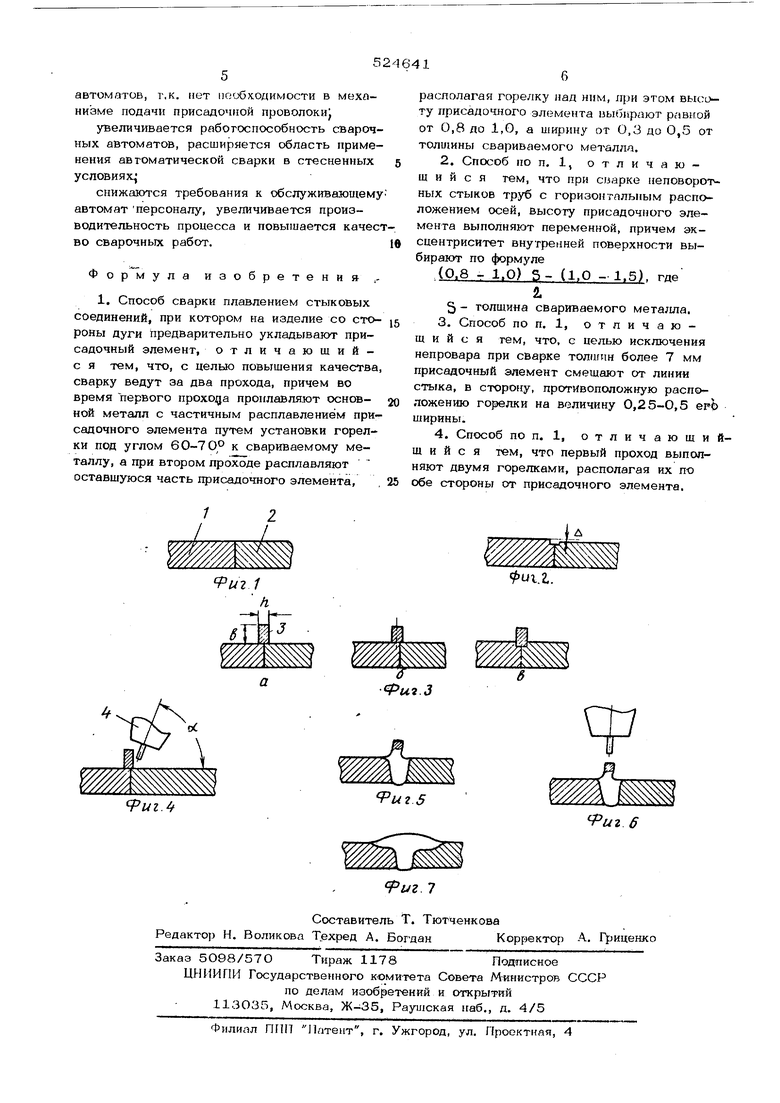
ны и необходимости применения присадочной прс опрки для создания внешнего, усилия шва. Известен способ сварки плавлением, при котором со стороны дуги на изделие предварительно укладывают присадочный . Недостатком указанного способа неVa4ecTBeHHoe формирование обратной стороte шва, особенно при сварке стыковых со единений с толщиной стенки более 4 мм. , По предлагаемому способу сварку ведут прохода, причем во время первого прохода проплавляют основной металл с час тичным расплавлением присадочного элемен та; для чего горелку располагают под углом 6О-70 градусов к свариваемому металлу, а при втором проходе расплавляют оставшуюся часть присадочного элемента, ;для чего горелку располагают над ним по нормали и к поверхности. Для частичного расплавления присадочного элемента при.первом проходе высоту его выбирают в пределах 0,8-1,0 S , а ширину О,3-О,5 S , где S - толщина сва рнваемого металла, в мм. При выполнении неповоротного стыка трубы с горизонтальной осью высоту присадочного элемента (кольца) вьшолняют пе ременной, причем эксцентриситет внутренней поверхности выбирают поформуле (0,841.0) S- (1 - 1,5) где S - толщина свариваемого металла, в мм.. С целью исключения непровара, особенно при сварке толщин более 7 мм, первый проход выполняют двумя горелками, распо лагая их по обе стороны от присадочного элемента, либо при использовании одиой горелки смещают присадочный элемент от линии стыка в сторону, противоположную расположению горелки на величину 0,250,5 ширины присадочного элемента. Предлагаемый способ поясняется;чертежами. На фиг. 1, 2 показана подготовка кромок стыкового соединения. Проточку стык вого соединения, показанную на фиг. 2, вы полняют при превышении кромок s Для удобства установки присадочного элемента на фиг, 3 (а, б, в) показано готовое под сварку стыковое соединение, причем на фиг. За - для случая сварки 1-го прохода двумя горелками; на фиг. 36 - одной горелкой; на фиг. Зв - двумя горелками при разностенности стыкуемых мегаппоъ; на фиг. 4 - расположение горелки с электродом приВыполнении первого проходгэ; на фиг. 5 - поперечное сечение стыкового соединения со швом после первого прохода; на фиг. 6 - расположение гореяки 1три втором сварочном проходе; на фиг. 7 - по перечное сечение стыкового соединения после сварки. Предлагаемый способ осуш.ествляется следуюшим образом. Предварительно обрабатывают кромки стыкуемых труб 1, 2 (см. фиг.1, 2), причем А - превышение кромок свариваемых металлов, и «изготавливают присадочный элемент 3 в виде пластины или в виде кольца. Затем собирают стык (см. фиг. З). Для исключения деформации присадочного элемента его прихватывают к основному металлу. После этого устанавливают сварочную горелку 4 и производят полное проплавление стыкового соединения с частичным расплавлением присадочного элемента (см. фиг. 5), оС - ; угол наклона горелки к свариваемому материалу. Сварочную горелку располагают над присадочным элементом (см. фиг. б) и при поперечных колебаниях дуги или без них производят оплавление присадочного элемента. В результате получается стьп«;овое соединение с небольшой величиной обратного валика и необходимым внешним усилением (см. фиг. 7). При сварке неповоротного стыка трубы с горизонтальной осью присадочный элемен-цкольцо переменной высоты - располагают таким образом, чтобы наименьшая высота его находилась в районе 5 часов (при сварке по часовой стрелке). На чертеже Ъ - высота присадочного элемента над поверхностью стыка, fi - шит рина присадочного элемента. В этом случае при сварке первым проходом нижней части стыка поверхность сварочной ванны со стороны дуги приобретает форму, сила поверхностного натяжения которой направлена против силы тяжести расплавляемого металла. Качественное формирование обратного валика достигается за счет того, что поверхность сварочной ванны со стороны дуги имеет большую кривизну и, 1следовагельно, большую силу поверхностного натяжения, которая одна способна противодействовать силе тяжести расплавляемого металла. Кроме того, в удержании участвует третья поверхность, а именно, поверхность присадочного элемента, соприкасающаяся с поверхностью сварочной ванны со Стороны дуги. Применение данного способа дает пелый ряд дополнительных преимуществ: упрощается подготовка кромок под сварку, упроигается технология выполнения сог дтгепия npti сварке металлов с толшипо стопки Полег) 4 мм, упрощается коис-трукция (.-i|i,4ni-ik
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки плавлением стыковых соединений | 1980 |
|
SU899296A1 |
| Способ импульсно-дуговой сварки неплавящимся электродом | 1981 |
|
SU988489A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| Способ сварки плавлением стыковых соединений | 1989 |
|
SU1609572A1 |
| Способ гибридной лазерно-дуговой сварки продольного шва трубы | 2017 |
|
RU2637035C1 |
| Способ получения присадочного выступа на кромках стыкового соединения деталей под сварку | 1989 |
|
SU1706798A1 |
| Способ изготовления сварных стыковых соединений многослойных тонкостенных конструкций звукопоглощающих панелей | 2022 |
|
RU2803617C1 |
| Способ гибридной лазерно-дуговой сварки | 2017 |
|
RU2640105C1 |
| Способ сварки плазменной проникающей дугой | 1985 |
|
SU1328106A1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ СТЫКОВ ТОЛСТОЛИСТОВЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2578303C1 |
