34
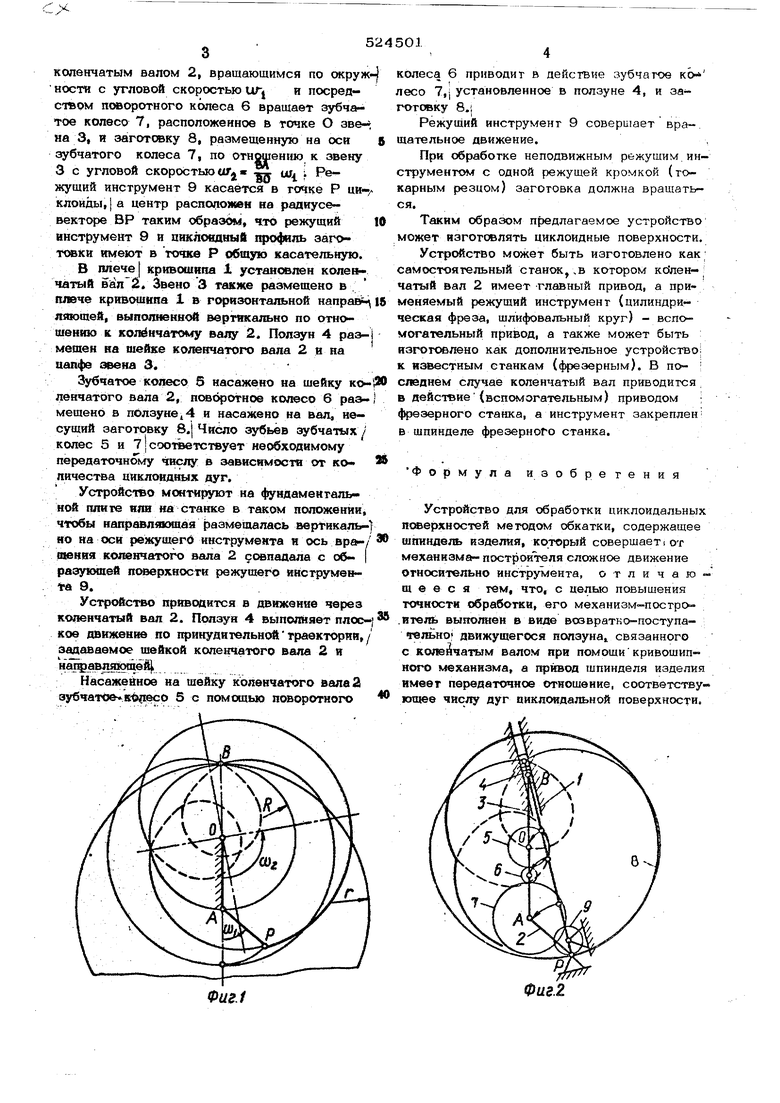
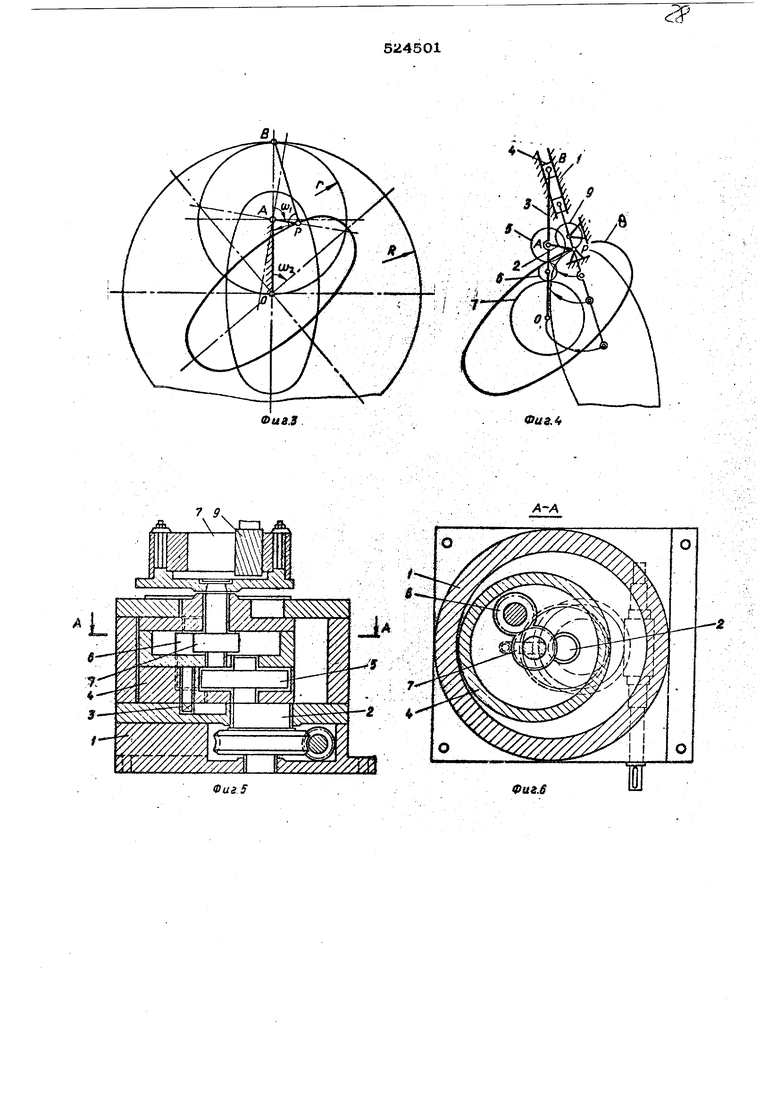
коленчатым валом 2, вращающимся по сжруж- колеса 6 приводит в действие зубчатое ности с угловой скоростью иГ| и посрея- лесс 7, j установленное в ползуне 4, и зас-геом поворотного колеса 6 вращает зубчатое колесо 7, расположенное в точке О зве на 3, и заготовку 8, размещенную на оси зубчатого колеса 7, по отношению к звену 3 с угловой скоростью ш i режущий инструмент 9 касается в точке Р ци-/ клоиды, I а центр расположен иа радиусевекторе ВР таким образом, что режущий инструмент 9 и циклоидный профиль заготовки имеют в точке Р обшую касательную. В плече кривошипа 1 устансжлен коле чатый вал 2. Звено 3 также размещено в плече кривошипа 1 в горизонтальной направЦ ляющей, выпошюнной вортикально по отношению к кодйнчатому валу 2. Ползун 4 размешен на шейке коленчатого вала 2 и на цапфе звена 3. Зубчатое колесо 5 насажено на щейку коленчатого вала 2, поворотное колесо 6 раэмешено в ползуне 4 и насажено на вал, не- сущий заготовку 8.| Число зубьев зубчатых у колес 5 и 7 соотеетствует нес ходимому передаточному числу в зависимости от количества циклоидных дуг. Устройство монтируют на фундаментальной шшге или на станке в таком положении, чтобы иаправляюшая размещалась вертикально на оси режущего инструмента и ось щения коленчатого вала 2 совпадала с образукмпей поверхности режущего инструмента 9. Устройство приводится в движение через коленчатый вал 2. Ползун 4 выполйяет плос- кое движение по принудительнойтраектории, задаваемое шейкой коленчатого вала 2 и Насаженное на шейку коленчатого вала 2 эубчатйе к ф®со 5 с помощью поворотного
524501
готовку 8.|
Режущий инструмент 9 совершает вращательное движение. При обработке неподвижным рбжушим инструментом с одной режущей кромкой (токарным резцом) заготовка должна вращаться. Таким образом предлагаемое устройство может изготовлять циклоидные поверхности. Устройство может быть изготовлено как самостоятельный стансж, ,в котором KCineHчатый вал 2 имеет главный привод, а применяемый режущий инструмент (цилиндрическая фреза, шлифовальный круг) - вспомогательный привод, а также может быть язготсжлено как дополнительное устройство к известным станкам (фрезерным). В по- ; слепнем случае коленчатый вал приводится в дейстеие (вспомогательным) приводом ; фрезерного станка, а инструмент закреплен в щпинделе фрезерного станка. Формула изобретения Устройство для обработки циклоидальных П1Жерхностей методом обкатки, содержащее шпиндель изделия, который совершаетi от механизма- псютроителя сложное движение относительно инструмента, отличающееся тем, что, с целью повышения точности обработки, его механизм-построитель выполнен в виде возвратко-поступатега но| движущегося ползуна,, связанного с колейчатым валом при помощи кривошипного механизма, а привод шпинделя изделия имеет передаточное отиощение, соответствуюшев числу дуг циклоидальной поверхности.
Фиг.2 ;: / - Фиа. 4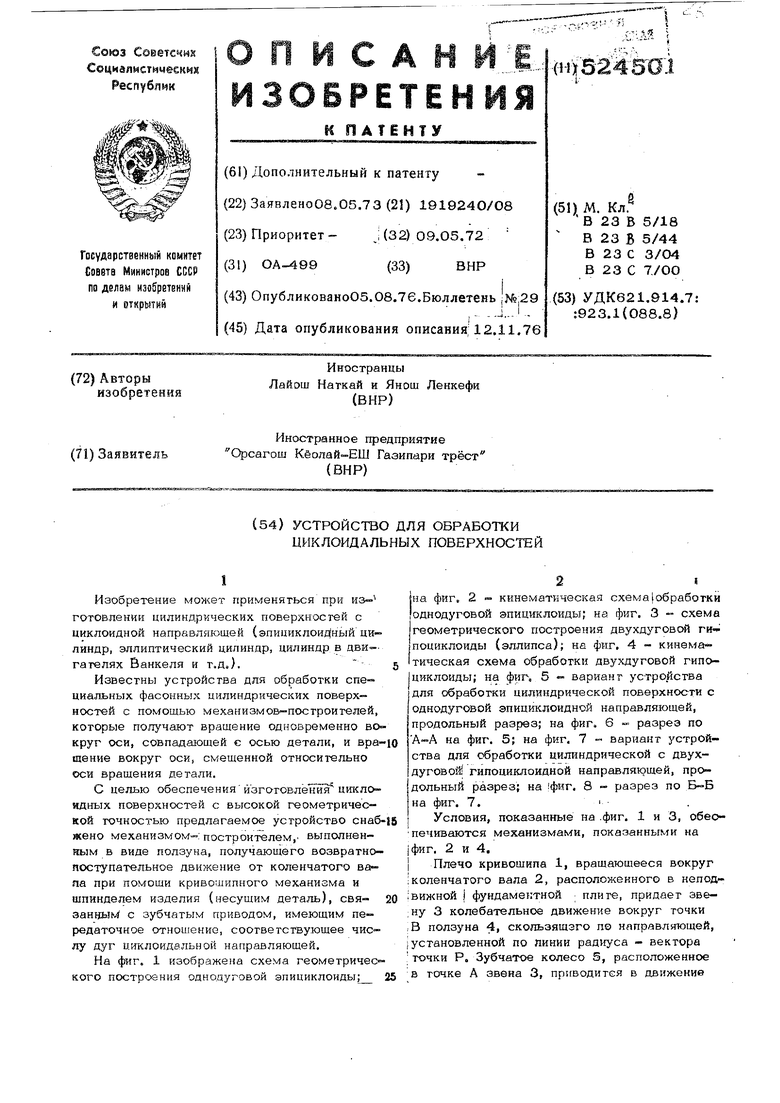
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки резанием циклоидальных поверхностей | 1985 |
|
SU1337202A1 |
| Устройство для обработки цилиндрических поверхностей с циклоидальной направляющей линией | 1986 |
|
SU1400860A1 |
| Привод подачи фрезерного станка для обработки вафельной конструкции обечайки | 2024 |
|
RU2824782C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИКЛОИДАЛЬНОГО ПРОФИЛЯ ЗУБА ПРЯМО- И КОСОЗУБЫХ ЦИЛИНДРИЧЕСКИХ ЦИКЛОИДАЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 2018 |
|
RU2688114C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТРАЖАЮЩЕЙ ПОВЕРХНОСТИ РЕФЛЕКТОРА ЗЕРКАЛЬНОЙ АНТЕННЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2067340C1 |
| ПРИВОД КООРДИНАТНЫХ ПЕРЕМЕЩЕНИЙ ИСПОЛНИТЕЛЬНЫХ ОРГАНОВ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА С ЧПУ | 1990 |
|
RU2047473C1 |
| Качающийся суппорт к токарному станку для обработки шатунных шеек коленчатых валов | 1959 |
|
SU133313A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| ПЛАНЕТАРНЫЙ ЦИКЛОИДАЛЬНЫЙ РЕДУКТОР С ПРЕДВАРИТЕЛЬНОЙ СТУПЕНЬЮ | 2012 |
|
RU2506477C1 |
| Устройство для подачи и поворота заготовки в стане холодной прокатки труб | 1980 |
|
SU969342A1 |

9
Фиа.5
Фаг.б Ш
J
Фиг.7
Б-Б
Фи&В
