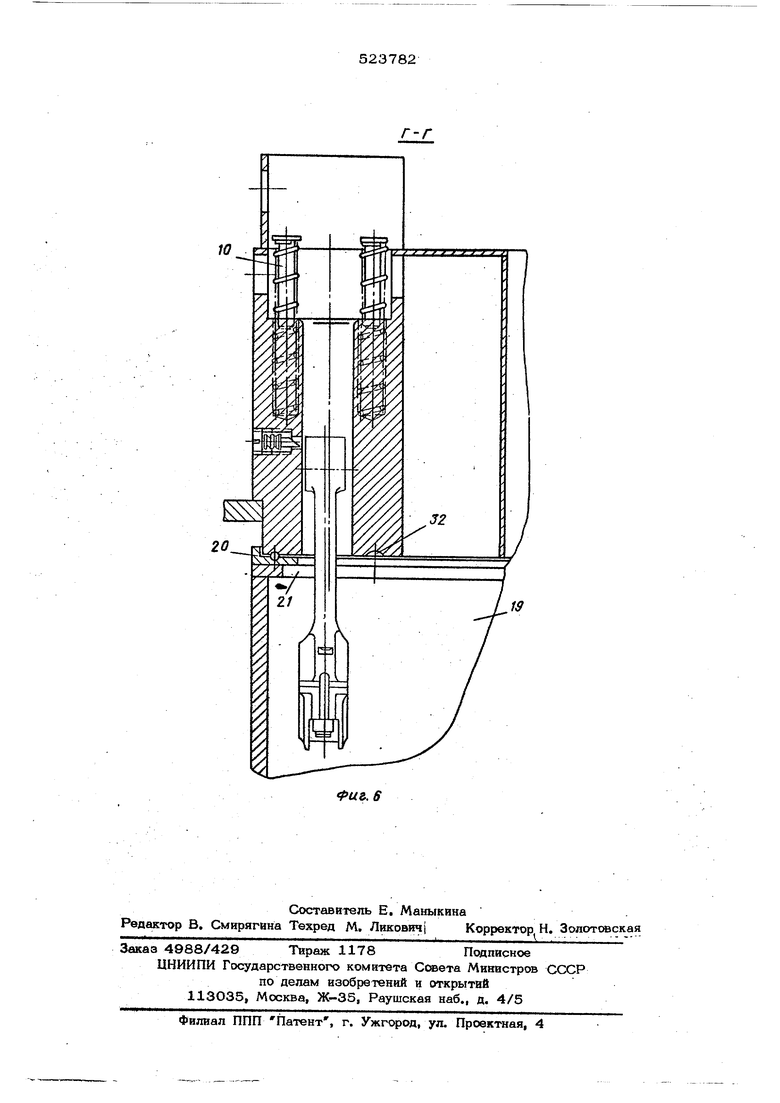
(54) УСТАНОВКА ДЛЯ РАЗБОРКИ УЗЛСО действия, снабйсенными штоками-топкателями соответственно 5, 6, 7, Число силовых головок определяется количеством разбираемых деталей. На станине размещен многопозиционный поворотный стол/ 8 с гнездами 0 для размещения и закреп- , ления разбираемых узлов, В гнездах 9 стола 8 размещены подпружиненные ложементы 10, упоры 11 и боковой подпружиненный фиксатор 12, выполненный, например, в виде защелки. Стол 8 вы-, полнен кольцевым и внутри него размещены цилиндрические концентричные бункэры 13 и 14, связанные с разгрузочными окнами ,15 стола BS а также с тарой 16 с помощью размещенных на станине 1 на рабочих позициях лотков 17, число которых определяется числом рабочих позиций и числом деталей, входящих в разбираемую группу (на чертежах показан только один лоток), Бункер 13 закрыт .сверху крыщкой 18. В нижней части стола 8 смонтирован неподвижный бункер 1Э с крышкой 20, несущей упоры 11 и имеющей на последней рабочей ПОЗИЦИИ} соотзегствующей операции удаления шатуна, отверстие 21, соединшощее бун кер 19 с одним из гнезд 9 стола 8, находящихся Б зоне этой позиции. На рабочей позиций, соответстВ5тощей one рации выпрессоаки втуга и верхней головки шатуна, на станине 1 установлен дополни тельный онловой цппиндр 2,2, со штоком 23, несущим на своегу конце внльч ый упор 24 для ограничения горизонтального перемещения верхней ГОЛОВКИ шатуна. Силовой цилиндр 22 устанозлби вертикально по отноще ншо к плоскости стола Стоя 8 установлен на телелже 23 перемешающейся по напразляюЕтнм 26 станины 1 Указанш,-ле направляющие могут быть выполнены, напргпхГер, в внде желобов, рельсов и г.д. . Для точной орнентацаа тележки 25 на станине 1 устанювйекы 6yijep 27, управляв мый педалью 2Ss подпружиненный фиксатор 29 I раэг./ ещеннь е под корпусом телейскн25 роляковьш доронжа 30, Дл51 ТО-П-1ОЙ остановки стона 8 на рабочих позициях ка 25 предусмотрен шариковый фиксатор 31, а в стсше 1 выпол нены выемкЕьЗсЗ; число которых дсдажно быт равно 4Hc.fij/ гнеад 9 стола 8, В установке нмеется также ,храповое1 колесе 33 с празойом 34 для управления- пб воротом стола S Креме того, для обеспе чення прерьшнстого с поворотом на определенный yrofi (гиаг) враша-гельного движения стола 0 устаьюЕК® Г редуск.1отрен шпульсный мехак |. Ска чер-тежак se йокааан), воздей твующий на привод 34 в виде силового ци индра. Управление силовыми головками 2, 3, 4 цилиндром 22 в процессе технологическоо процесса разборки осуществляется с поощью распределительной электросхемы (на ертежах не показана). Работает установка следующим образом. Подлежащие разборке шатунно-порщневые руппы, предварительно освобожденные от топорных колец и включающие каждая паец 35, поршень 36, втулку 37 и шатун 38,; устанаеливаются в гнезда 9 многопоэнционного поворотного стола 8, размещенного на; тележке 25. Тележку 25 по направляющим 2 вкатывают в кольцеобразную выемку станинЦ 1, затем, перемешая корпус тележки 25 по j роликовым дорожкам 30, доводят ее до conpvi косновения с буфером 27 и фиксируют в этой i положении с помощью фисатора 29, ; Установленную в гнезде 9 щатунно-порщ-у невую группу с помощью бокового подпружиненного фиксатора 12, подпружиненных ложементов 10 и упора 11 ориентируют в . определенном положении, необходимом для выполнения первой технологической операции; разборки, где щток-толкатель 5 силовой головки 2, размещенный соосно с пальцем 35,, выталкивает последний, который попадает в накрытый крыщкой 18. наружный по отноще-1 нию к оси стола 8 бункер 13, а оттуда по лотку 17, установленному на рабочей позидий, падает в тару предназначенную для; сбора пальцев 35. С помощью импульсного механизма (на ; чертеже не показан) стол 8 йервводят (пО ворачивают) во вторую рабочую позицшо, в которой при отсутствии пальца 35 порщень 36 под действием подпружиненных ложемен тов 10 поднимается до уровня щтока-толкателя 6 силовой головки 3, установленного/ на станине 1 на второй рабочей, позиции. После чего порщень 36 выталкивается щтойом-1; , толкателем 6 и падает в находящийся в дец 1 тральной части стола 1 цилиндрический бун- , кер 14, откуда по соответствующему лотку, размещенному на станине на этой рабочей позиции, попадает в тару, предназначенную для сбора порщней, По завершении операции удаления поршня 36 стол 8 переводится а следующую ребочую позицшо, где выполняется операция по выпрессовке втулки 37 верхней головки шатуна 38, осуществляемая следующим об- разом. С помощью вильчатого упора 24, установленного на штоке 23 дополнительного (СИЛОВОГО цилиндра 22, втулку 37 верхней головки шатуна 38 фиксируют а определен
ном положении, ограничивая от горизонтального перемещения, и штоком-точкателем 7 силовой головки 4 выталкивают в наружный бункер 13, откуда 37 по лотку, установленному на этой рабочей позиции, по.падает в.тару, предназначенную для сбора втулок.
И, наконец, для завершения цикла разбО{ ки, т.е. для выпол 1ения последней технологической операции процесса разборки - уда- ленкя шатуна 38 - стол 8 переводят в последнюю рабочую позицию, где шатун 38 через отверстие 21, имеющееся в горизонтал ; ной перегородке 20 стола 8 на последней рабочей позиции под действиек собственного веса, отжав фиксатор 12, падает в бункер 19, находящийся в нижней части стола 8, откуда по соответствующему лотку на: правляется в тару, предназначенную для сбора шатунов,
По окончании разборки, нажимая на педаль 28, освобождают фиксатор 29 и выводят тележку 25 из станины 1 для заполнения новой партией шатунно-поршневых групп, предназначенных для разборки,
Для повышения производительности установки многопозиционный стол может быть выполнен с большим количеством гнезд, что позволяет выполнять все технологические
операции разборки совмещенными по BpeMef
ни..:
Формула изобретения
1, Установка для разборки узлов, содер жашая установленный на станине многолозиционный поворотный стол с гнездами для размещения разбираемых узлов и закрепленные на станине на рабочих позициях головки, а также тару яля разобранных деталей, отличающаяся тем, что, с целью обеспечения разборки узлов шатунно-порщневых групп, например, двигателей внутреннего сгорания, стоп выполнен кольцевым и снабжен размещенными i внутри него концентричными бункерами, соединенными с выполн енными р столе разгрузочными | окнами и с тарой для разобранных деталей, а так-же размещенным под столом неподвижным бункером с крышкой, снабженной упорами, входящими в гнезда стола, и iотверстием на последней позиции, при этом каждое гнеэдо стола выполнено сквозным и ступенчатым а стол снабжен установленными на торце (ступени каждого гнезда подпружиненными ложементами, а также размешенным на бокс вой поверхности гнезда |подпружнненнь1м фиксатором.
2. Установка по п. 1, отличающаяся тем, что стол расположен на тележке, установленной на направляющих станины, и снабжен ориентирующим устройством.
Фиъ. 1
/
19
Д -А поверн1 то
Фи-ъ. 3
Б-Б повернуто
Фаг. 5
10
фиг. 6

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для разборки узлов типа шатунно-поршневых групп | 1988 |
|
SU1581562A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Установка для разборки узлов | 1980 |
|
SU893501A1 |
| Полуавтоматическая линия для сборки и клепки деталей | 1984 |
|
SU1225762A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| Устройство для отвинчивания гайки | 1989 |
|
SU1668092A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| КОМПЛЕКС СБОРКИ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ | 2013 |
|
RU2548843C2 |
| Стенд для разборки полотна транспортера | 1988 |
|
SU1523299A1 |