на торцовых поверхностях которых образованы выступы и впадины сегментной формы, отличающийся тем, что, с целью упрощения процесса переналадки инструмента на требуемый размер и расширеS24O кия его технологических возможностей, сопрягаемые части инструмента подпружинены относительно друг друга и между торцовыми поверхностями установлен набор компенсирующих прокладок.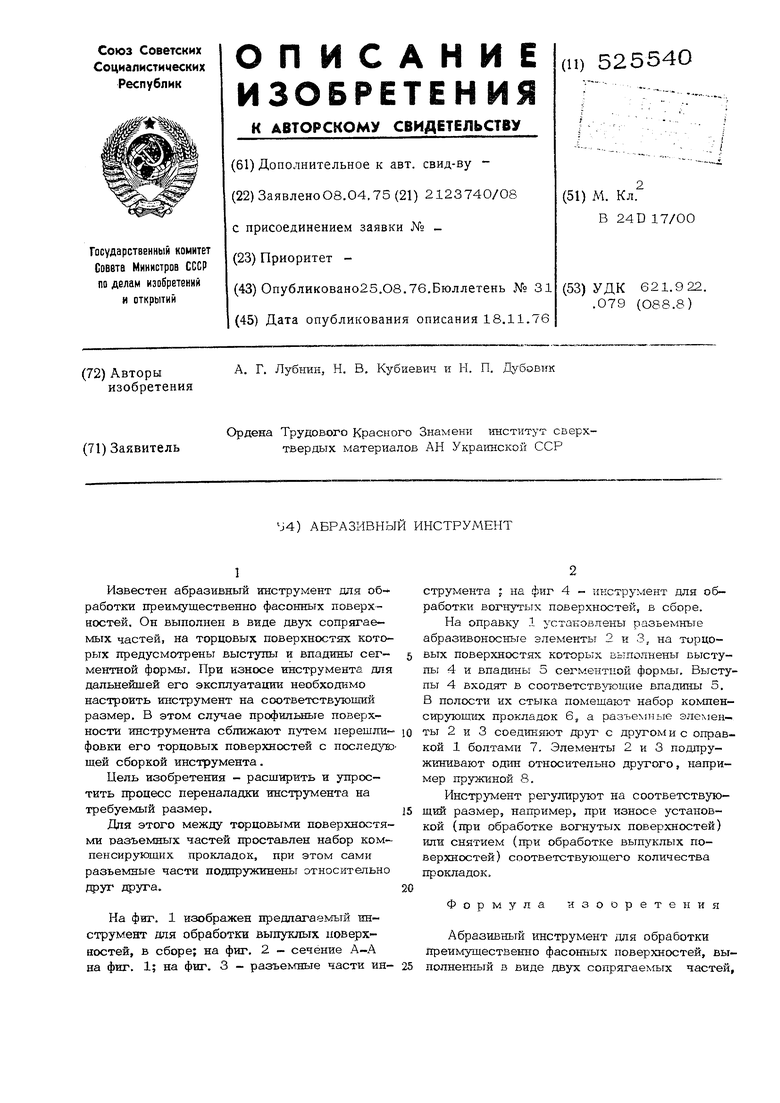
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА | 2005 |
|
RU2287039C2 |
| Устройство для бурения льда | 1964 |
|
SU472237A1 |
| ЦЕПЬ ДЛЯ ОКОРКИ БРЕВЕН | 2000 |
|
RU2173633C1 |
| Устройство для волочения | 1988 |
|
SU1740091A1 |
| Инструмент для развальцовки труб | 1987 |
|
SU1433574A1 |
| Способ изготовления круглых в плане изделий | 1988 |
|
SU1655623A1 |
| Инструмент для снятия изоляции с электрических проводов | 1972 |
|
SU738027A1 |
| Гвоздильный автомат | 1976 |
|
SU656715A1 |
| Полуавтомат для заточки изделий типа инъекционных игл | 1980 |
|
SU931347A1 |
| Ротационная резцовая головка | 1984 |
|
SU1238894A1 |
Э о Оо Q О ° О
„о „о О Од
о -. ojo
°0о о о 0° 1 ° 00 90оооОо о о
--
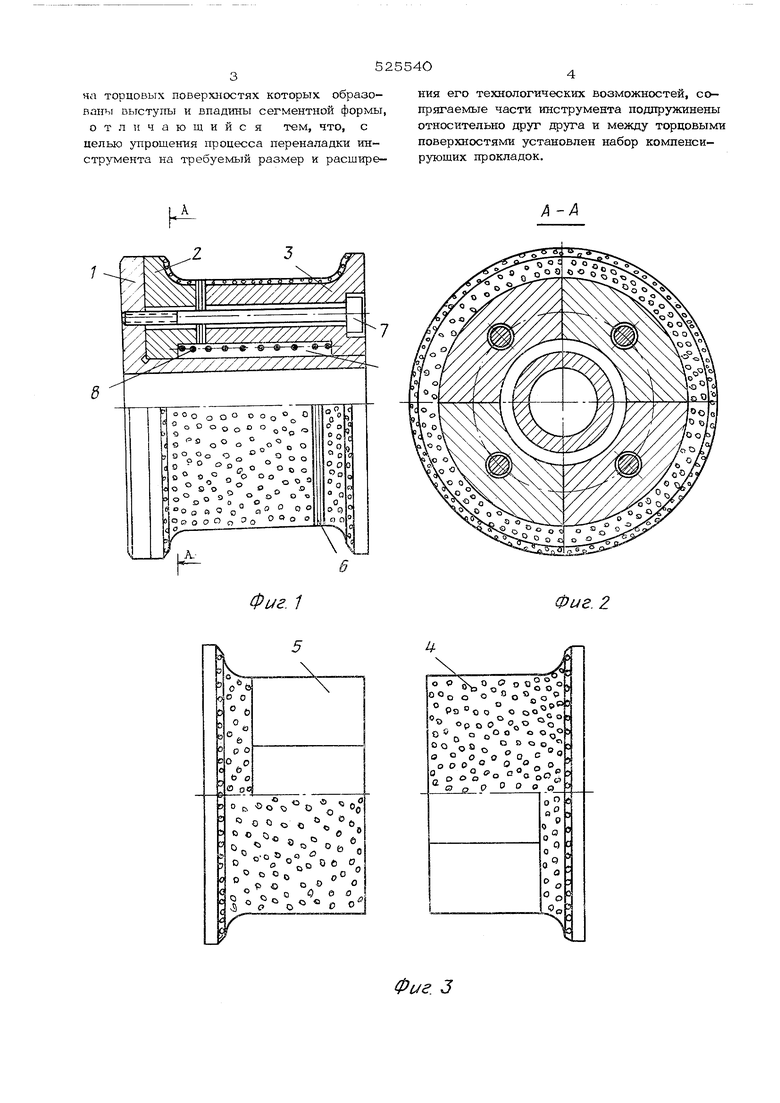
Фиг. 1
Фиг. 2
Фие. J
