Известны автоматические линии для изготовления асбостальных листов, включающие устройства для разматывания рулонов тонколистовой стали, пресс для лерфорации тонколистовой стали, обжимные вальцы и прессножницы.
Предлагаемая автоматическая линия отличается от известных тем, что в ней после пресса для перфорации тонколистовой стали установлена правильно-растяжная машина с механизмом для устранения перекосов перфорированной ленты стали при ее движении. На обжимных вальцах с входной стороны смонтировано следящее устройство для управления параллельным движением лент асбестовой бумаги и тонколистовой стали, а на пресс-ножницах смонтировано прижимное устройство. Это позволяет улучшить качество асбостальных листов и повысить производительность труда.
Для устра}шния серповидности перфорированной ленты правильно-растяжная машина выполнена с обрезиненными валами, на которых установлены тормоза..
Кроме того, механизм для устранения перекоса пер|форированной ленты тонколистовой стали при ее движении выполнен с обрезиненным валиком, смонтированным с возможностью поворота в вертикальной плоскости лсд действием пневмоцилиндра. Пневмоцилиндр связан с пневмодатчиком, взаимодействующим с боковыми кромками перфорированной ленты тонколистовой стали.
Следящее устройство для управления параллельным движением лент асбестовой бумаги и тонколистовой стали в предлагаемой автоматической линии выполнено с подвижной рамкой, внутри которой расположена перфорированная лента тонколистовой стали, причем на рамке установлены пневмозолотники, взаимодействующие с поворотными рычагами, контактирующими с боковыми кромками лент асбестовой бумаги.
На фиг. 1 изображена структурная схема
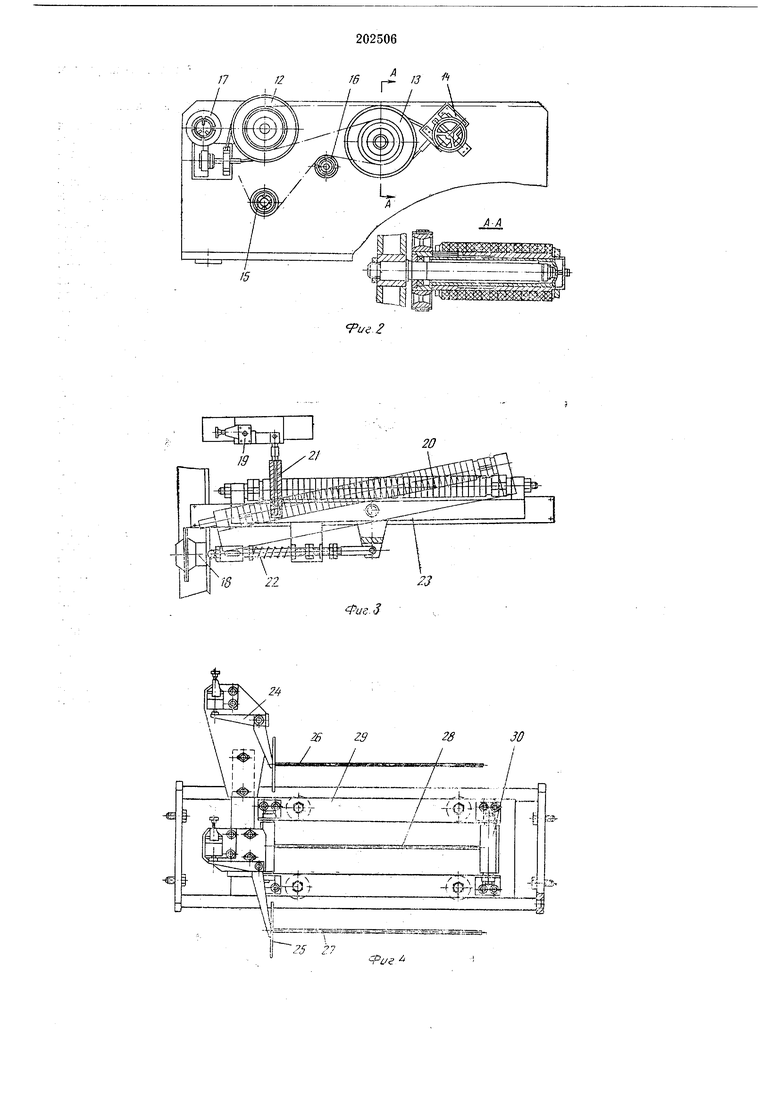
линии; на фиг. 2 - правильно-растяжная машина; на фиг. 3 - система автоматического управления каркасом и бумагой; на фиг. 4 - следящее устройство для управления параллельным движением лент асбестовой бумаги
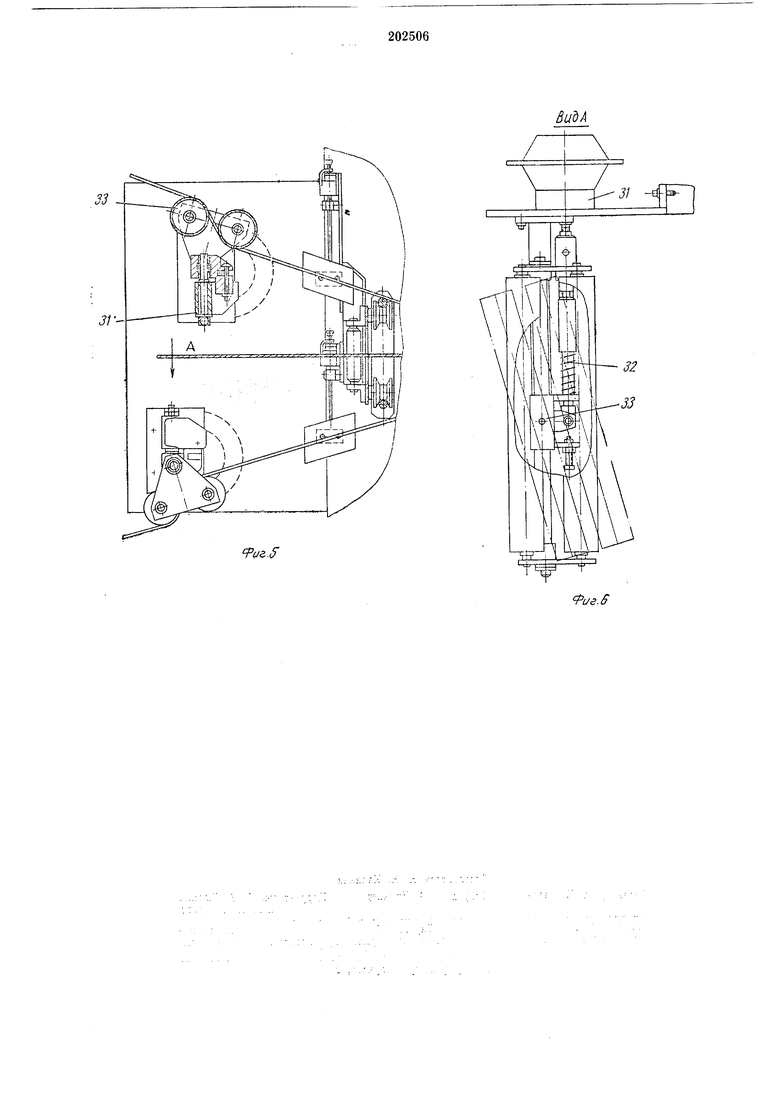
и тонколистовой стали; на фиг. 5, 6 - механизм автоматического управления бумагой.
Автоматическая линия для изготовления асбостальных листов включает: устройство / для разматывания рулонов тонколистовой
стали, пресс 2 для ее перфорации, правильно-растяжную машину 3, механизм 4 для устранения перекоса перфорационной ленты стали при ее движении, следящее устройство 5 для .управления параллельным двил ением
ли, обжимные вальцы 6, прижимное устройство 7, пресс-ножнИЦы S, ленточный транспортер 9, контактный датчик 10, следящее устройство 11 для управления петлей, создающей одинаковое разматывание рулона и перфорации.
Стальные рулоны надеваются на барабан устройства /, которое разматывает и подает ленту к прессу 2 для перфорации тонколистовой стали. Скорость разматывания рулонов постоянная.
Работа автоматической линии.
В прессе происходит смачивание лент эмульсией и ее перфорация (образование каркаса). Скорость разматывания рулона и скорость перфорации в общем случае не равны. Эта разность скоростей компенсируется петлей, управляемой следящим устройством 11. При выборе петли следящее устройство включает привод разматьгвателя.
После перфорации каркас выходит из пресса со значительной серповидностью. Для ее устранения в линии за перфорационным прессом установлена правильно-растяжная мащина, которая, растягивая каркас, почти полностью выправляет его. Каркас, проходя через правильно-растялсную машину, поворачивает валы 12 и 13. Для проворота этих валов, нагруженных тормозами 14, требуется значительное окружное усилие, iKOTOpoe и растягивает каркас. Регулируя величину тормозного момента на валах 12 и 13, можно изменить степень растяжения каркаса. Рабочая поверхность валков образована резиновымИ кольцами.
Выправленный каркас обкладывается асбестовой -бумагой. Для установки рулонов асбестовой бумаги на растяжной машине имеются приемные призмы. Один рулон расположен вьгще каркаса, другой ниже.
Разматывание рулонов производится после заправки обеих бумажных лент в вальцы, которые являются как бы тянущими валками. Валы 15 и 16 являются .поддерживающими, а валок 17 - направляющим. Из растяжной машины к стоящим за ней вальцам тянутся три ленты: сверху ц снизу бумажные, а между ними - стальной каркас.
В валБцах происходит обжатие бумажных лент и каркаса, вследствие чего образуется сплошное трехслойное полотно.
При обжатии из-за неравномерности деформации каркас постоянно перемещается вдоль валков влево или вправо. Если не препятствовать этому произвольному перемещению, то каркас может сойти с валков. Для ограничения перемещения каркаса вдоль валков предусмотрен механизм для устранения перекоса перфорированной ленты из тонколистовой стали при ее движении. Работает он следующим образом.
влево. Каркас начинает перемещаться влево, отклоняет рычаг 21 и выключает золотник, соединяя камеру с атмосферой. Пружина 22 начинает поворачивать поперечину 23 вправо. Движение каркаса влево прекращается. Если затем каркас переместится вправо, то рычаг 21 займет первоначальное положение и снова соединит камеру с сетью, начнется поворот валка в обратном направлении.
Таким образом, поперечина 23 с валком 20 покачивается, ограничивая перемещение каркаса в стороны. Практически валок самоустанавливается 1ПОД некоторым углом, при котором наступает равновесие сил, действующих
на каркас, и находится в этом положении, пока равновесие не нарушится.
Бумажные ленты также могут перемещаться вдоль валков, но их перемещение в общем случае не совпадает с направлением перемещения каркаса, и ленты, движущиеся в разных плоскостях, не имеют общей геометрической оси.
Управляет параллельным движением лент асбестовой бумаги и тонколистовой стали
следящее устройство.
В исходном положении золотники 19 закрыты, рычаги 24 Касаются своими лопатками 25 бумажных лент 26 и 27, каркас 28 проходит внутри рамки 29, контактируя с
обеими рамками 30. Смещаясь вправо, каркас передвигает рамку 29 в ту же сторону. При этом рычаги 24 надвигаются на бумажные ленты, отклоняются и воздействуют на золотники. Золотники соединяют лневмокамеры исполнительных механизмов с сетью, механизмы срабатывают и перемещают ленты вправо вслед за каркасом.
При перемещении каркаса рычаги возвращаются в исходное положение, золотники закрываются и механизл передвигает -бумагу влево. Такой же процесс включения механизмов произойдет и тогда, когда каркас будет занимать стабильное положение, а отклоняться будет та или другая бумажные ленты. В этом случае «а исполнительные механизмы могут поступить разноименные -команды, т. е. чтобы занять правильное положение относительно каркаса бумажные ленты будут сдвигаться -в разные стороны:
В исходном положении камеры 31 через золотники следящего устройства соединены с атмосферой и пружины 32 поворачивают рамки с валками 33 в крайнее левое положение.
Натянутая бумажная лента проходит через рамку, огибая оба валка.
Во время работ .при отклонении бумажной ленты от правильного положения относительно каркаса, следящее устройство подает соответствующую команду. При этом камера 31 или соединится с сетью и тогда рамка с валками повернется вправо, смещая в ту же сторону бумажную ленту, или же воздух из камеры выйдет в атмосферу. В этом случае
пружина 32 повернет рамку влево, крайнее положение рамки ограничивают упорными винтами. Практически обе рамки все время совершают колебательное движение относительно оси.
Работа механизма управления бумагой эффективна только при натянутых бумажных лентах, поэтому в линии предусмотрена система натяжения бумаги.
Помимо этого, натяжение необходимо для ликвидации гофров, образующихся при обжатии в вальцах, из-за резкой толщины бумаги.
Из вальцов полученная трехслойная лента поступает на последнюю установку линии для разрезки на листы.
Асбостальное полотно, пройдя через прессножницы 8, передней кромкой поднимает рычажок датчика 10, установленного на транспортере. При этом подается импульс на в«лючение пресс-ножниц.
С момента подачи импульса контактным датчиком до включения пресс-ножниц проходит довольно много времени, необходимого для срабатывания электро- и пневмоаппаратуры, включения муфты и др., поэтому асбостальное полотно успевает переместиться на 15-.20 мм и точность резки листов не укладывается в установленный допуск.
Для получения требуемой точности реза в +3 мм перед пресс-ножницами устанавливается прижимное устройство, работающее от электромагнита. Команда на включение электромагнита поступает от датчика одновременно с командой на нключение пресс-ножниц.
Электрическая цепь, связывающая магнит прижима с датчиком, очень короткая, поэтому (Срабатывает магнит почти мгновенно и прижимает движущук ся ленту. Пресс-ножницы, которые включаются несколько позже, режут уже неподвижную ленту. Перед прижимным устройством во время реза на бегает упругая петля, которая расправляется при раскрытии прижима. Раскрытие прижима происходит сразу после реза, так как при этом прекращается питание магнита.
Отрезанный лист выносится транспортером за пределы линии.
Предмет изобретения
1.Автоматическая линия для изготовления асбостальных листов, включающая устройство для разматывания рулонов тонколистовой стали, пресс для перфорации тонколистовой стали, обжимные вальцы и пресс-ножницы, отличающаяся тем, что, с целью улучшения качества асбостальных листов и повышения производительности труда, после пресса для перфорации тонколистовой стали установлена правильно-растяжная машина с механизмом для устранения перекоса перфорированной ленты тонколистовой стали при ее движении; на обжимных вальцах с входной стороны смонтировано следящее устройство для управления параллельным движением лент асбестовой бумаги и тонколистовой стали, а на пресс-ножницах смонтировано прижимное устройство.
2.Линия по п. 1, отличающаяся тем, что, с целью устранения серповидности перфорированной ленты тонколистовой стали, нравильно-растяжная машина выполнена с обрезиненными валами, на которых установлены тормозы.
3.Линия по п. 1, отличающаяся тем, что механизм для устранения перекоса перфорированной ленты тонколистовой стали при ее движении выполнен с обрезиненным валиком, смонтированным с возможностью поворота в вертикальной плоскости под действием пневмоцилиндра, связанного с пневмодатчиком, взаимодействующим с боковыми кромками перфорированной ленты тонколистовой стали.
4.Линия по п. 1, отличающаяся тем, что следящее устройство для управления параллельным движением лент асбестовой бумаги и тонколистовой стали выполнено с подвижной рамкой, внутри Которой расположена перфорированная лента тонколистовой стали; причем на рамке установлены пневмозолотЕики, взаимодействующие с поворотными рычагами, контактирующими с боковыми кромками лент асбестовой бумаги.

| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АСБОСТАЛЬНЫХ ЛИСТОВ | 1969 |
|
SU424741A1 |
| УСТАНОВКА ДЛЯ РАСКРОЯ РУЛОННО-ЛИСТОВОЙ СТАЛИ | 1971 |
|
SU292737A1 |
| ПРЕССОВАЯ КОМПЕНСАЦИОННАЯ ПОДУШКА ДЛЯ ФОРМУЮЩЕГО ПРЕССА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2294283C2 |
| Лущильный станок | 1982 |
|
SU1117219A1 |
| УСТРОЙСТВО для РАСТЯЖЕНИЯ ПРОФИЛЕЙ | 1973 |
|
SU393000A1 |
| Машина для изготовления форзацев | 1975 |
|
SU738916A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ШТАМПОВКИ | 1965 |
|
SU169480A1 |
| Устройство для перфорации тонколистового материала | 1984 |
|
SU1240583A2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ | 1969 |
|
SU250436A1 |
/7
2
23
30
28
