Известны автоматы бестарной упаковки пакета оловянно-свинцовых прутков с пайкой их с торцов, которые выполняются в виде объединенного в одном агрегате прутковопрофильного пресса с упаковочным устройством, снабженным желобами, подвижной кассетой и транспортером (см., например, авт. св. N° 133393 по кл. 81а, 13).
Недостатком эти.х автоматов является невозможность осуществления автоматизации процесса спайки прутков с торца, что приводит к излишним затратам времени на осуществление упаковки пакета.
Предложенный автомат лищен указанного недостатка. Сущность изобретения заключается в том, что автомат включает в себя плиты с электронагревателями, служащие для зажима пакета с торцов в кассете с помощью гидропривода.
Кассета автомата может быть выполнена с толкателем-поддоном, осуществляющим удаление из кассеты пакета.
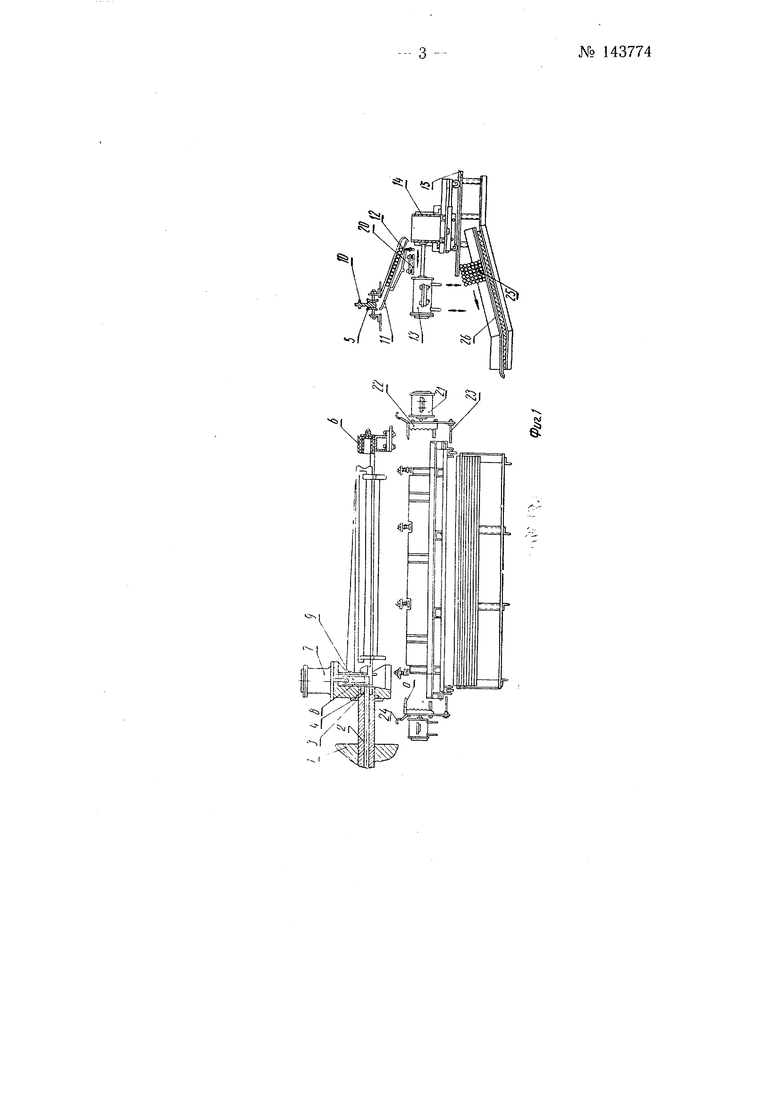
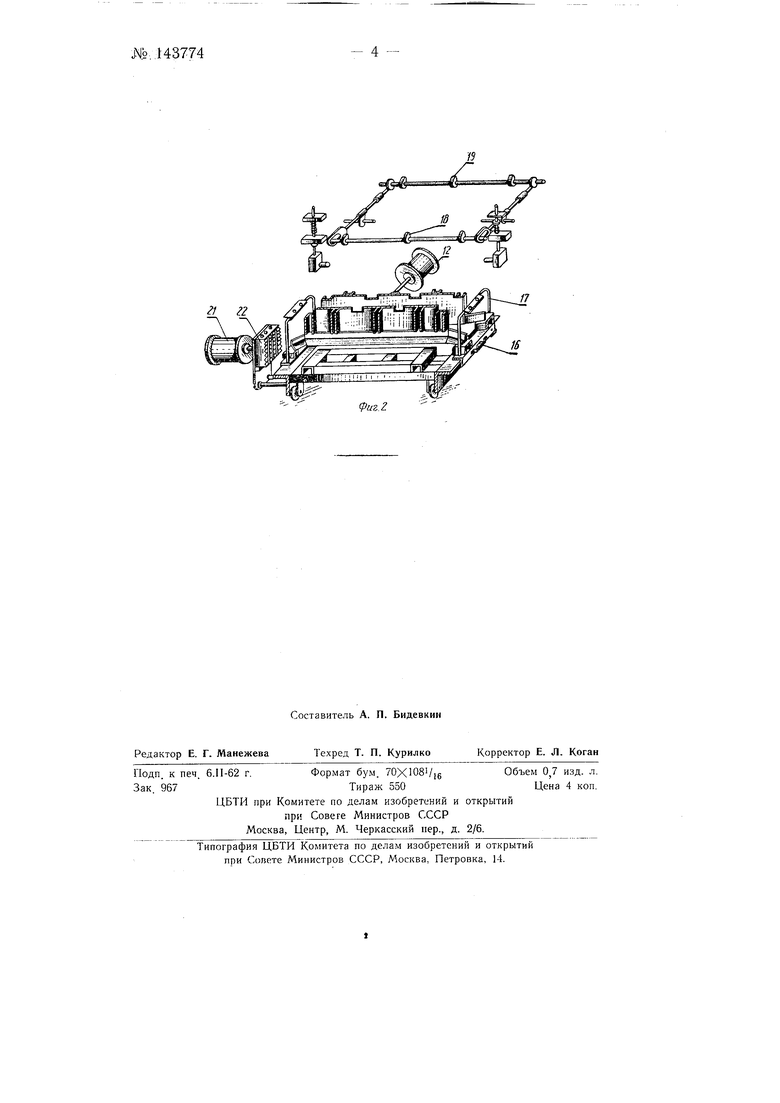
На фиг. 1 схематично изображен предложенный автомат в двух проекциях; на фиг. 2 - его кинематическая схема.
Автомат состоит из гидравлического пресса /, удлиненной насадки 2, фильеры 5, прижимной обоймы 4, желоба 5, электроконтакта 6, гидроцилиндра 7, ножа 8, ползуна 9, рейки 10, лотка 11, кулачков 12, гидроцилиндра 13, кассеты 14, тележки 15, отжимных реек 16, дуг 17, кулачков 18, кулачков 19, выравнивателей 20, гидроцилиндрсв 21, плит 22, щтырей 23Работает автомат следующим образом.
На гидравлическом прессе / устанавливается удлиненная насадка 2 с фильерой 3, которая крепится с помощью прижимной обоймы 4. Пруток 24 припоя, выпускаемый из фильеры 5, направляется по желобу 5 вперед до тех пор, пока он своим концом не коснется электроконтакта б и не замкнет электрическую цепь. После этого жидкость, поciynaH в гидроцилиндр 7, переместит его порщень вниз. Нож 8, уста№ 143774.- 2 - новленный на.ползуне 9, в это время отрубит конец прутка заданной длины.
Рейка 10 npOTaJiKHB.afeT отрезанный конец прутка чераз желоб 5, который состоит из двух направляющих с пружинным прижимом. Пруток падает на лотбк 11 и задерживается кулачками 12. После того, как на лотке накопится заданное количество прутков, последними из пи замыкается электрическая цепь, в которую включен распределитель (не показанный на чертеже) с электрическим управлением. Поршень гидроцилиндра 13 потянет с определенной скоростью на себя кассету 14, установленную на тележке 15. При этом отжимные рейки 16, укрепленные на дугах 17, своей нижней плоскостью надавят на ролики стопорного устройства. Кулачки 18 стопорного устройства утопятся на лотке // и прутки один за другим начнут скатываться в движущуюся кассету, укладываясь в ряд. Скорость движения тележки подбирается регулированием распределителя так, чтобы она совпадала со скоростью скатывания прутков. Это регулирование производится при наладке автомата.
Одновременно кулачки 19 с помощью рычажного устройства поднимаются вверх и отсекают ряд прутков во время их скатывания в кассету. При подходе тележки в левое крайнее положение под действием возвратной пружины распределитель переключает ход порщня на движение вперед. Тележка с кассетой возвращается в прежнее положение. Далее процесс укладки прутков рядами в кассету повторяется.
Когда кассета будет заполнена последним рядом прутков, контакты пружинящих выравнивателей 20, выравнивая последний ряд прутков, замкнут электроцепь, после чего порщни гидроцилиндров 21 переместятся вперед. На концах поршней жестко укреплены плиты 22, нагреваемые электрическими спиралями (не показано на чертеже) до температуры, превыщающей температуру плавления припоя на 50-70°.
Эти плиты, пере.мещаясь вперед, своими клиновидными выступа.ми а входят между плапками выравнивателей и заклинивают концы пакета прутков. Одновременно щтыри 23 застопоривают тележку бункера.
Нагретые плиты, сжимая одновременно пакет прутков с торцов, врезаются своими выступами в прутки припоя и спаивают их швамл в виде решетки. Прутки будут соединены перемычкой из собственного металла. Сечение и прочность перемычек зависит от высоты выступов насадки плиты и температурного режима, при котором происходит спайка.
Поршень цилиндра 13 перемещает кассету со спаянным пакетом вперед. Тележка остается в это время застопоренной.
При этом кассета с пакетом сдвигается поршнем с места и опу-, екает пакет вниз. Спаянный пакет 25 падает на наклонную площадку 26 и сползает в ящик для дальнейшей транспортировки по назначению.
Предмет изобретения
1.Автол1ат бестарной упаковки пакета оловянно-свинцовых прутков с пайкой их с торцов, выполненный в ниде объединенного в одном агрегате прутковопрофильного пресса с упаковочным устройством, снабженным желобами, подвижной кассетой и транспортером, отличающийся тем, что, с целью осуществления автоматизации процесса спайки прутков с торца, применены плиты с электронагревателями для зажима пакета с торцов в кассете гидроприводом.
2.Автомат по п. 1,отличающийся тем, что кассета выполнена с толкателем-поддоном для удаления из нее пакета.
fpuz.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления и упаковки, например, школьных тетрадей | 1959 |
|
SU131359A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Автомат для гидропластической обработки цилиндрических зубчатых колес | 1985 |
|
SU1593974A1 |
| Станок для сварки плоских арматурных сеток из круглых прутков | 1951 |
|
SU95657A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| АВТОМАТИЧЕСКИЙ МЕХАНИЗМ ЗАРЯЖАНИЯ ПУШКИ | 2001 |
|
RU2195617C1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |