(54) ПОДКЛАДНОЕ УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШВА ПРИ СВАРКЕ КОЛЬЦЕВЫХ СТЫКОВ
зубчатыми полудисками, взаимодействующими с зубьями упомянутых рукояток. Кроме того, внутренние поверхности П-образных секторов расположены под углом друг к другу, открытым к оси кольца, и каждый сектор
снабжен установленным между упомянутыми сторонами вкладышем, один конец которого закреплен на одном ьекторе, а другой конец установлен с возможностью взаимодействия при разжатии кольца с другим сектором.
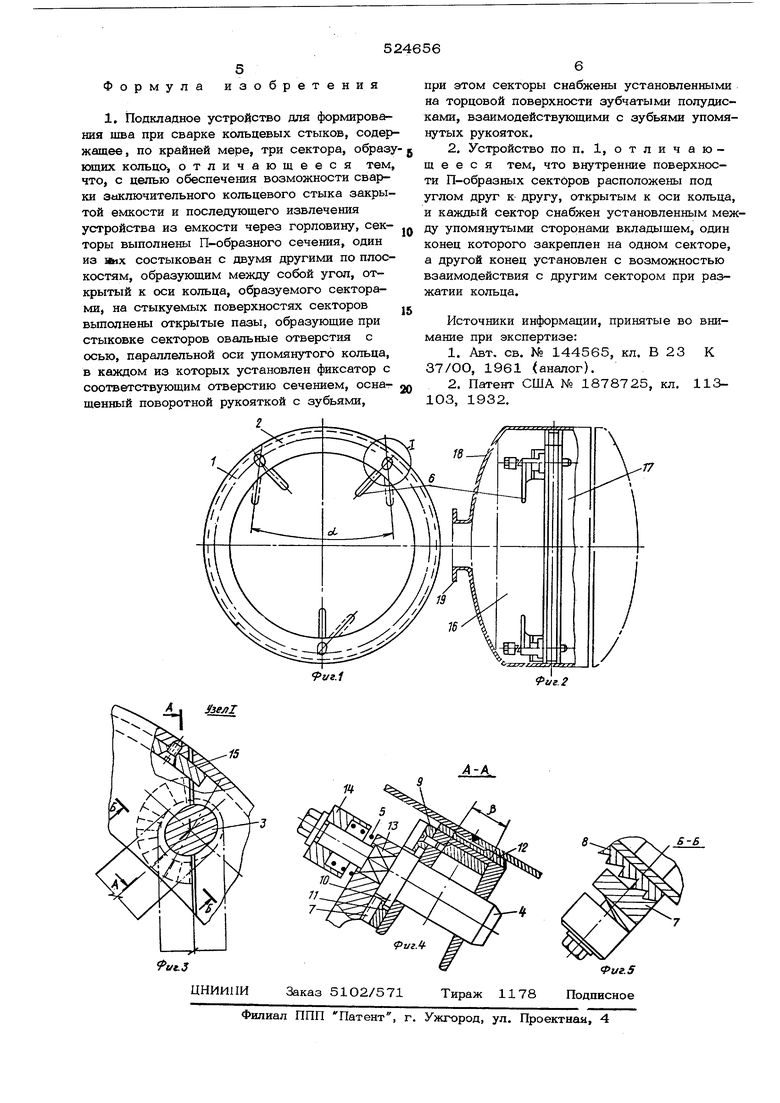
На фиг. 1 дан вид устройства с торца; на фиг. 2 - то же, вид сбоку; на фиг. 3 узел Г на фиг. 1; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - разрез Б-Б на фиг.З
Устройство состоит из кольца 1, состоящего из нескольких секторов с П-образным сечением, причем тордь по стыкам замыкающего кольцо сектора 2 образуют угол , открытый к центру кольца. В каждом стыке секторов выполнено в виде эллипса отверс- тие 3, в котором с соответствующим отверстию сечением установлен фиксатор 4 с подпружиненной пружиной 5 рукояткой 6. На рукоятке выполнены зубья 7, взаимодейст вующие при разжатии кольца с зубьями 8, выполненными на торце полудиска 9, причем зубья выполнены с односторонним упором. На фиксаторе 4 выполнен односторонний заппечик 1О, расположенный при разжатии колца в проточке 11 полудиска 9, закрепленного на одном из секторов каждого стыка. По наружному диаметру каждого сектора закреплена прокладка 12 из нержавеющей стали. На фиксаторе 4 выполнена головка 13 с квадратным сечением, а в рукоятке 6 выполнено квадратное отверстие, с помощью которого рукоятка крепится на фиксаторе от проворачивания. Рукоятка имеет возможность перемещения вдоль оси фиксатора. Пружина 5 одним концом упирается в рукоятку, а другим - во втулку 14, закрепленную на фиксаторе 4. Внутренние поверхности секторов кольца выполнены с углом |Ь , открытым к центру. В каждом секторе с внутренней стороны установлен направляющий вкладыщ 15, один конец которого закреплен на одно1« секторе, а другой конец взаимодействует при разжатии с другим сектором, т.е. препятствует перемещению одного сектора относительно другого вдоль свариваемой емкоети 16 и препятствует также образованию ступеньки в месте стыка по диаметру обечайки 17 емкости с днищем 18, имеющей горловину 19. На замыкающем секторе 2 крепятся вкладыщи 15 на обоих его концах. Наружный диаметр кольца в неразжатом состоянии выполнен несколько меньще внутреннего диаметра обечайки емкости 17 и днища 18. Количество секторов кольца определяется из условия обеспечения их выемки через,
горловину 19 днища 18 и получения наружного диамет)ра кольца с наименьшими погрещностями при его разжатии.
Эксплуаташш устройства осуществляется следующим . Кольцо 1 в вераажвтом состоянии устанавливают в обечайке 17 по месту ее стыка с днишем IS, при этом зубья 7 рукоятки не находятся в НИИ с зубьями 8 полудиска 9, а эаштечик 1О не находится в проточке 11, Затем поворотом с помощью рукоятки одного фиксатора или нескольких, при котором заплечик входит в проточку, осуществляют предварительное разжатие кольца 1 для его удержания в обечайке. При разжатии или повороте рукоятки зубья 7 проскальзывают по 8, а рукоятка перемещается вдоль оси фиксатора на высоту зуба.
Проскальзывание зубьев происходит в связи с тем, что они выполнены с односторонним упором.
При прекращении поворачивания рукоятки 6 пружина 5 вводит ее зубья 7 в зацепление с зубьями 8 полудиска, удерживая таким образом фиксатор 4 от поворачивания в отверстии от сжимающих усилий со стороны обечайки 17. Заплечик 10, расположенный в проточке 11, удерживает фиксатор 4 при поворачивании от его перемещения вдоль оси отверстия 3 вместе с рукояткой 6, т.е. обеспечивает зацепление между зубьями рукятки и полудиска.
После предварительного разжатия кольца, диаметр которого еще несколько меньще внутреннего диаметра обечайки 17, устанавливают днище 18, и затем через отверстие горловины 19 окончательно поворотом рукояток равномерно разжимают кольцо до его плотного прилегания к свариваемым деталям
Освобождение устройства после выполнения сварки осуществляют следующим образом
Через отверстие горловины 19 перемещают каждую рукоятку 6 рукой вдоль оси фиксатора 4, т.е. выводят зубья ее из зацепления с зубьями полудиска 9 и затем поворачивают ее в первоначальное положение, показанное на фиг. 1 и 3 щтрихпунк- тиром.
При первоначальном положении оси отверстия 3 совпадавэт с осями сечения фиксатора. При таком положении фиксатор 4 свобод но вынимается из отверстия за рукоятку 6, которая, деформируя пружину 5, упирается во втулку 14. Затем замыкающий сектор 2 перемещают к центру кольца и вынимают через отверстия в горловине. Через это же отверстие вынимают и остальные сектора.
Устройство позволяет выполнять качественную сварку закрытых емкостей, обеспечивает освобождение после сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренний центратор для сборки и сварки кольцевых стыков | 1983 |
|
SU1088903A1 |
| Дробеметный аппарат | 1982 |
|
SU1060449A1 |
| Фиксатор | 1974 |
|
SU484320A1 |
| Фиксатор | 1982 |
|
SU1049691A1 |
| Веломобиль | 1989 |
|
SU1702869A3 |
| УСТРОЙСТВО ПОГРУЗКИ-ВЫГРУЗКИ ГРУЗА НА ПОДВОДНОМ ТЕХНИЧЕСКОМ СРЕДСТВЕ | 2010 |
|
RU2422319C1 |
| УСТРОЙСТВО ДЛЯ ВПАИВАНИЯ ЖАРОВЫХ ТРУБ В САМОВАРЫ | 1926 |
|
SU6478A1 |
| Устройство для укупорки стеклянных банок металлическими крышками | 1989 |
|
SU1723017A1 |
| Устройство для сборки и сварки металлоконструкций | 1985 |
|
SU1286386A1 |
| ИНВАЛИДНАЯ КОЛЯСКА С ЭЛЕКТРОМЕХАНИЧЕСКИМ ПРИВОДОМ | 1991 |
|
RU2085166C1 |
