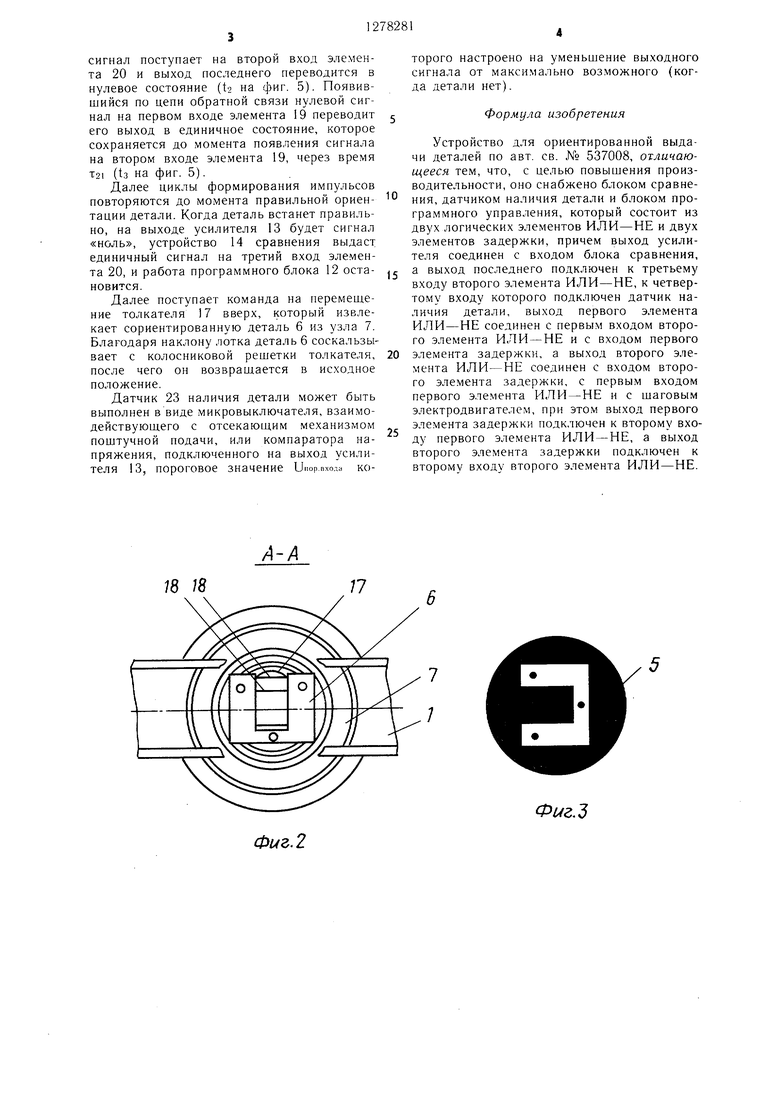
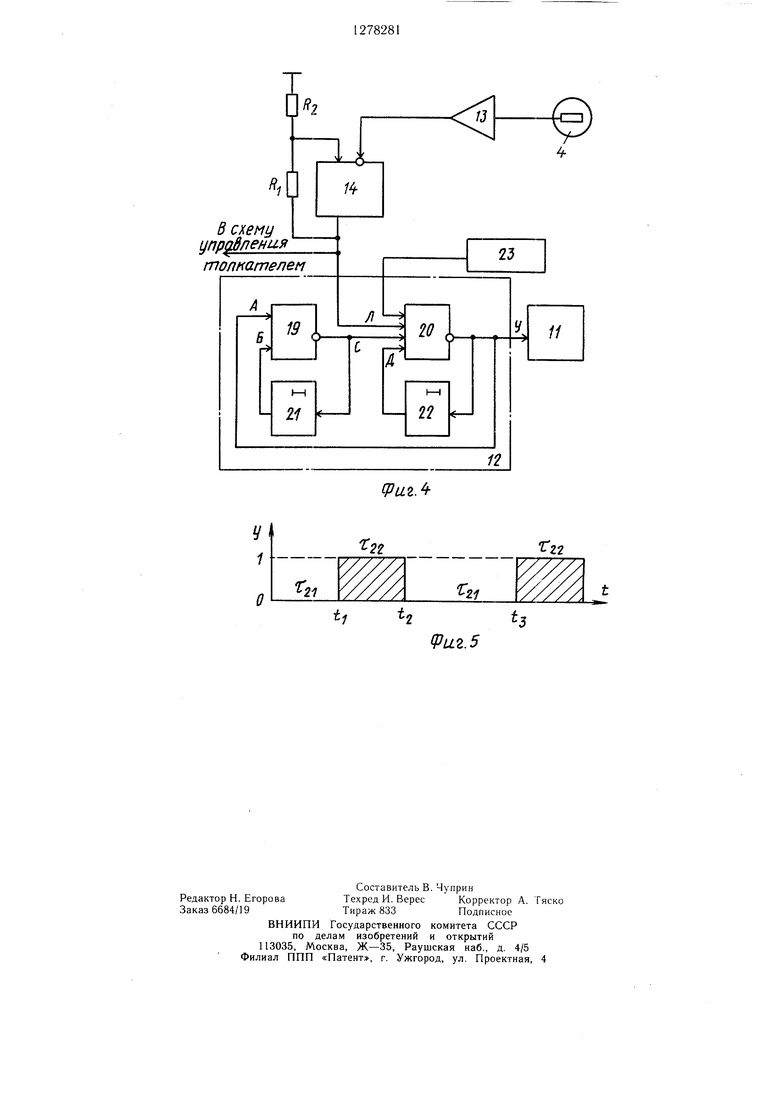
Изобретение относится к области автоматизации производственных процессов в электротехнической, радиотехнической, приборостроительной и других отраслях промьилленности, предназначено для автоматической ориентации плоских деталей фотоэлектрическим методом перед их подачей в рабочие машины на позиции обработки, контроля или сборки и является усовершенствованием устройства по авт. св. № 537008. Целью изобретения является повышение производительности ориентирования детали. На фиг. 1 схематично представлено устройство для ориентированной выдачи деталей, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сменный шаблон ориентируемой детали; на фиг. 4 --- функциональная схема программного блока; на фиг. 5 - диаграмма выходных сигналов программного блока. Механическая часть устройства смонтирована на лотке 1 и состоит из корпуса 2 с крышкой 3, в котором установлены сплошной вентильный фогоэлемент 4 и из прозрачного материала шаблон 5 ориентируемой детали 6. Узел 7, несущий ориентируемую деталь 6, выполнен в виде кольца с Е.ОЗМОЖностью вращения в подщипнике 8 через шестерни 9 и 10 от шагового двигателя 11, который соединен с блоком 12 программ} ого управления. Сигнал фотоэлемента 4 усиливается блоком 13 и поступает на блок 14 сравнения, выход которого подключен к блоку 12 программного управления. Для получения светового изображения шаблона и теневого изображения ориентируемой детали на фоточувствительном экране применен источник 15 света и конденсор 16. Источник 15 света и конденсор 16 установлены в трубчатом толкателе 17, на торце которого закреплена колосниковая решетка 18, предназначенная для поддержания детали 6 перед установкой на узел 7. Устройство работает следующим образом. В корпус 2 устанавливается из прозрачного материала шаблон 5 в положение, в которое требуется сориентировать деталь 6. Деталь 6 отсекается механизмом поштучной выдачи (не показан), скользит по наклонному лотку 1 и западает в узел 7 (фиг. 2) В процессе западания детали 6 в узел 7 колосниковая решетка 16, обеспечивающая прохождение параллельного светового потока вдоль оси вращения ориентируемой детали 6, поддерживает ее, но благодаря скосу на опорной поверхности узла 7 теряет контакт с деталью 6, как только сна полностью западет в узел 7, и не препятствует процессу ориентации. Включается источник 15 света и через конденсор 16 и шаблон 5 световой поток направляется на вентильный фотоэлемент 4, на которо.м проецируется световое изображение шаблона 5. частично закрытое теневым изображением элементов детали 6. На выходе фотоэлемента 4 возникает ток, пропорциональный плош,ади шаблона 5 не закрытой деталью 6. После усиления в блоке 13 сигнал поступает в блок 14 сравнения, который может быть реализован на компараторе напряжения с обратной связью на резисторах Ri и Rv и обеспечивает преобразование аналогового входного сигнала в дискретный. При этом происходит сравнение LJ-.x со значением порогового напряжения, определяе.мого по формуле Улор.вх и, если значение сигнала больше U:.)|.«, то на выходе блока 14 будет сигнал «ноль , а если меньше, то «единица. Выходной сигнал блока 14 поступает в блок 12 программного управления, в основу которого положен принцип генерации импульсов с заданной выдержкой по длительности импульса и паузы между ними. Программный блок 12 состоит из двух логических элементов ИЛИ-НЕ 19 и 20 и двух элементов 21 и 22 задержки времени появления выходного сигнала. Причем элементы задержки времени включены в обратную связь соответствующих логических э.чементов ИЛИ - НЕ. которые включены последовательно и охвачены обратной связью. Сигналы управления программным блоком поступают на входы элемента 20 (от блока 14 па третий вход, от датчика 23 наличия детали на четвертый вход). Выход блока 12 подключен к шаговому электроприводу 11. В исходном состоянии (ориентируемая деталь отсутствует) сигнал от блока 14 равен «нулю (максимальная осве1ценность фотоэлемента 4), а от датчика 23 наличия детали - «единице (останов программы). При это.м на выходе элемента 20 сигнал равен «нулю и он по цепи обратной связи поступает на первый вход элемента 19. На выходе элемента 19 появляется сигнал «единица, который с задержкой времени Г2 поступает на второй вход элемента 19. При этом на выходе элемента 19 появляется сигнал «ноль и после сброса выходного сигнала на элементе 21 работа этого участка схемы снова noBTOpk TCH. Таким образом, элементы 19 и 20 образуют генератор и.мпульсов, выход которого заблокирован элементом 20. В таком состоянии программный блок 12 готов к работе. При поступлении ориентируе.мой детали датчик 23 наличия детали выдает разрешающий сигнал «ноль (пуск программы). Очередной нулевой сигнал на выходе элемента 19 переводит выход элемента 20 в единичное состояние (t| ка фиг. 5). Единичный сигнал по цепи обратной связи подается la первый вход эле.чента 19 и переводит его выход в нулевое состояние. После задержки времени Т22 в элементе 22 единичный сигнал поступает на второй вход элемента 20 и выход последнего переводится в нулевое состояние (1-2 на фиг. 5). Появившийся по цепи обратной связи нулевой сигнал на первом входе элемента 19 переводит его выход в единичное состояние, которое сохраняется до момента появления сигнала на втором входе элемента 19, через время Т21 (1з на фиг. 5). Далее циклы формирования импульсов повторяются до момента правильной ориентации детали. Когда деталь встанет правильно, на выходе усилителя 13 будет сигнал «ноль, устройство 14 сравнения выдаст единичный сигнал на третий вход элемента 20, и работа программного блока 12 остановится. Далее поступает команда на перемещение толкателя 17 вверх, который извлекает сориентированную деталь 6 из узла 7. Благодаря наклону лотка деталь 6 соскальзывает с колосниковой решетки толкателя, после чего он возвраш.ается в исходное положение. Датчик 23 наличия детали может быть выполнен в виде микровыключателя, взаимодействующего с отсекающим механизмом поштучной подачи, или компаратора напряжения, подключенного на выход усилителя 13, пороговое значение Unop.nxoaa которого настроено на уменьшение выходного сигнала от максимально возможного (когда детали нет). Формула изобретения Устройство для ориентированной выдачи деталей по авт. св. № 537008, отличающееся тем, что, с целью повышения производительности, оно снабжено блоком сравнения, датчиком наличия детали и блоком программного управления, который состоит из двух логических элементов ИЛИ-НЕ и двух элементов задержки, причем выход усилителя соединен с входом блока сравнения, а выход последнего подключен к третьему входу второго элемента ИЛИ-НЕ, к четвертому входу которого подключен датчик наличия детали, выход первого элемента ИЛИ-НЕ соединен с первым входом второго элемента ИЛИ - НЕ и с входом первого элемента задержки, а выход второго элемента ИЛИ-НЕ соединен с входом второго элемента задержки, с первым входом первого элемента ИЛИ - НЕ и с шаговым электродвигателем, при этом выход первого элемента задержки подключен к второму входу первого элемента ИЛИ-НЕ, а выход второго элемента задержки подключен к второму входу второго элемента ИЛИ-НЕ.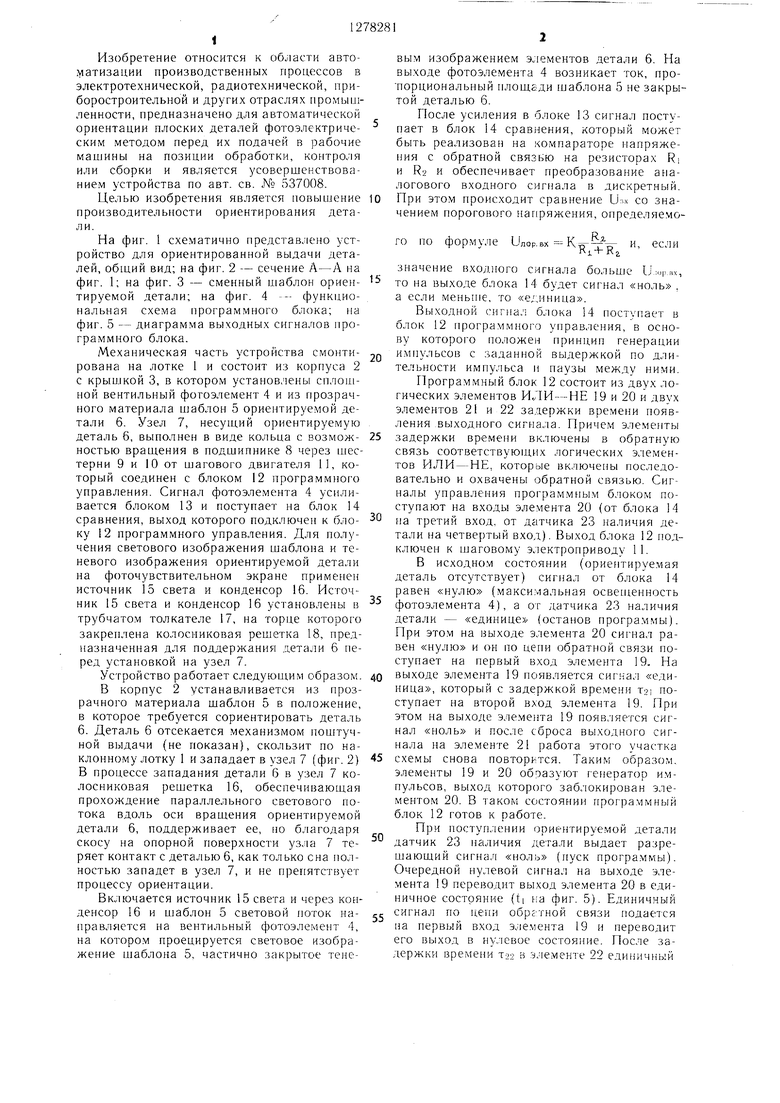
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентированной выдачи деталей | 1974 |
|
SU537008A1 |
| Устройство для ориентации пластин со сложным контуром | 1990 |
|
SU1745645A1 |
| Устройство для автоматической ориентации деталей | 1982 |
|
SU1147549A1 |
| Устройство управления швейной машиной | 1987 |
|
SU1527343A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И МНОГОДИАПАЗОННОЙ СОРТИРОВКИ ПЛОСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2077962C1 |
| Телевизионное ориентирующее устройство | 1985 |
|
SU1298956A1 |
| Устройство для сортировки деталей | 1987 |
|
SU1498562A1 |
| Устройство для контроля и сортировки деталей | 1987 |
|
SU1443977A1 |
| Агрегатный двусторонний станок для копирной обработки | 1987 |
|
SU1502263A1 |
| Устройство для программного управления намоточным станком | 1989 |
|
SU1725184A1 |
Изобретение относится к области автоматизации производственных процессов в электротехнической, радиотехнической и приборостроительной отраслях промышленности. Цель изобретения - повышение производительности ориентации деталей (Д). В корпусе устр-ва установлен фотоэлемент 4 и шаблон 5 ориентируемой Д 6,выполненный из прозрачного материала. Сигнал с фотоэлемента 4 через усилитель 13 поступает на блок 14 сравнения, выход которого подключен к входу блока 12 программного управления шаговым двигателем (ШД) 11. Блок 12 состоит из двух логических элементов ИЛИ-НЕ и двух элементов задержки. Включение программы обеспечивается датчиком 23 наличия Д. По его сигналу блок 12 последовательно выдает импульсы на ШД 11, который последовательно через шестерни 9 и 10 поворачивает узел 7, несущий ориентируемую Д 6 с шагом 90°. Блок 14 сравнения определяет величину тока фоi тоэлемента 4 за каждый шаг поворота Д 6. сл Если ток равен единице, блок 12 выдает команду на останов программы и включение толкателя 17. Перемещаясь вверх, толкатель 17 извлекает сориентированную Д 6 из узла 7. 5 ил. л1 / 12 23 N5 00 1чЭ оо Го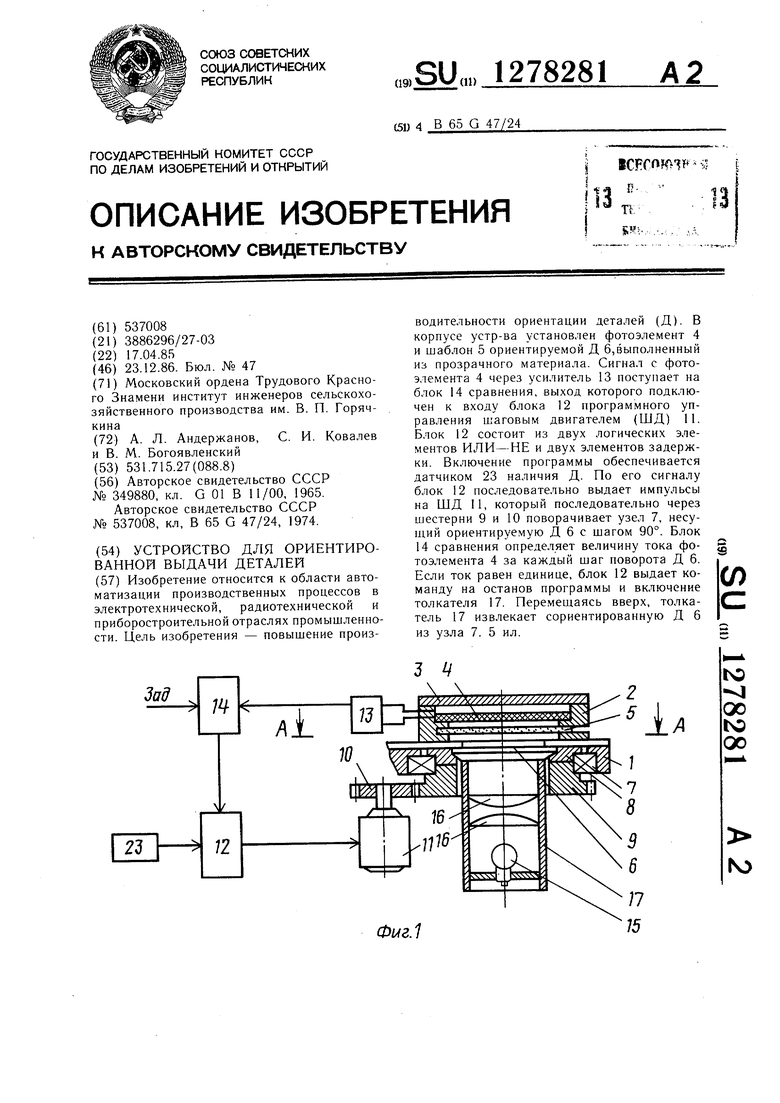
18 18
Фиг.З
-21
22
21
Vu.2.5
| УСТРОЙСТВО для ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ ДЕТАЛЕЙ | 0 |
|
SU349880A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для ориентированной выдачи деталей | 1974 |
|
SU537008A1 |
