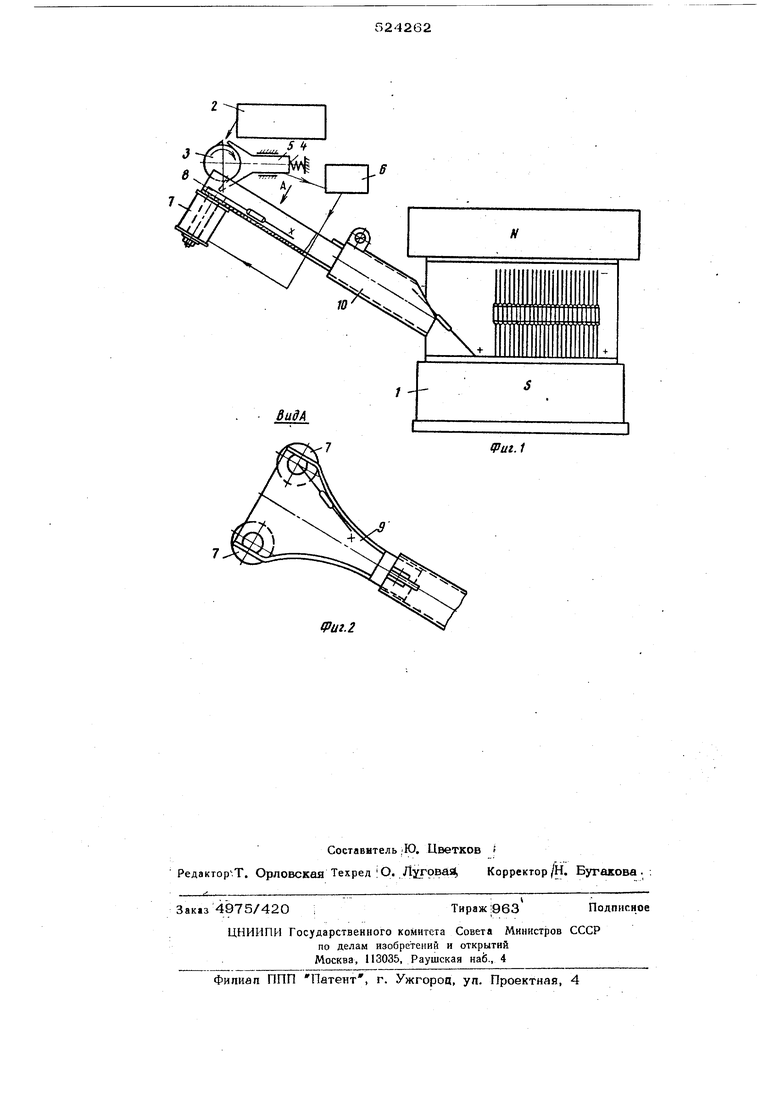
.цилиндрической части ролика 3 постоянно прижаты пружинами 4 контакты 5, служащие для подачи сигнала от проверяемого ди :ода в блок определения полярностн 6, odpai 1батывающий информапию, поступающую от I :диода, и включающий соответствующий элекЬ ;ромагнит 7, Электромагниты 7 предназначен ны для удержания детали за соответствую-i 1ШИЙ вывод при ее ориентировании. Выступа|ние рабочих поверхностей сердечников 8 I |электромагнитов 7 над рабочей поверхностью тютка 9 на величину, большую половины пореречного габарита детали, обеспечивает наименьшее сопротивление повороту детали При ее ориентировании. Электромагниты 7 закреплены по краям широкой части лотка 9 Величина широкой части лотка 9 определена длиной ориентируемой детали. В этой час ти деталь поворачивается вокруг оси сердеч ника 8. Узкая часть лотка 9 не позволяет детали при отключении электромагнита 7 переориентироваться. Труба 10 служит для дальнейшей транспортировки сориентированной по полярности детали в узел штабелирования деталей 1. Работает устройство следующим образом. Детали загружаются навалом в узел заг рузки и рихтовки 2, откуда они, пройдя операцию рихтовки выводов, поштучно подаются в блок контактов. Ролик 3 блока контактов захватывает своими выступами деталь и перемещает ее выводы по цилиндрической чаоти контактов 5, постоянно прижатых к захватывающему ролику пружинами 4. Верхняя часть контактов 5 обеспечивает плавный за- ход детали на цилиндрические контактные поверхности, а нижняя часть контактов 5 максимально приближена к рабочим поверхностям сердечников 8 электромагнитов 7, что обеспечивает надежное и одновременное попадание обоих выводов ориентируемой детали на рабочие поверхности сердечников. Информация с блока контактов передается на блок определения полярности 6, который включает один из двух электромагнитов 7. Одни из выводов (например) отрицательный) ориентируемой детали, находясь в магнит ном поле включенного электромагнита 7, удерживается им. Второй вывод при этом (например, плюсовой) скользит по рабочей ,поверхности сердечника 8 другого обестоценного электромагнита 7. Продолжая скольжение по лотку, ориентируемая деталь разворачивается на наклонной рабочей .поверхности приемного лотка 9 приблизительно на 90 от своего первоначального положения, Продолжительность включения электромагни1та 7 и наклон- приемного лотка 9 подоб аны таким образом, что деталь успевает ,вернуться на наклонной части приемного лот |ка 9 до касания о его боковую стенку и после отключенияЭлектромагнита 7 без задерж- ;ки продолжает движение через суженную часть лотка 9 к трубе 10. Ширина суженной части лотка 9 и трубы 10 не позволяет сориентированной детали переориентироваться. Из трубы 10 сориентированная по полярности деталь по инерции продолжает перемещаться в сторону максимальной напряжен- ности магнитного поля узла штабелирования: деталей 1, представляющего собой постоянный электромагнит, между разноименными полюсами которого по направлению магнитных силовых линий устанавливаются сориентированные по полярности детали. Выходная часть трубы 1О расположена так относитель,но полюсов узла штабелирования деталей 1. что сориентированные по полярности детали, перемещаясь нижним выводом по нижнему башмаку уела штабелирования деталей 1, не меняют своей ориентации. Сориентированные но полярности детали устанавливаются вертикально по направлению магнитных силовых линий в зазоре между полюсными башмаками узла штабелирования деталей 1, откуда они легко могут быть перегружены в групповую кассету. Формула изобрете Устройство для ориентированной загрузки деталей с аксиальными ферромагнитными выводами, например, полупроводниковых диодов, содержащее транспортно-ориентирующий блок, блок контактов, блок определения полярности, блок ориентации по нолярности с двумя электромагнитами и узел штабелирования, отличающееся тем, что, с целью упрощения конструкции, повышения надежности и быстродействия ориентации по полярности, в блоке ориентации по , полярности оба электромагнита установлен под широкой частью сужающегося книзу наклонного лотка, причем их сердечники выполнены выступающими над рабочей поверхностью лотка на величину, большую половины поперечного габарита ориентируемой детали. . Источники информации, принятые во внимание при экспертизе: 1.Патент США №3702438 кл. 324-158: от 07. 11. 1972г. 2.Авторское свидетельство СССР NO 256873, Кл. Н 01 7/68, 26.06.68 (прототип).
Vui.l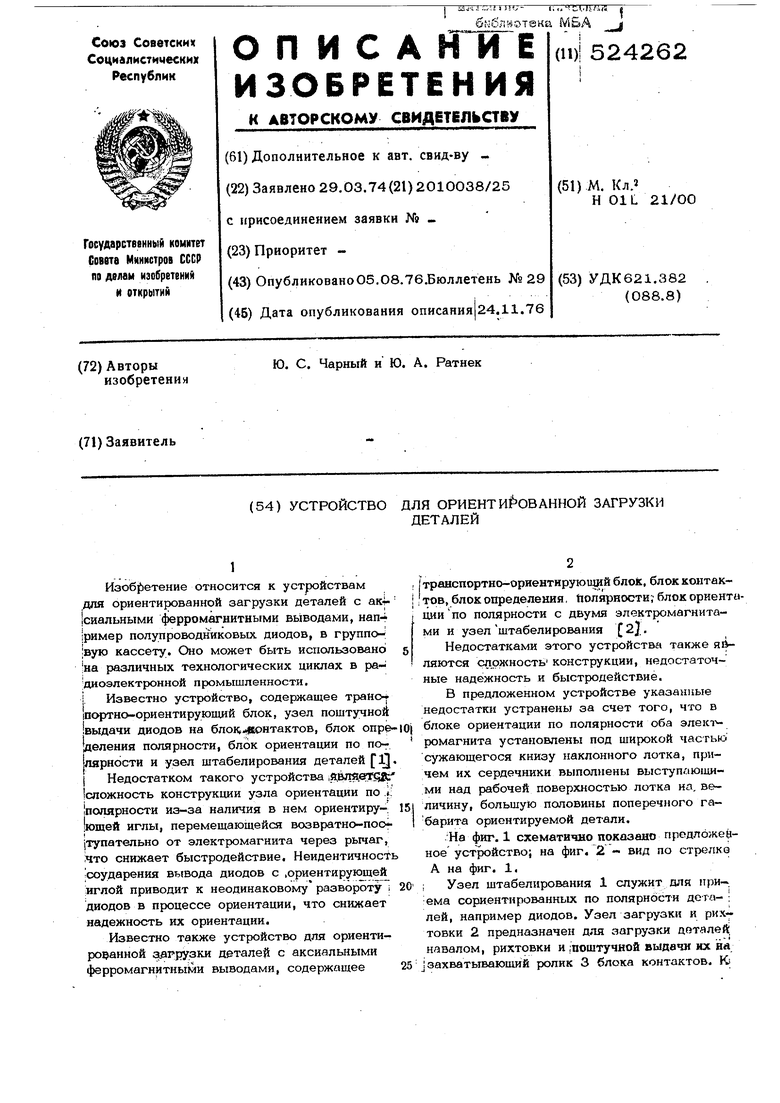
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1998 |
|
RU2129945C1 |
| Ориентирующее устройство | 1980 |
|
SU973301A1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1998 |
|
RU2136474C1 |
| Устройство для ориентирования деталей | 1976 |
|
SU654389A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2003 |
|
RU2245773C1 |
| Устройство для ориентированной подачи плоских радиодеталей с металлизированным покрытием на противоположных сторонах | 1982 |
|
SU1029244A1 |
| Устройство для ориентации деталей | 1986 |
|
SU1399064A2 |
| Устройство для ориентированной выдачи деталей | 1985 |
|
SU1278281A2 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1996 |
|
RU2096160C1 |
| СЕЛЕКТОРНОЕ УСТРОЙСТВО | 1996 |
|
RU2103146C1 |