(54) СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ РЕЗЦОМ
Заготовка 1 (см. фиг. 1а) вращается, а резец 2 перемещается вдоль ее оси на один шаг за каждый оборот.
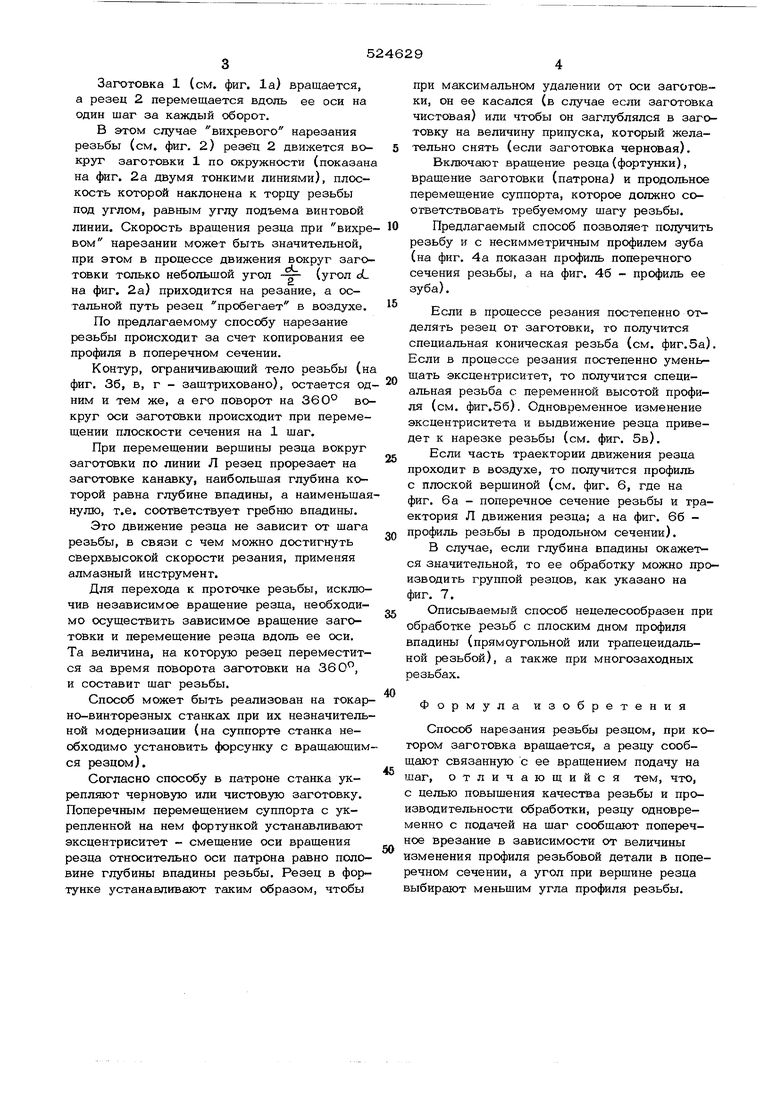
В этом случае вихревого нарезания резьбы (см. фиг. 2) peaeli 2 движется вокруг заготовки 1 по окружности (показан на фиг. 2а двумя тонкими линиями), плоскость которой наклонена к торцу резьбы под углом, равным углу подъема винтовой линии. Скорость вращения резца при вихревом нарезании может быть значительной, при этом в процессе движения вокруг заготовки только небольшой угол -р- (угол cL на фиг. 2а) приходится на резание, а остальной путь резец пробегает в воздухе.
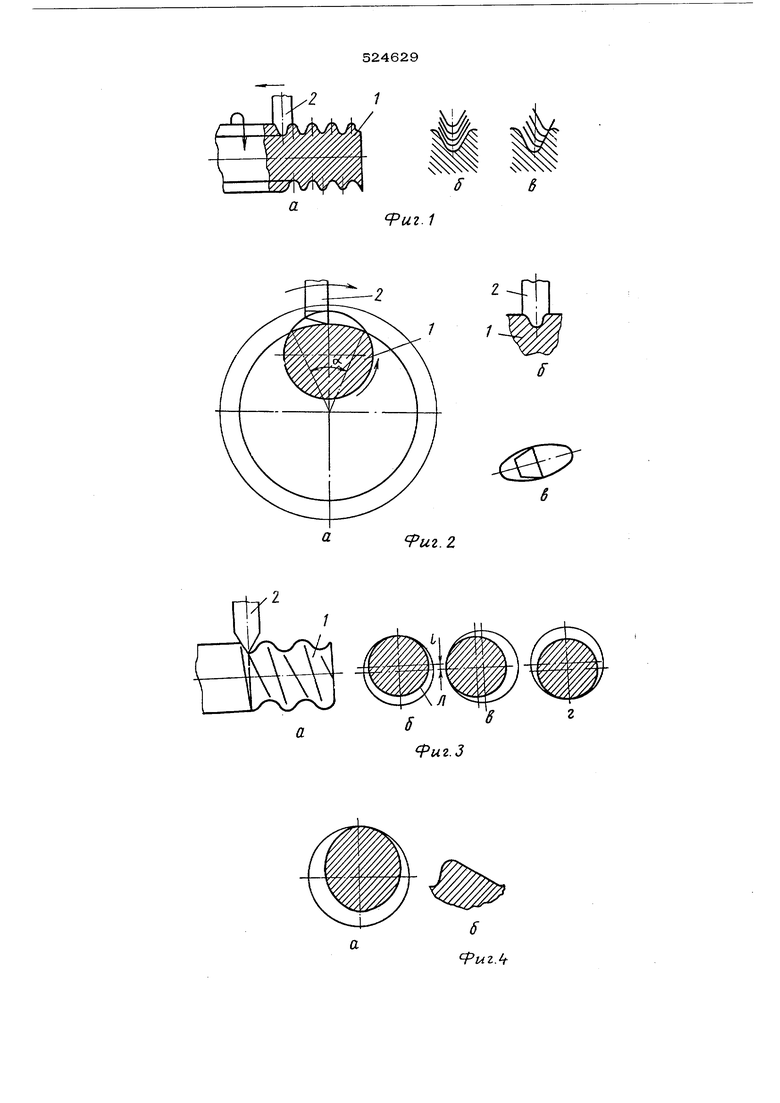
По предлагаемому способу нарезание резьбы происходит за счет копирования ее профиля в поперечном сечении.
Контур, ограничивающий тело резьбы (н фиг. 36, в, г - заштриховано), остается одним и тем же, а его поворот на 360° вокруг оси заготовки происходит при перемещении плоскости сечения на 1 щаг.
При перемещении вершины резца вокруг заготовки по линии Л резец прорезает на заготовке канавку, наибольшая глубина которой равна глубине впадины, а наименьшаянулю, т.е. соответствует гребню впадины.
Это движение резца не зависит от шага резьбы, в связи с чем можно достигнуть сверхвысокой скорости резания, применяя алмазный инструмент.
Для перехода к проточке резьбы, исключив независимое вращение резца, необходимо осуществить зависимое вращение заготовки и перемещение резца вдоль ее оси. Та величина, на которую резец переместится за время поворота заготовки на 360, и составит шаг резьбы.
Способ может быть реализован на токарно-винторезных станках при их незначительной модернизации (на суппорте станка необходимо установить форсунку с вращающимся резцом).
Согласно способу в патроне станка укрепляют черновую или чистовую заготовку. Поперечным перемещением суппорта с укрепленной на нем фортункой устанавливают эксцентриситет - смещение оси вращения резца относительно оси патрона равно половине глубины впадины резьбы. Резец в фортунке устанавливают таким образом, чтобы
при максимальном удалении от оси заготовки, он ее касался (в случае если заготовка чистовая) или чтобы он заглублялся в заготовку на величину припуска, который желательно снять (если заготовка черновая).
Включают вращение резца (фортунки), вращение заготовки (патрона) и продольное перемещение суппорта, которое должно соответствовать требуемому шагу резьбы.
Предлагаемый способ позволяет получить резьбу и с несимметричным профилем зуба (на фиг. 4а показан профиль поперечного сечения резьбы, а на фиг. 46 - профиль ее зуба).
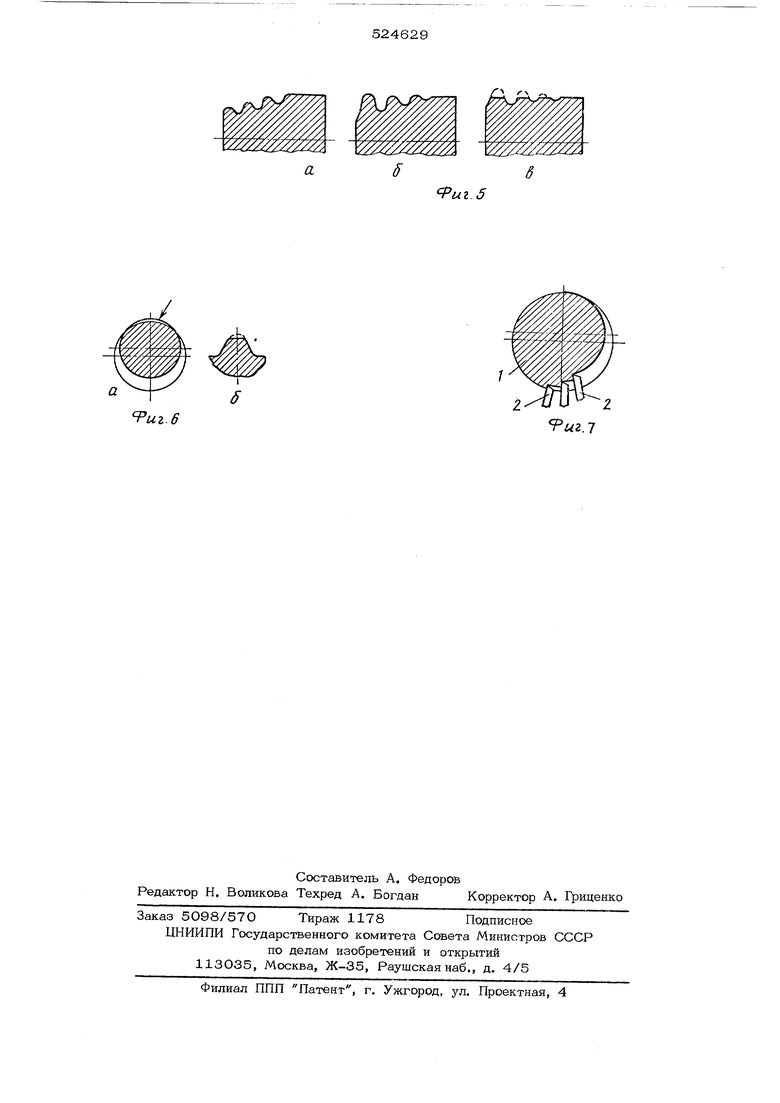
Если в процессе резания постепенно ОТделять резец от заготовки, то получится специальная коническая резьба (см. фиг.ба) Если в процессе резания постепенно умень- щать эксцентриситет, то получится специальная резьба с переменной высотой профиля (см. фиг.56). Одновременное изменение эксцентриситета и выдвижение резца приведет к нарезке резьбы (см. фиг. 5в).
Если часть траектории движения резца проходит в воздухе, то получится профиль с плоской вершиной (см. фиг. 6, где на фиг. 6а - поперечное сечение резьбы и траектория Л движения резца; а на фиг. 66 профиль резьбы в продольном сечении).
В случае, если глубина впадины окажется значительной, то ее обработку можно производить группой резцов, как указано на фиг. 7.
Описьшаемый способ нецелесообразен при обработке резьб с плоским дном профиля впадины (прямоугольной или трапецеидальной резьбой), а также при многозаходных резьбах.
Формула изобретения
Способ нарезания резьбы резцом, при котором заготовка вращается, а резцу сообщают связанную с ее вращением подачу на шаг, отличающийся тем, что, с целью повышения качества резьбы и производительности обработки, резцу одновременно с подачей на шаг сообщают поперечное врезание в зависимости от величины изменения профиля резьбовой детали в поперечном сечении, а угол при вершине резца выбирают меньшим угла профиля резьбы.
55
.1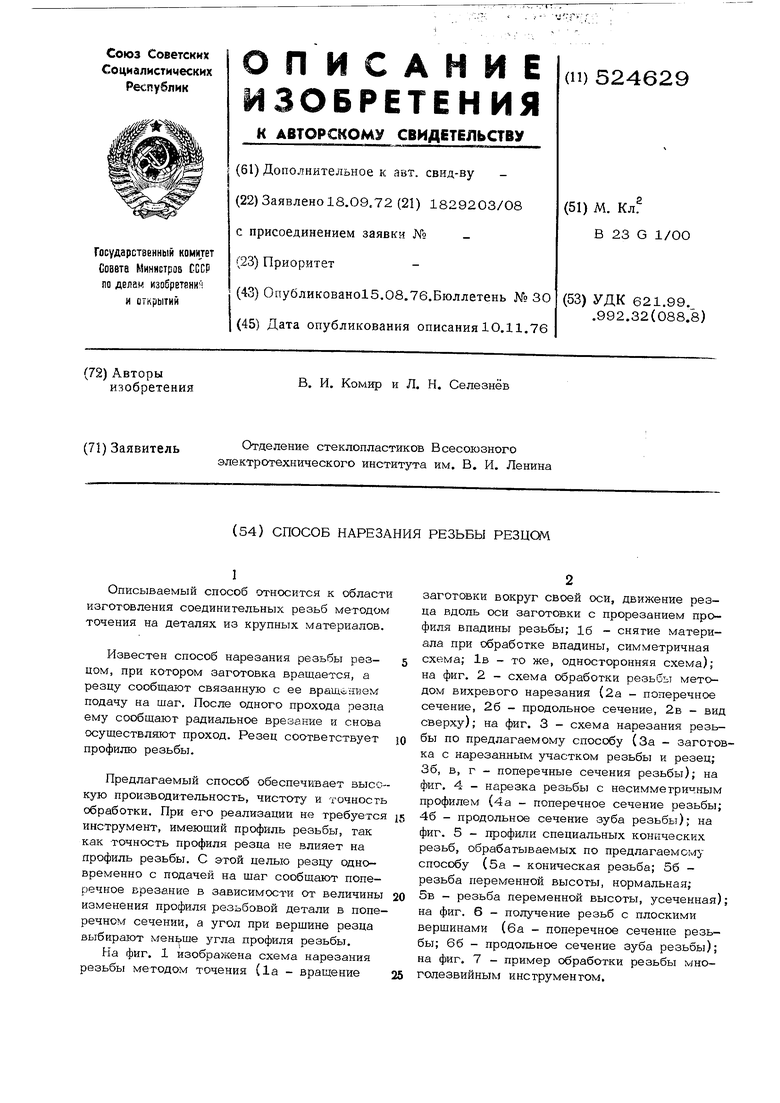
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезания резьбы (его варианты) | 1981 |
|
SU1016096A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОЙ ВТУЛКИ | 2005 |
|
RU2311570C2 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ИГЛОТОКАРНОЙ ОБРАБОТКИ ВИНТОВ | 2007 |
|
RU2334591C1 |
| СПОСОБ МНОГОПРОХОДНОГО НАРЕЗАНИЯ ПРОФИЛЬНЫХ КАНАВОК (ВАРИАНТЫ) | 1998 |
|
RU2146577C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |
| Способ многопроходного нарезания резьбы асимметричного профиля | 1983 |
|
SU1135576A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ И РЕЗЬБОВОЙ РЕЗЕЦ | 2011 |
|
RU2468897C1 |
| Способ обработки зубчатых реек червячной фрезой | 1990 |
|
SU1824262A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОТОКАРНОЙ ОБРАБОТКИ ВИНТОВ | 2007 |
|
RU2334590C1 |
а
7;
б
иг.г
6 иг.
.З
a
.6
игл
